10
1
Изобретение относится к литейному производству, в частности к оснастке для литья по выплавляемым моделям.
Целью изобретения является сокращение производственного цикла за счет многократного использования опорного наполнителя без удаления его из опоки.
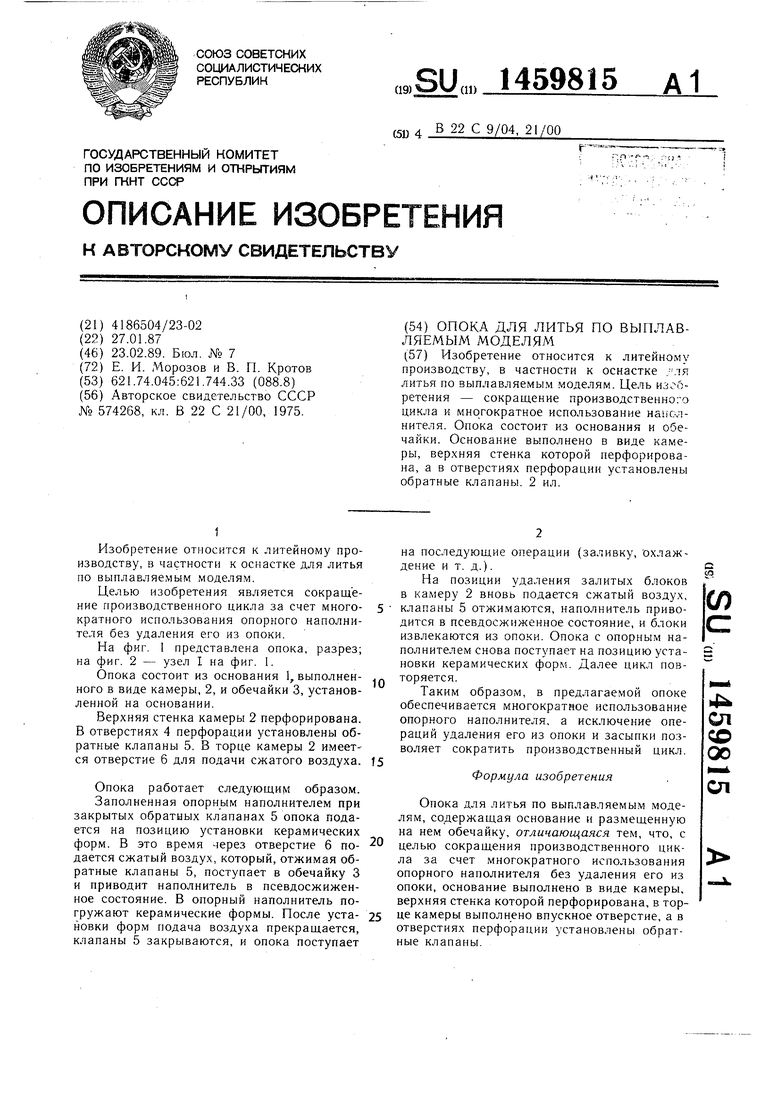
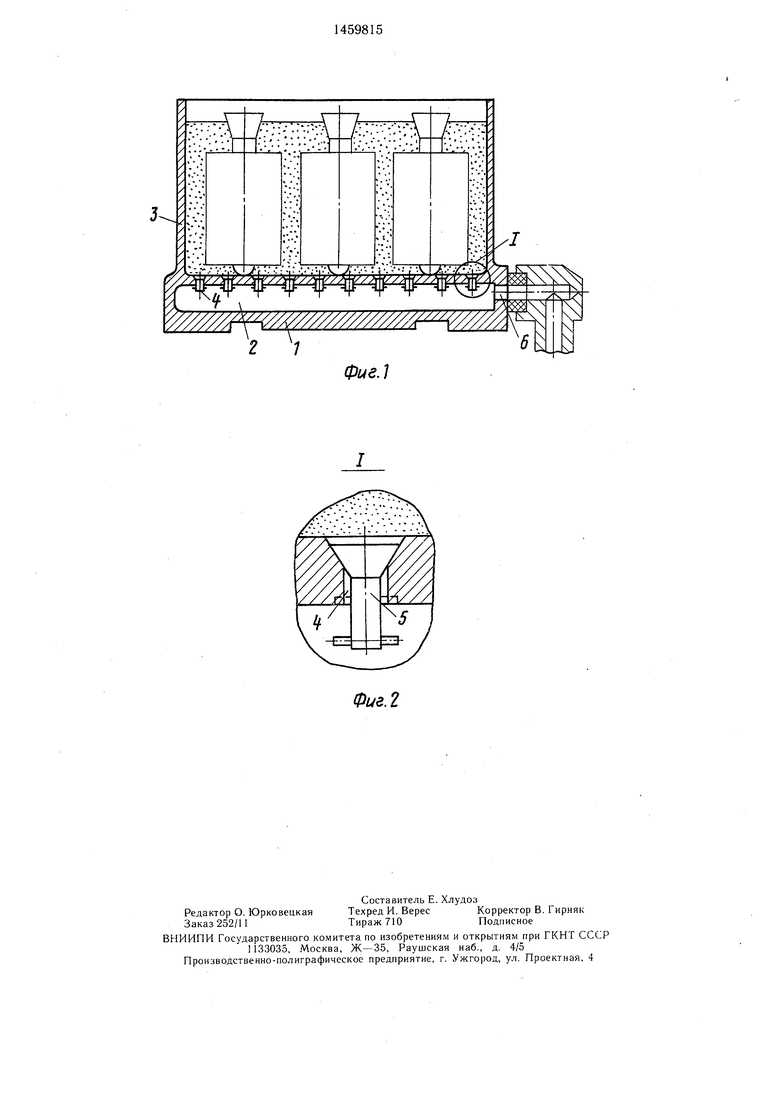
На фиг. 1 представлена опока, разрез; на фиг. 2 - узел I на фиг. 1.
Опока состоит из основания 1, выполненного в виде камеры, 2, и обечайки 3, установленной на основании.
Верхняя стенка камеры 2 перфорирована. В отверстиях 4 перфорации установлены обратные клапаны 5. В торце камеры 2 имеется отверстие 6 для подачи сжатого воздуха. 15
Опока работает следующим образом.
Заполненная опорным наполнителем при закрытых обратных клапанах 5 опока подается на позицию установки керамических форм. В это время через отверстие 6 подается сжатый воздух, который, отжимая обратные клапаны 5, поступает в обечайку 3 и приводит наполнитель в псевдосжижен- ное состояние. В опорный наполнитель погружают керамические формы. После уста- 25 новки форм подача воздуха прекращается, клапаны 5 закрываются, и опока поступает
20
10
15
25
20
на последующие операции (заливку, охлаждение и т. д.).
На позиции удаления залитых блоков в камеру 2 вновь подается сжатый воздух, клапаны 5 отжимаются, наполнитель приводится в псевдосжиженное состояние, и блоки извлекаются из опоки. Опока с опорным наполнителем снова поступает на позицию установки керамических ф орм. Далее цикл повторяется.
Таким образом, в предлагаемой опоке обеспечивается многократное использование опорного наполнителя, а исключение операций удаления его из опоки и засыпки позволяет сократить производственный цикл.
Формула изобретения
Опока для литья по выплавляемым моделям, содержащая основание и размещенную на нем обечайку, отличающаяся тем, что, с целью сокращения производственного цикла за счет многократного использования опорного наполнителя без удаления его из опоки, основание выполнено в виде камеры, верхняя стенка которой перфорирована, в торце камеры выполнено впускное отверстие, а в отверстиях перфорации установлены обратные клапаны.
с
«5
сл
4 СП
СО
00
СП
у,; /////
. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки оболочковых форм | 1989 |
|
SU1828780A1 |
| Автоматизированная линия для получения отливок | 1978 |
|
SU768537A1 |
| Способ изготовления неразъемных литейных керамических форм по удаляемым моделям | 1979 |
|
SU865489A1 |
| ЭЖЕКТОРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НАГРЕТЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2022 |
|
RU2814638C2 |
| Способ прокалки керамических изделий и установка для его осуществления | 1979 |
|
SU865491A1 |
| Устройство для изготовления отливок направленной кристаллизацией | 1980 |
|
SU969448A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| Установка для очистки отливок от керамики | 1980 |
|
SU929317A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
| Способ изготовления многослойных оболочковых литейных форм | 1980 |
|
SU944744A1 |
Изобретение относится к литейному производству, в частности к оснастке . ля литья по выплавляемы.м моделям. Цель изобретения - сокращение производственного цикла и многократное использование нанол- нителя. Опока состоит из основания и обечайки. Основание выполнено в виде камеры, верхняя стенка которой перфорирована, а в отверстиях перфорации установлены обратные клапаны. 2 ил.
фиг.
Фиг.2
| Опока для литья по выплавляемым моделям | 1975 |
|
SU574268A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
