В настоящее время операции получения заготовок и наложения их на сердечник при штамповании галош производятся вручную.
Предлагаемое устройство дает возможность механизировать трудоемкую операцию наложения заготовок на сердечник и состоит из питателя, представляюш,его собой перекидные секции, поворот которых осуш,ествляется под действием тяги, формователя, состоящего из расположенных концентрично вращающегося барабана и неподвижного кольца, пресс-укладчика для наложения профильной заготовки, состоящего из пуансона и направляющих створок.
Отличительная особенность предлагаемого устройства состоит в том, что после питателя смонтирован формователь, состоящий из концентрично расположенных вращающегося барабана и неподвижного кольца, а также в том, что питатель выполнен в виде перекидных секций, поворот которых осуществляется под действием тяги и ползуна, управляемых электромагнитом.
Конструкция и действие устройства поясняется чертежом.
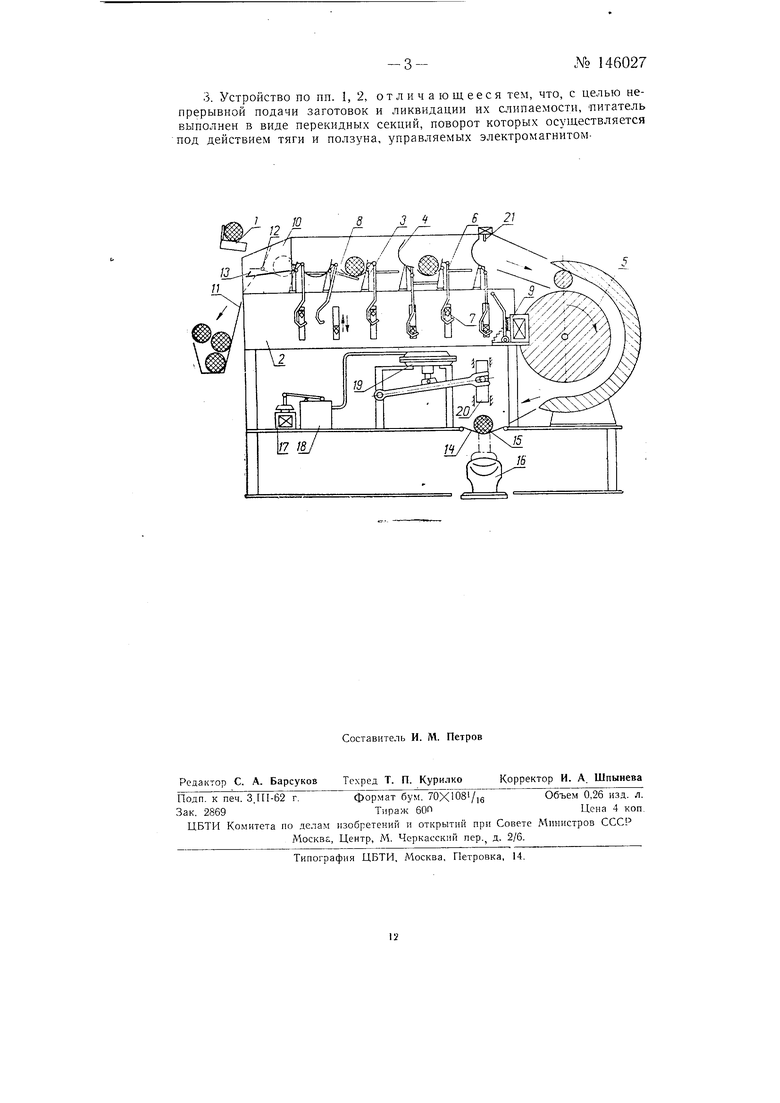
Из дозатора / цилиндрическая заготовка попадает в питатель 2, состоящий из ряда перекидных секций 3, в лотках 4 которых помещаются заготовки. Поворачиваясь, лоток перекидывает заготовку в следующий лоток вплоть до формователя 5- Поворот лотка происходит под действием тяги 6, на которую воздействует ползун 7, имеющий постоянное возвратно-поступательное движение. Соседние ползуны находятся в противоположных фазах, поэтому если одил поток повернут и скидывает заготовку, соседний готов к приему. Тяга может отклоняться и сцепление ползуна с ней происходит не всегда а только в тех случаях, когда зев тяги попадает на линию действия ползуна. Это отклонение тяги происходит под влиянием гребенки 8, входящей в пазы следующего лотка, так что при наличии на ней заготовки гребенка отклоняет тягу. Такиом образом, лоток перебрасывает за№ 146027-2-готовку только в свободный следующий лоток. Тягой последней секцией управляет электромагнит 9, получающий импульс на брос заготовки в формователь от блока управления. Первая перекидная секция и Л1еханизм загрузки 10 устроены так, что при .наличии на первом лотке заготовки, вход в питатель автоматически закрывается и последующие заготовки из дозатора сбрасываются в сборник излишков 11. На пути заготовки, падающей из дозатора на лоток первой секции, стоит турникет 12, представляющий собой две гребенки, закрепленные на горизонтальной оси. Таким образом, заготовка, нажимая на одну из гребенок, закрывает другой гребенкой за собой вход в питатель так, что последующие заготовки с дозатора сбрасываются в сборник излишков до тех пор, пока не освободится лоток первой секции- При повороте лотка первой секции рычаг с собачкой 13 возвращает турникет в исходное положение. Заготовка направляется в зазор между вращающимся барабаном и неподвижным кольцом формователя 5. Двигаясь вдоль зазора и вращаясь, заготовка в средней части уменьшается в диаметре, калибруется и по выходе из формователя имеет вид гантели и поступает на створки 14 так, что при нормальной работе устройства к началу цикла на створках 14 всегда имеется профилированная заготовка 15Блок управления представляет собой кОНтактно-релейную схему с двумя электромагнитами.
Очередной сердечник 16, подойдя под створки 14, нажимает на конечный выключатель и дает команду, по которой выключается электромагнит 17, клапан 18 подает воздух в диафрагму 19 и пуансон 20 идет вниз. В конце хода вниз он нажимает на электромагнит 17, после чего пуансон возвращается в исходное положение- В конце своего хода вверх пуансон, нажимая на конечный выключатель, дает команду, по которой включается электромагнит 9, после чего тяга последней перекидной секции может сцепиться с ползуном и лоток вбросит очередную заготовку в формователь. При повороте лоток с заготовкой нажимает на рычажок 21 концевого выключателя, тем самым дается команда на включение электромагнита 9. При отсутствии заготовки на последнем лотке команды не будет долго; в этом случае перекидная секция будет работать до тех пор, пока не вбросит заготовку в формователь- Пуансон 20, проходя через створки 14, при отсутствии заготовки не действует на них, так как его ширина меньще зазора между створками: повернуть их он может только через заготовку. Поворот створок 14 является командой, разрешающей движение конвейера при очередном цикле.
Отсутствие этой команды исключает возможность движения конвейера во избежание входа в штамп-пресс пустого сердечника.
Предлагаемое устройство обеспечивает постоянство необходимой температуры и формы резиновой заготовки при штамповании, что позволяет уменьшать брак при штамповании галош.
Предмет изобретения
1.Устройство для наложения заготовок на сердечник при штамповании галош, состоящее из питателя, пресс-укладчика, отличающееся тем, что, с целью синхронизации и автоматизации процесса, применен блок управления, выполненный в виде контактно-релейной схемы, связывающей исполнительные механизмы и выключаемый сердечником, проходящим под прессом-укладчиком.
2.Устройство по п. 1, о т л и ч а ю ш е ее я тем, что, с целью ликвидации брака по пузырям, после питателя смонтирован формователь, состоящий из концентрично расположенных вращающегося барабана и неподвижного кольца3. Устройство по пп. 1, 2, отличающееся тем, что, с целью непрерывной подачи заготовок и ликвидации их слипаемости, питатель выполнен в виде перекидных секций, поворот которых осуществляется под действием тяги и ползуна, управляемых электромагнитом
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования резиновых заготовок | 1960 |
|
SU138013A1 |
| Устройство для наложения заготовок на сердечник при штамповании эластичных обувных изделий | 1977 |
|
SU692735A1 |
| Полуавтоматическая установка для изготовления галош методом штамповки | 1952 |
|
SU118973A1 |
| Механизм для подачи заготовок в высадочные прессы | 1949 |
|
SU86489A1 |
| Автомат для нарезания винтовой канавки | 1988 |
|
SU1704970A1 |
| Устройство для выталкивания заготовок из штампового блока пресса | 1980 |
|
SU899380A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Поточная линия для изготовления изделий | 1984 |
|
SU1318387A1 |
| Установка для автоматической штамповки | 1985 |
|
SU1238980A1 |
J 6 21
