Изобретение относится к обработке металлов давлением и может быть применено в цехах автоматизированной ковки при производстве поковок типа валов из среднеугле- родистой и легированной сталей.
Цель изобретения - улучшение качества поковок путем равномерной проработки металла по сечению и повышение производительности.
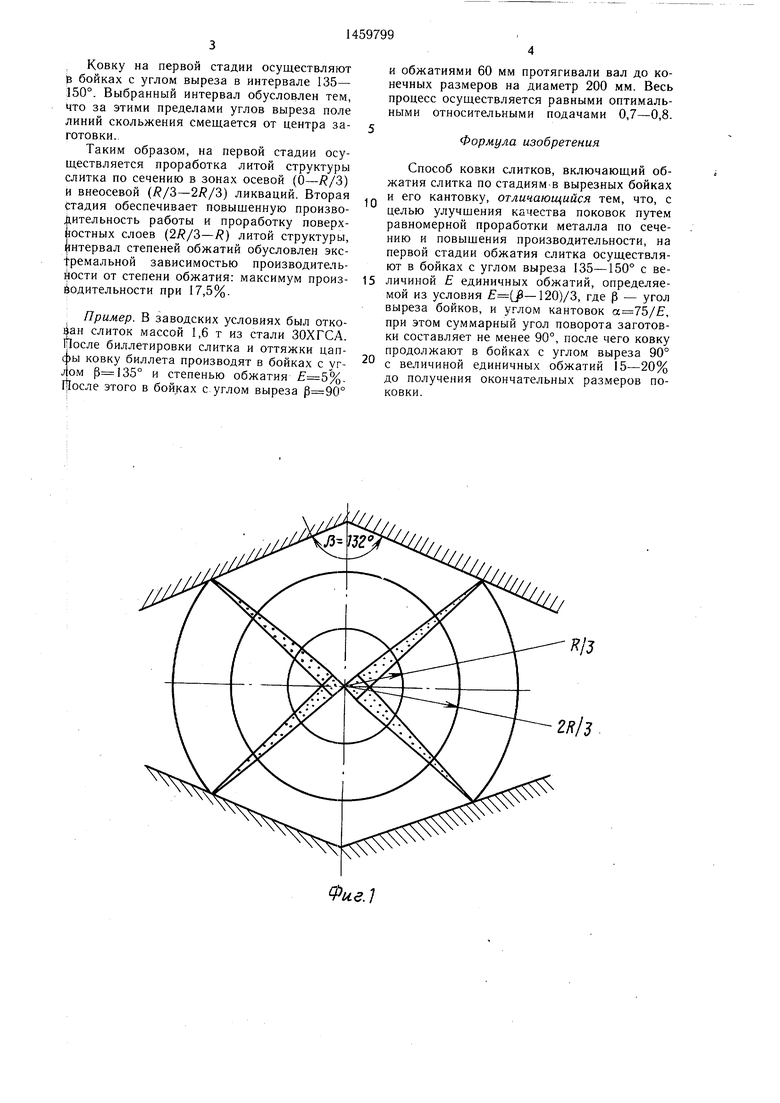
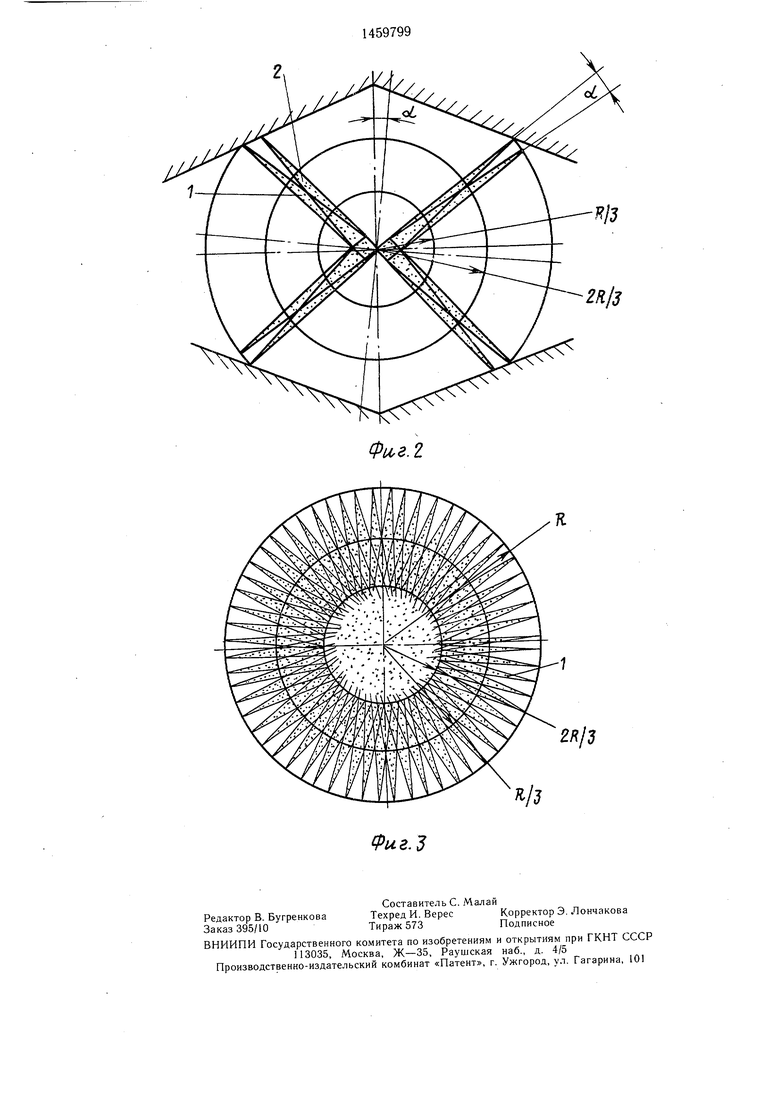
На фиг. 1 показано поле линий скольжения для угла выреза бойков 150° и степени обжатия 10% при начальном обжатии; на фиг 2 - зоны деформации заготовки для угла выреза бойков 150° и степени обжатия 10% после кантовки заготовки на угол а (1 - новая зона сдвига; 2 - старая зона сдвига); на фиг. 3 - зоны интенсивной проработки металла после кантовки заготовки на суммарный угол поворота 90° при ковке в бойках со степенью обжатия 10.
Способ заключается в следующем.
Ковка осуществляется в две стадии. Первая стадия - ковка в бойках с углом выреза в интервале 135-150° единичными обжатиями, определяемыми по формуле
р-120° t-д- -,
рде - степень обжатия, %;
р - угол выреза бойка, град.
Кантовки осуществляются согласованно со степенью обжатия (величина угла кантовки связана со степенью обжатия по формуле75
рде а - угол поворота при кантовке, град;
Е - степень обжатия, %.
Суммарный поворот обжимаемого слитка составляет 90°.
Вторая стадия - ковка в бойках с углом выреза 90° единичными обжатиями 15-20/ь до окончательных размеров поковки.
сд со со со
Ковку на первой стадии осуществляют 6 бойках с углом выреза в интервале 135- ;150°. Выбранный интервал обусловлен тем, что за этими пределами углов выреза поле линий скольжения смещается от центра заготовки.
Таким образом, на первой стадии осуществляется проработка литой структуры слитка по сечению в зонах осевой () и внеосевой (/ /3-2; /3) ликвации. Вторая стадия обеспечивает повыщенную производительность работы и проработку поверхностных слоев (2К/3-Я) литой структуры, интервал степеней обжатий обусловлен экс- Фремальной зависимостью производитель- йости от степени обжатия: максимум произ- йодительности при 17,5%.
Пример. В заводских условиях был отко- 4ан слиток массой 1,6 т из стали ЗОХГСА. После биллетировки слитка и оттяжки цапфы ковку биллета производят в бойках с уг- 4ом и степенью обжатия 5%. Щосле этого в бойках с углом выреза
и обжатиями 60 мм протягивали вал до конечных размеров на диаметр 200 мм. Весь процесс осуществляется равными оптимальными относительными подачами 0,7-0,8.
Формула изобретения
Способ ковки слитков, включающий обжатия слитка по стадиям-в вырезных бойках
Q и его кантовку, отличающийся тем, что, с целью улучщения качества поковок путем равномерной проработки металла по сечению и повышения производительности, на первой стадии обжатия слитка осуществляют в бойках с углом выреза 135-150° с ве5 личиной Е единичных обжатий, определяемой из условия (-120)/3, где р - угол выреза бойков, и углом кантовок , при этом суммарный угол поворота заготовки составляет не менее 90°, после чего ковку продолжают в бойках с углом выреза 90° с величиной единичных обжатий 15-20% до получения окончательных размеров поковки.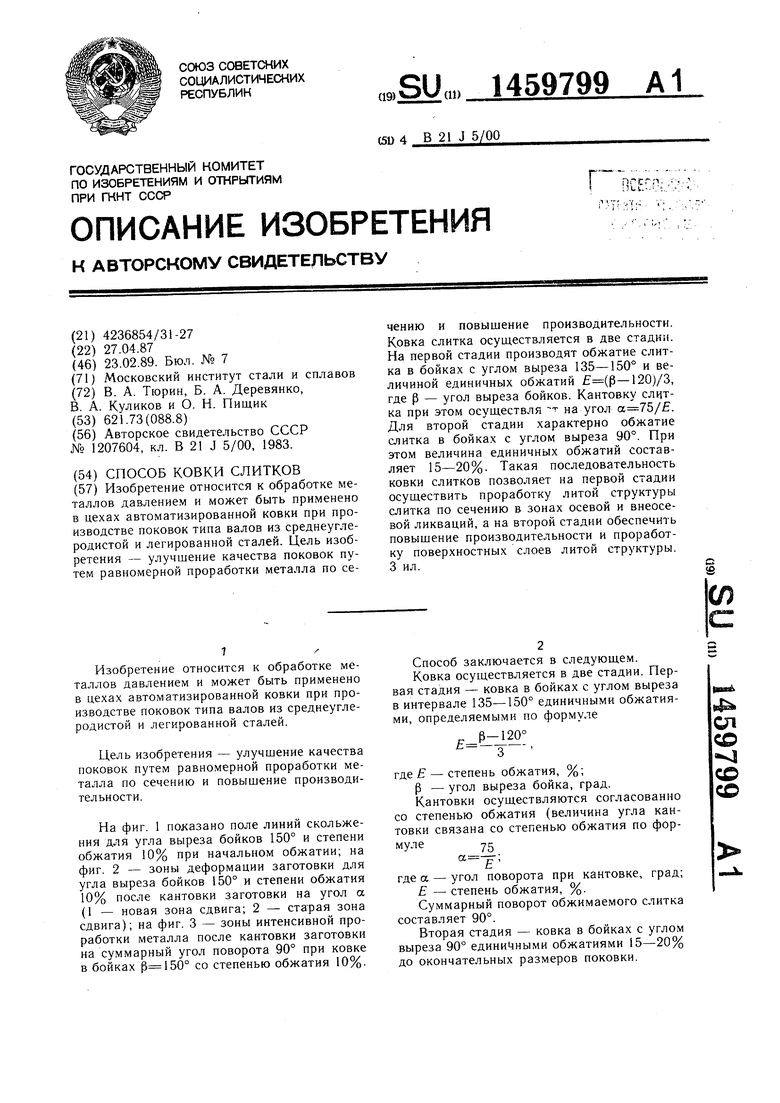
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки слитков | 1980 |
|
SU925503A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2011 |
|
RU2457061C1 |
| Способ ковки заготовок | 1987 |
|
SU1407639A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2008 |
|
RU2394663C1 |
| Способ ковки слитков | 1977 |
|
SU733826A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Способ ковки-протяжки | 1988 |
|
SU1620195A1 |
| Способ протяжки заготовок | 1981 |
|
SU1006012A1 |
Изобретение относится к обработке металлов давлением и может быть применено в цехах автоматизированной ковки при производстве поковок типа валов из среднеугле- родистой и легированной сталей. Цель изобретения - улучшение качества поковок путем равномерной проработки металла по сечению и повышение производительности. Ковка слитка осуществляется в две стадии. На первой стадии производят обжатие слитка в бойках с углом выреза J 35-150° и величиной единичных обжатий (Р-120)/3, рде р угол выреза бойков. Кантовку слитка при этом осуществля - на угол . Для второй стадии характерно обжатие слитка в бойках с углом выреза 90°. При этом величина единичных обжатий составляет 15-20%. Такая последовательность ковки слитков позволяет на первой стадии осуществить проработку литой структуры слитка по сечению в зонах осевой и внеосе- вой ликвации, а на второй стадии обеспечить повышение производительности и проработку поверхностных слоев литой структуры. 3 ил.
Фие.1
2Л/5
Л/J
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
