2. Устройство для штамповки поковок, содержащее пуансон, матрицу и выталкиватель, отличающееся тем, что в матрице концентрично ручьевой полости в зоне расположения рабочего торца выталкивателя выполнена дополнительная полость для формирования выступа донной части детали с площадью поперечного сечения, превыщаю1
Изобретение относится к обработке металлов давлением и может быть использовано при горячей объемной штамповке деталей в изотермических условиях.
Целью изобретения является повышение качества поковок и уменьшение трудоемкости их изготовления за счет устранения торцового облоя при штамповке.
Способ осуществляют следующим образом.
Изготавливают партию исходных заготовок для штамповки. При этом одну или несколько заготовок выполняют с увеличенным относительно номинального объемом. Первой штампуют деталь, например в виде стакана, из заготовки увеличенного объема. При этом за счет увеличенного объема в донной части детали формируется выступ, который при выталкивании детали из штампа Срезается, а оставшийся в матрице штампа срезанный выступ детали (отход) служит уплотнением, предотвращающим при последующей штамповке затекание металла в зазор между стенкой полости матрицы и выталкивателем. Поэтому штамповку второй и последующей деталей производят из заготовок номинального объема, в который не входит объем срезанного отхода. В том случае, если объем партии деталей достаточно велик и срезанный отход постепенно теряет свои функции уплотнения его извлекают из матрицы и повторно осуществляют штамповку исходной заготовки увеличенного объема.
Пример. По предлагаемому способу изготавливают стакан-корпус специального электродвигателя из сплава АМг-6 при 450°С. Штамповка производится в изотермических условиях, материалы заготовок приведены в состояние сверхпластичности. В первом случае избыточный объем заготовки и полости составляет 6% от номинального объема заготовки. Экспериментально установлено, что величина избыточного объема металВНИИПИ Заказ 3330/7 Тираж 655 Подписное Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
щей площадь поперечного сечения ручьевой полости.
3. Устройство по п. 2, отличающееся тем, что поверхности стенок матрицы, образук - щие ручьевую и дополнительную полости, сопряжены участком в виде боковой поверхности усеченного конуса.
5
ла для формирования выступа в донной части поковки составляет 3-15% от номинального объема исходной заготовки.
На чертеже показан штамп, разрез.
Штамп состоит из матрицы 1, выталкивателя 2 и пуансона 3. В нижней части полость матрицы включает дополнительную полость для оформления выступа 4 в донной части поковки 5. В зоне выступа размер площади поперечного сечения полости мат- 0 рицы больше, чем в зоне оформления стенки детали в виде стакана. При этом стенки полости матрицы в месте перехода одной зоны в другую сопряжены боковой поверхностью усеченного конуса.
Штамп работает следующим образом.
В предварительно подогретую матрицу 1 укладывают нагретую до температуры пластической деформации исходную заготовку увеличенного объема, после выравнивания температуры заготовки и штампа осущест- 0 вляют щтамповку поковки в изотермических условиях до получения готовой поковки 5 с выступом 4 в донной ее части.
После подъема пуансона 3 в верхнее положение выталкиватель 2 выталкивает поковку из полости матрицы, срезая при этом выступ 5 4 и оставляя в дополнительной полости матрицы отход 6. При последующей щтампов- ке деталей номинального объема этот отход служит уплотнением, предотвращающим затекание металла деформируемой заготовки между боковыми поверхностями матрицы и выталкивателя.
В случае изготовления полых деталей обычно верхняя их часть оформляется свободным истечением, без образования торцового облоя, затекающего между матрицей и пуансоном. Однако в случае оформления верхней части изделия закрытой штамповкой дополнительная полость в верхней части матрицы в зоне оформления верхнего торца изделия может быть выполнена аналогичным образом.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой объемной штамповки высокопластичных материалов | 1984 |
|
SU1238872A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК С ОТРОСТКАМИ | 2001 |
|
RU2212974C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Способ протермического обратного выдавливания пустотелых деталей | 1981 |
|
SU1007807A1 |
| Способ изготовления штампованных изделий | 1986 |
|
SU1412867A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
1. Способ штамповки поковок преимущественно в изотермических условиях, включающий изготовление исходных заготовок, деформирование их в щтампе и выталкивание из него, отличающийся тем, что, с целью повышения качества поковок и уменьшения трудоемкости за счет устранения торцового облоя при штамповке, в процессе деформирования первой в партии заготовок по периметру получаемой детали в донной ее части формуют выступ, при выталкивании детали отделяют этот выступ от детали, оставляя полученный отход в полости матрицы, остальные детали партии получают, используя заготовки, объем которых уменьшен на величину объема отхода, с уплотнением зазора между матрицей и выталкивателем упомянутым отходом. (/ С N о: а а о: г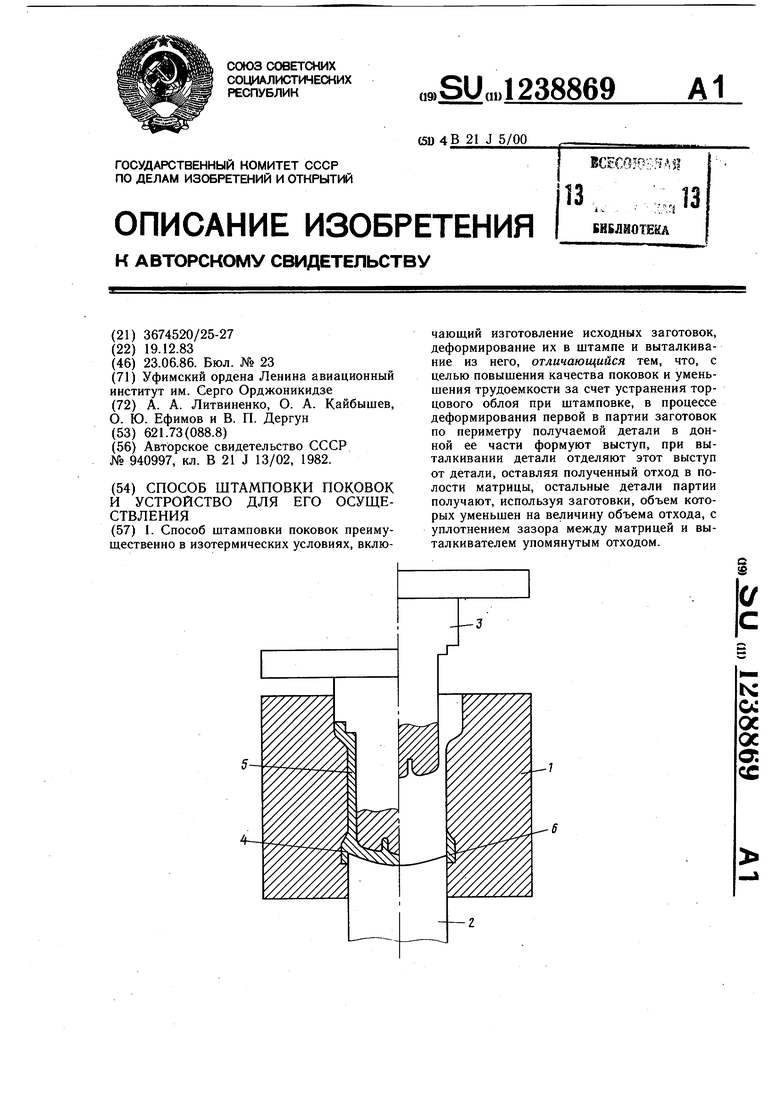
| Штамп для горячей объемной штамповки | 1980 |
|
SU940997A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
