г
(Л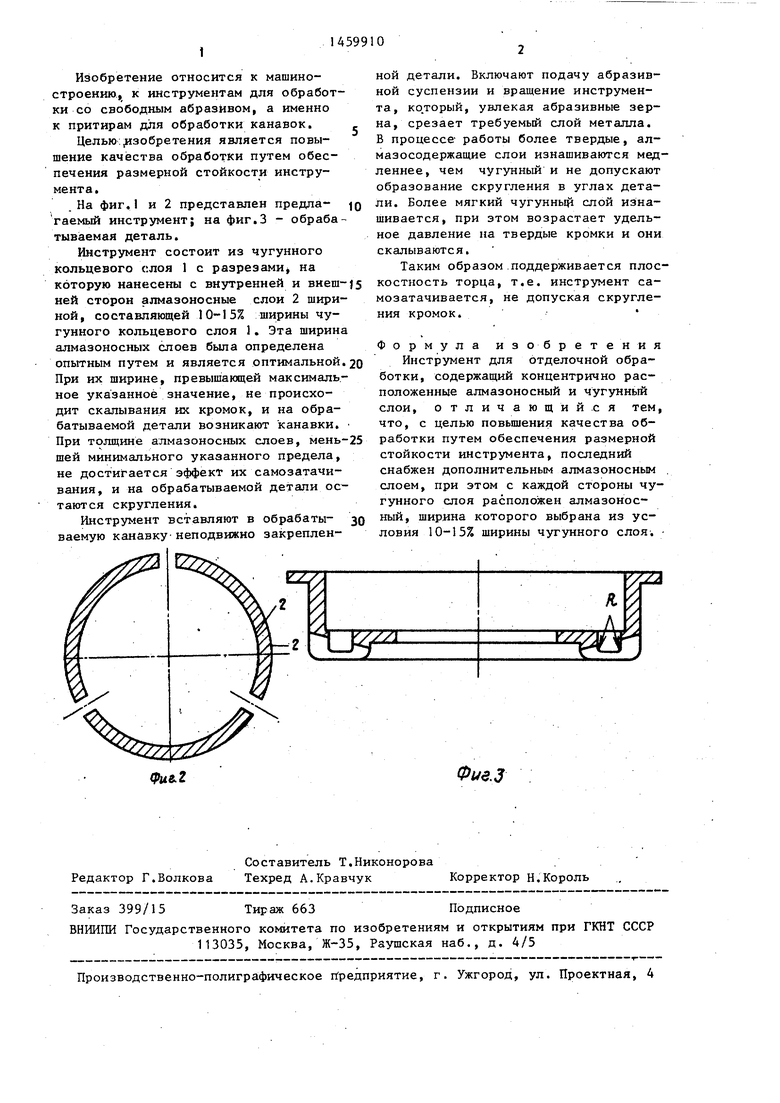
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| СПОСОБ ПРАВКИ АБРАЗИВНОГО ИНСТРУМЕНТА | 1989 |
|
SU1839393A1 |
| АЛМАЗНЫЙ ОТРЕЗНОЙ КРУГ | 2012 |
|
RU2519449C1 |
| Головка для доводки деталей | 1975 |
|
SU621555A1 |
| Ультразвуковой инструмент для обра-бОТКи НАРужНыХ цилиНдРичЕСКиХ пОВЕРХ-НОСТЕй | 1979 |
|
SU837797A1 |
| СПОСОБ СНЯТИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК НА ЗУБЧАТЫХ ДЕТАЛЯХ | 1994 |
|
RU2077413C1 |
| СПОСОБ ПОДГОТОВКИ РАБОЧЕЙ ПОВЕРХНОСТИ АЛМАЗНОГО КРУГА ФОРМЫ 6А2 | 2005 |
|
RU2313437C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОДОЛЬНЫХ КРОМОК ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2421305C1 |
| ПРИТИР | 1997 |
|
RU2119422C1 |
| Способ обработки оптических деталей | 1982 |
|
SU1039697A1 |
Изобретение относится к машиностроению, к инструментам для обработки со свободным абразивом, а именно к притирам для обработки канавок, и позволяет повысить качество обработки путем увеличения размерной стойкости инструмента. Инструмент состоит из чугунного кольцевого слоя 1 с разрезами, на который нанесены с внутренней и внешней сторон алмазоносные слои 2 шириной, составляющей 10-15 толщины чугунного слоя. При работе более мягкая сердцевина изнашивается, при этом возрастает давление на твердые кромки и они скапываются. Таким образом поддерживается плоскость торца, т.е. инструмент самозатачивается, не допуская скругле- ния кромок. 3 ил.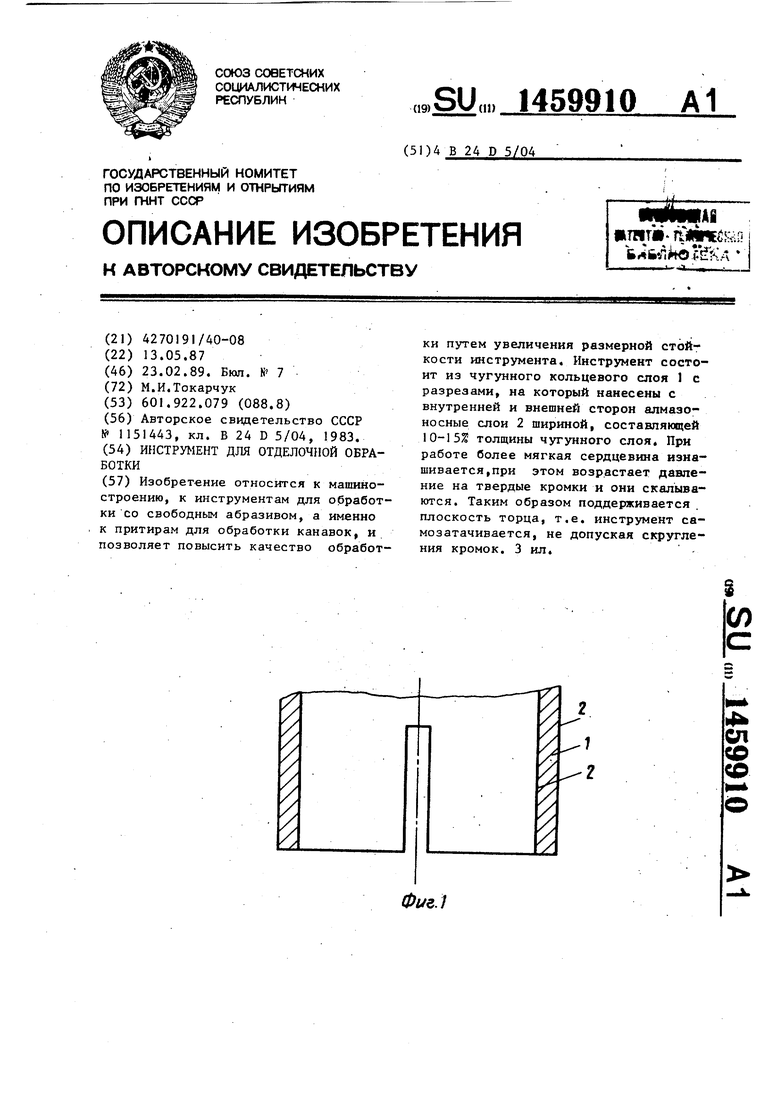
СП
QD QD
Фиг1
Изобретение относится к машиностроению, к инструментам для обработки со свободным абразивом, а именно к притирам для обработки канавок.
Целью: 13обретения является повышение качества обработки путем обеспечения размерной стойкости инструмента,
.На фиг.1 и 2 представлен предла- гаемый инструмент; на фиг.З - обрабатываемая деталь.
Инструмент состоит из чугунного кольцевого слоя 1 с pa3pe3aMHj на которую нанесены с внутренней и внешней сторон алмазоносные слои 2 шириной, составляющей 10-15% ширины чугунного кольцевого слоя 1. Эта ширина алмазоносных слоев была определена опытным путем и является оптимальной. При их ширине, превышающей максимальное указанное значение, не происходит скалывания их кромок, и на обрабатываемой детали возникают канавки. При толщине алмазоносных слоев, меньщей минимального указанного предела, не достигается эффект их самозатачивания, и на обрабатываемой детали остаются скругления.
Инструмент вставляют в обрабаты- ваемую канавку неподвижно закрепленtpue.2
ной детали. Включают подачу абразивной суспензии и вращение инструмента, ко.торый, увлекая абразивные зерна, срезает требуемый слой металла. В процессе работы более твердые, алмазосодержащие слои изнашиваются медленнее, чем чугунный и не допускают образование скругления в углах детали. Более мягкий чугунный слой изнашивается, при этом возрастает удельное давление на твердые кромки и они скалываются.
Таким образом.поддерживается плоскостность торца, т.е. инструмент самозатачивается, не допуская скругления кромок.
Формула изобретения Инструмент для отделочной обработки, содержащий концентрично расположенные алмазоносный и чугунный слои, отличающий.с я тем, что, с целью повышения качества обработки путем обеспечения размерной стойкости инструмента, последний снабжен дополнительным алмазоносным слоем, при этом с каждой стороны чугунного слоя расположен алмазоносный, ширина которого выбрана из условия 10-15% ширины чугунного слоя.
Фие.д
| Алмазный инструмент | 1983 |
|
SU1151443A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
