(54) ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИИ ИЛИ ВЫРУБКИ ДЕТАЛЕЙ ИЗ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПРОБИВКИ И ВЫРУБКИ | 1973 |
|
SU368908A1 |
| Универсальный переналаживаемый штамп для пробивки отверстий | 1981 |
|
SU990373A1 |
| Штамп совмещенного действия для вырубки и пробивки неметаллических материалов | 1976 |
|
SU570490A1 |
| Переналаживаемый штамп совмещенногодЕйСТВия | 1978 |
|
SU841719A1 |
| Штамп для обработки пакета заготовок | 1979 |
|
SU776916A1 |
| Штамп для чистовой вырубки | 1979 |
|
SU852413A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
1
Изобретение относится к холодной штамповке неметаллических листовых материалов, в частности к штамповке отверстий в листовой клеенной фанере, и может быть использовано в деревообрабатывающей промышленности и приборостроении.
Известен штамп для пробивки отверстий или вырубки деталей из неметаллических материалов, содержащий два встречно расположенных ножевых инструмента, установленные на несущих их деталях, один в подвижной, а другой в неподвижной части штампа, выполненные с буртиками, а также содержащий встречно подвижные выталкиватель, расположенный в нижней части, и центральный прижим, расположенный в верхней части 1.
Недостатком данного штампа является недостаточно высокое качество изготовляемых деталей.
Цель изобретения - уменьшение усилия, потребного для штамповки, и повышение качества изготовляемых деталей.
С этой целью штамп, содержащий два встречно расположенных ножевых инструмента, установленные на несущих их деталях, а также встречно подвижные выталкиватель и центральный прижим, располо
:енный в верхней части, щтамп снабжен рхним и нижним кольцевыми прижим ми, охватывающими ножевые инструменть установленные с возможностью возврати
поступательного движения, а также, по ньшей мере, двумя упорами, находящи ися между кольцевыми прижимами и бурт ками ножевых инструментов, ограничивай щими смыкание последних, а также ш амп снабжен механизмом перемещения выта ки10вателя и нижнего кольцевого прижима выполненным в виде двух комплектов буф| ов, находящихся в верхней и нижней ча тях штампа между кольцевыми прижимал деталями, несущими ножевые инструме
ты, 15 и по меньшей мере трех стержней, один коой, нец каждого из которых связан с план а другой конец одного стержня связан с зыталкивателем, а двух других
с ниж им кольцевым прижимом.
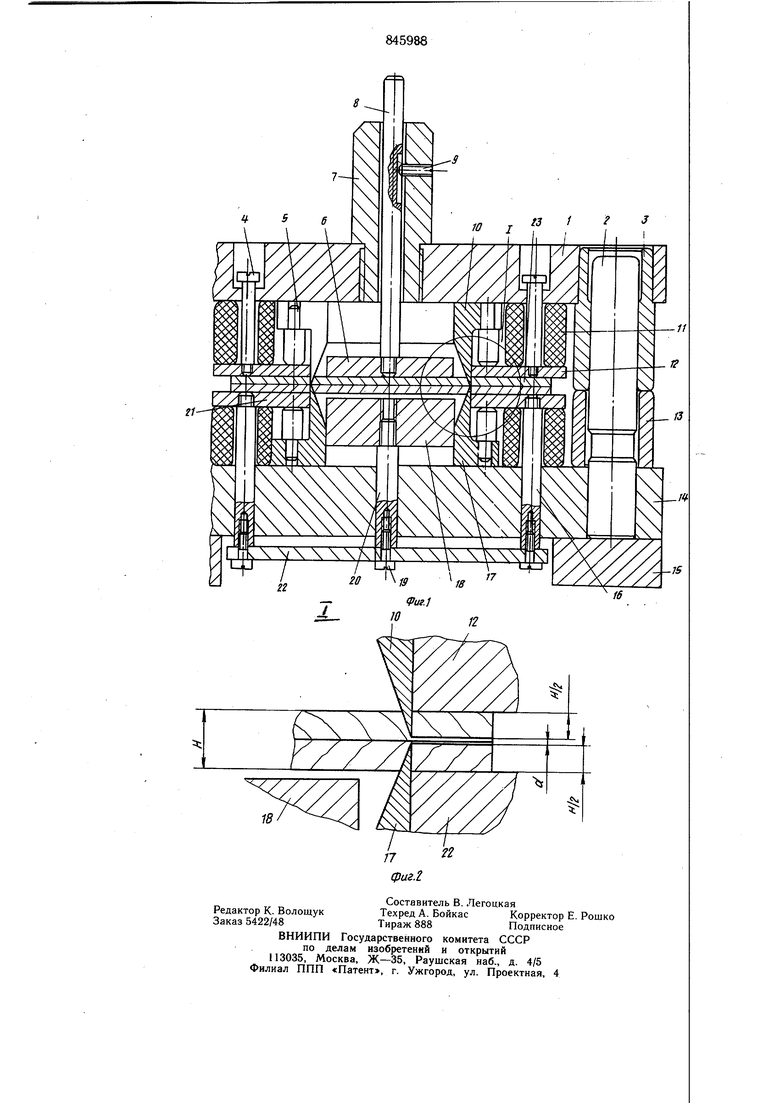
20 На фиг. 1 изображен штамп, продол
ыи разрез; на фиг. 2 - узел I на фиг. 1
положение рабочих частей в сомкнутом ш
JMпе).
Штамп для пробивки отверстий или вырубки деталей из иеметаллических материалов состоит из иесущей детали 1, направляющей колонки 2, направляющей втулки 3, ступенчатого винта 4, упора 5, центрального прижима 6, хвостовика с резьбой 7, щтока 8, установочного винта 9, верхнего ножевого инструмента 10, буфера 11, верхнего кольцевого прижима 12, цилиндрического ограничителя-упора 13, нижней несущей детали 14, подкладки 15, стержня 16, нижнего ножевого инструмента 17, выталкивателя 18, винта 19, стержня 20, связанного с выталкивателем, нижнего кольцевого прижима 21 и планки 22. Позицией 23 обозначена щтампуемая деталь.
Штамп работает следующим образом.
Подвижная (верхняя) часть щтампа крепится хвостовиком 7 к ползуну пресса, а нижняя несущая деталь щтампа устанавливается на подщтамповую плиту пресса и нижняя несущая деталь 14 с подкладками 15 прижимаются прихватами. Перемещение верхнего ножевого инструмента 10 и его центрирование по отнощению к нижнему ножевому инструменту 17 осуществляется по направляющим колонкам 2, по которым перемещаются направляющие втулки 3. Для съема детали 23 с любого из ножевых инструментов 10 или 17 и при возвращении щтампа в исходное положение предназначены кольцевые прижимы верхний 12 и нижний 21, действующие от буфера 11. Величина сжатия буферов 11 регулируется ступенчатыми винтами и стержнями 16 и 20. Образуемый отход удаляется из- скощенной части ножевых инструментов 10 и 17 центральным прижимом 6 и выталкивателем 18, воспринимающими усилие через щток 9 и стержень 20.
Положение рабочих частей в сомкнутом щтампе изображено на фиг. 2, т. е. ножевые инструменты 10 и 17 врезаются в листовую фанеру только на половину ее толщины, что обеспечивается взаимодействием упоров 5 с кольцевыми прижимами 12 и 21. Регулируемые или съемные упоры 5 позволяют настраивать фактическую величину врезания. Причем возможность встречи и повреждеНИИ режущих кромок ножевых инструментов 10 и 17 обеспечивается зазором d 0,01 0,03 за счет наличия цилиндрических ограничителей-упоров 13. При этом образуемый отход может остаться в детали и затем может быть удален из нее.
Формула изобретения
Штамп для пробивки отверстий или вырубки деталей из неметаллических материалов, содержащий два встречно расположенных ножевых инструмента, установленные на несущих их деталях, один в подвижной, а другой в неподвижной части щтампа, выполненные с буртиками, а также содержащий, встречно подвижные выталкиватель, расположенный в нижней части, и центральный прижим, расположенный в верхней части, отличающийся тем, что, с целью уменьщения усилия, потребного для щтамповки, и повыщения качества изготовляемых деталей, щтамп снабжен верхним и нижним кольцевыми прижимами, охватывающими ножевые инструменты, установленные с возможностью возвратно-поступательного движения, а также, по меньщей мере, двумя упорами, находящимися между кольцевыми прижимами и буртиками ножевых инструментов, ограничивающими смыкание последних, кроме того щтамп снабжен механизмом перемещения выталкивателя и нижнего кольцевого прижима, выполненным в виде двух комплектов буферов, находящихся в верхней и нижней частях щтампа между кольцевыми прижимами и деталями, несущими ножевые инструменты, и по меньщей мере трех стержней, один конец каждого из которых связан с планкой, а другой конец одного стержня связан с выталкивателем, а двух других - с нижним кольцевым прижимом.
Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 51-1870, кл. 74СО, № 46-42190, опублик. 21.01.76.
