1
Изобретение относится к сварочному производству и, в частности, предназначено для использования в электрошпаковой технологии.
Целью изобретения является повышение качества процесса регулирования мощности в период наведения шлаковой ванны и выведения усадочной раковины путем автоматического изменения коэффи1щента передачи регулятора мощности в указанные периоды.
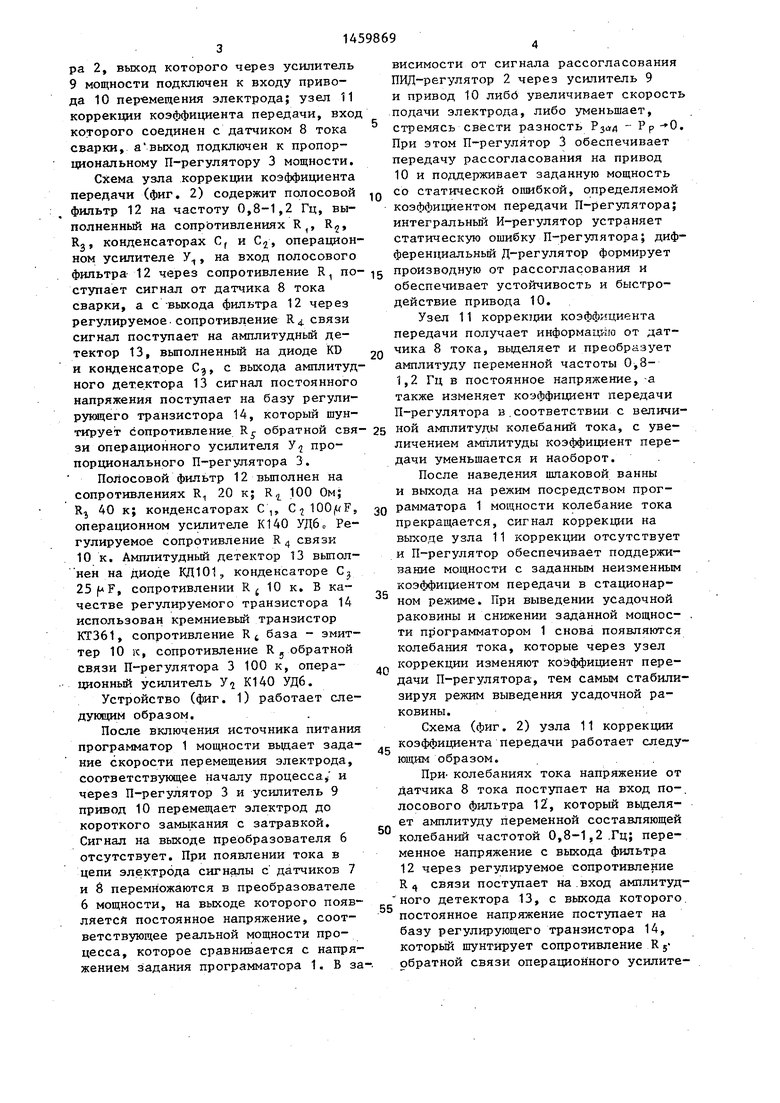
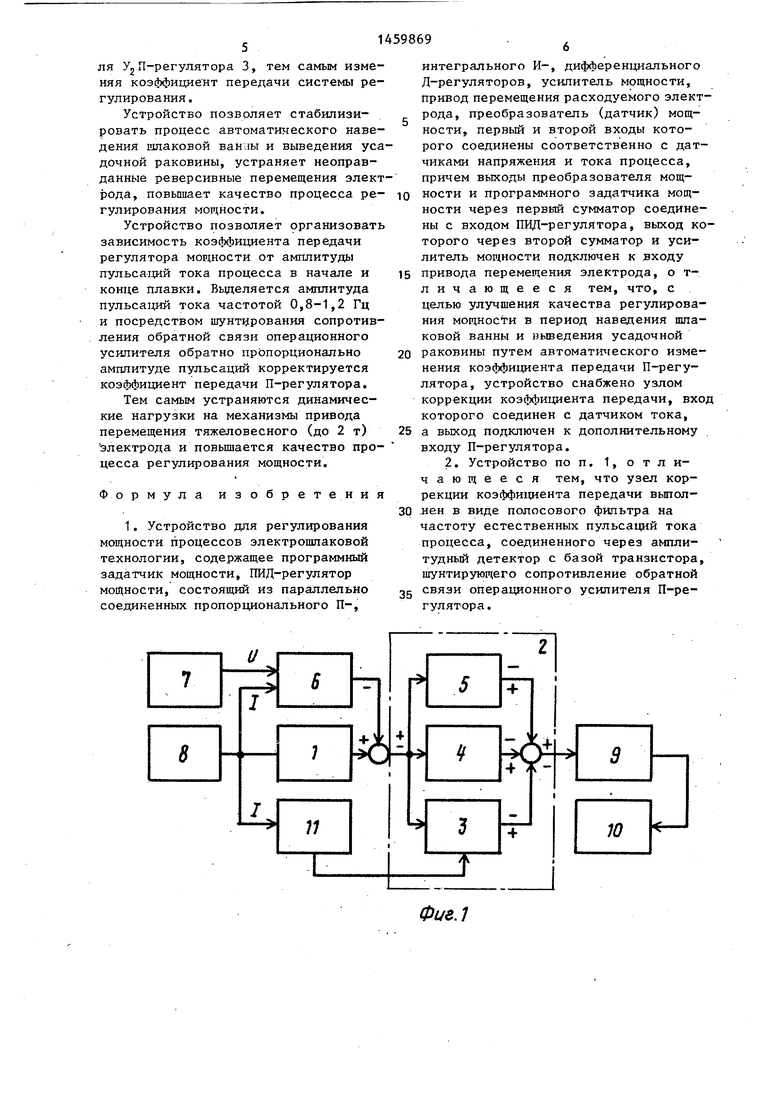
На фиг. 1 представлена схема устройства для регулирования мощности процессов электроршаковой технологии; на фиг. 2 - принципиальная электрическая схема узла коррекции коэффициента передачи.
Устройство для регулирования мощности- процессов электрошлаковой технологии содержит программный задат- чик 1 (программатор),подключенный через первый сумматор к входу ПИД-ре- .гулятора 2 мощности, состоящего из пропорционального П-3, интегрального И-4, дифференциального Д-5 регуляторов, соединенных параллельно; преобразователь 6 (датчик) мощности, входы которого соединены с датчиками 7 напряжения сварки и тока датчиком 8 сварки, а выход подключен через первый сумматор к входу ПИД-регулято00
OS
ел
pa 2, выход которого через усилитель 9 мощности подключен к входу привода 10 перемещения электрода; узел 11 коррекции коэффициента передачи, вход которого соединен с датчиком 8 тока сварки, а выход подключен к пропорциональному П-регулятору 3 мощности. Схема узла коррекции коэффициента передачи (фиг. 2) содержит полосовой фильтр 12 на частоту 0,8-1,2 Гц, выполненный на сопротивлениях R,, R Rj, конденсаторах С, и С, операционном усилителе У, на вход полосового
10
висимости от сигнала рассогласования ПИД-регулятор 2 через усилитель 9 и привод 10 либб увеличивает скорость подачи электрода, либо уменьшает, стремясь свести разность РЗЛД - Рр При этом П-регулятор 3 обеспечивает передачу рассогласования на привод 10 и поддерживает заданную мощность со статической ошибкой, определяемой коэффициентом передачи П-регулятора; интегральный И-регулятор устраняет статическую ошибку П-регулятора; дифференциальный Д-регулятор формирует
фильтра 12 через сопротивление R, по-15 производную от рассогласования
ступает сигнал от датчика В тока сварки, а с -выхода фильтра 12 через регулируемое сопротивление R4. связи сигнал поступает на амплитудный детектор 13, выполненный на диоде KD 20 и конденсаторе С,, с выхода амплитудного детектора 13 сигнал постоянного напряжения поступает на базу регули- рукицего транзистора 14, который шунобеспечивает устойчивость и быстродействие привода 10.
Узел 11 коррекции коэффициента передачи получает информащ-по от датчика 8 тока, выделяет и преобразует амплитуду переменной частоты 0,8- 1,2 Гц в постоянное напряжение, -а также изменяет коэффициент передачи П-регулятора в.соответствии с величи
тирует сопротивление R обратной свя- 25 «ой амплитуды колебаний тока, с уве35
40
зи операционного усилителя У пропорционального П-регулятора 3.
Полосовой фильтр 12 выполнен на сопротивлениях R., 20 к; R 100 Ом; R 40 к; конденсаторах С,, C 100|«F, 30 операционном усилителе К140 УД6„ Регулируемое сопротивление R4 связи 10 к. Амплитудный детектор 13 выпол- нен на диоде КД101., конденсаторе Cj 25 pF, сопротивлении R 10 к. В качестве регулируемого транзистора 14 использован кремниевьй транзистор КТ361, сопротивление R база - эмиттер 10 1C, сопротивление R j обратной связи П-регулятора 3 100 к, операционный усилитель У ч К140 УДб.
Устройство (фиг. 1) работает следующим образом.
После включения источника питания программатор 1 мощности выдает задание скорости перемещения электрода, соответствующее началу процесса, и через П-регулятор 3 и усилитель 9 привод 10 перемещает электрод до короткого замыкания с затравкой. Сигнал на выходе преобразователя 6 отсутствует. При появлении тока в цепи электрода сигналы с датчиков 7 и 8 перемножаются в преобразователе 6 мощности, на выходе которого появ- ляетсА постоянное напряжение, соответствующее реальной мощности процесса, которое сравнивается с напряжением задания программатора 1. В за-.
45
50
55
личением амплитуды коэффициент передачи уменьшается и наоборот.
После наведения шлаковой ванны и выхода на режим посредством программатора 1 мощности колебание тока прекращается, сигнал коррекции на выходе узла 11 коррекции отсутствует и П-регулятор обеспечивает поддерживание мощности с заданным неизменным коэффшщентом передачи в стационарном режиме. При выведении усадочной раковины и снижении заданной мощноети программатором 1 снова появляются колебания тока, которые через узел коррекции изменяют коэффициент передачи П-регулятора, тем самым стабили зируя режим выведения усадочной раковины.
Схема (фиг. 2) узла 11 коррекции коэффициента передачи работает следу ющим образом.
ПрИ колебаниях тока напряжение от датчика 8 тока поступает на вход полосового фильтра 12, который выделяет амплитуду переменной составляющей колебаний частотой 0,8-1,2.Гц; переменное напряжение с выхода фильтра 12 через регулируемое сопротивление R связи поступает на .вход амплитуд ного детектора 13, с выхода которого постоянное напряжение поступает на базу регулирующего транзистора 14, который шунтирует сопротивление R 5 обратной связи операционного усилите
висимости от сигнала рассогласования ПИД-регулятор 2 через усилитель 9 и привод 10 либб увеличивает скорость подачи электрода, либо уменьшает, стремясь свести разность РЗЛД - Рр . При этом П-регулятор 3 обеспечивает передачу рассогласования на привод 10 и поддерживает заданную мощность со статической ошибкой, определяемой коэффициентом передачи П-регулятора; интегральный И-регулятор устраняет статическую ошибку П-регулятора; дифференциальный Д-регулятор формирует
производную от рассогласования
обеспечивает устойчивость и быстродействие привода 10.
Узел 11 коррекции коэффициента передачи получает информащ-по от датчика 8 тока, выделяет и преобразует амплитуду переменной частоты 0,8- 1,2 Гц в постоянное напряжение, -а также изменяет коэффициент передачи П-регулятора в.соответствии с величи5 «ой амплитуды колебаний тока, с уве5
0
0
5
0
55
личением амплитуды коэффициент передачи уменьшается и наоборот.
После наведения шлаковой ванны и выхода на режим посредством программатора 1 мощности колебание тока прекращается, сигнал коррекции на выходе узла 11 коррекции отсутствует и П-регулятор обеспечивает поддерживание мощности с заданным неизменным коэффшщентом передачи в стационарном режиме. При выведении усадочной раковины и снижении заданной мощное , ти программатором 1 снова появляются колебания тока, которые через узел коррекции изменяют коэффициент передачи П-регулятора, тем самым стабилизируя режим выведения усадочной раковины.
Схема (фиг. 2) узла 11 коррекции коэффициента передачи работает следующим образом.
ПрИ колебаниях тока напряжение от датчика 8 тока поступает на вход по, лосового фильтра 12, который выделяет амплитуду переменной составляющей колебаний частотой 0,8-1,2.Гц; переменное напряжение с выхода фильтра 12 через регулируемое сопротивление R связи поступает на .вход амплитудного детектора 13, с выхода которого, постоянное напряжение поступает на базу регулирующего транзистора 14, который шунтирует сопротивление R 5 обратной связи операционного усилителя YjП-регулятора 3, тем самым изменяя коэффициент передачи системы регулирования.
Устройство позволяет стабилизировать процесс автоматинеского наведения шлаковой ванны и выведения усадочной раковины, устраняет неоправданные реверсивные перемещения электрода, повышает качество процесса ре- гулирования мощности.
Устройство позволяет организовать зависимость коэффициента передачи регулятора мор ности от амплитуды пульсаций тока процесса в начале и конце плавки. Вьщеляется амплитуда пульсаций тока частотой 0,8-1,2 Гц и посредством шунтирования сопротивления обратной связи операционного усипителя обратно пропорционально амплитуде пульсаций корректируется коэффициент передачи П-регулятора.
Тем самым устраняются динамические нагрузки на механизмы привода перемещения тяжеловесного (до 2т) электрода и повышается качество процесса регулирования мощности.
Формула изобретени
1. Устройство для регулирования мощности процессов электропшаковой технологии, содержащее программный задатчик мощности, ПИД-регулятор мощности, состоящий из параллельно соединенных пропорционального П-,
5 0
5
0
5
интегрального И-, дифференциального Д-регуляторов, усилитель мощности, привод перемещения расходуемого электрода, преобразователь (датчик) мощности, первьй и второй входы которого соединены соответственно с датчиками напряжения и тока процесса, причем выходы преобразователя мощности и программного задатчика мощности через первый сумматор соединены с входом ПИД-регулятора, выход которого через второй сумматор и усилитель мордности подключен к входу привода перемещения электрода, о т- личающееся тем, что, с целью улучшения качества регулирования мощнос ги в период наведения шлаковой ванны и вьюедения усадочной раковины путем автоматического изменения коэффициента передачи П-регулятора, устройство снабжено узлом коррекции коэффициента передачи, вход которого соединен с датчиком тока, а выход подключен к дополнительному входу П-регулятора.
2. Устройство по п. 1, отличающееся тем, что узел коррекции коэффициента передачи выпол- .нен в виде полосового фильтра на частоту естественных пульсаций тока процесса, соединенного через амплитудный детектор с базой транзистора, шунтирующего сопротивление обратной связи операционного усилителя П-регулятора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь электрошлакового переплава | 1979 |
|
SU863660A2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ ВЫПЛАВКИ ПОЛОГО СЛИТКА | 2009 |
|
RU2424325C2 |
| СПОСОБ УПРАВЛЕНИЯ ВЫХОДНЫМ ДАВЛЕНИЕМ РАБОЧЕЙ ЖИДКОСТИ НАСОСНОЙ СТАНЦИИ И СТАБИЛИЗАЦИИ ЭТОГО ДАВЛЕНИЯ И НАСОСНАЯ СТАНЦИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2003 |
|
RU2251025C1 |
| Способ автоматического регулирования частоты вращения ротора синхронного генератора и регулятор для его реализации | 2023 |
|
RU2823536C1 |
| Устройство для регулирования процесса электрошлаковой сварки | 1980 |
|
SU927457A1 |
| Регулятор температуры | 1982 |
|
SU1019407A1 |
| Устройство для компенсации реактивной мощности | 1986 |
|
SU1347118A1 |
| Устройство для измерения веса | 1991 |
|
SU1800282A1 |
| Способ управления асинхронизированным электромеханическим преобразователем частоты | 1984 |
|
SU1354334A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПЬЕЗОЭЛЕКТРИЧЕСКИМ ДВИГАТЕЛЕМ | 1991 |
|
RU2025882C1 |
Изобретение относится к сварочному производству, в частности предназначено для использования в электрошлаковой технологии. Цель изобретения - повышение качества процесса регулирования мощности в период наведения шлаковой ванны и выведения усадочной раковинь путем автоматического изменения коэффициента передачи регулятора мощности в указанные периоды. Устройство содержит узел коррекции коэффициента передачи, вход которого соединен с датчиком тока, а выход подключен к регулятору мощности о Указанный, узел коррекции выполнен в виде полосового фильтра на частоту естественных пульсаций тока процесса. Фильтр соединен через амплитудный детектор с базой транзистора, шунтирующего сопротивление обратной связи операционного усгши- теля регулятора мощности. Устройство позволяет стабилизировать процесс- автоматического наведения шлаковой ванны и выведения усадочной раковины.. 1 з.п.ф-лы, 2 ил. S
0ueJ
Сз
ieti
Фие,1
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Регулятор | |||
| Схема электрическая принципиальная | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
| Программатор | |||
| Схема электрическая принципиальная ОКТБ ИЭС им | |||
| Е.О | |||
| Патона, январь, 1987 г, | |||
