1
Изобретение относится к обработке металлов давлением, в частности к инструменту для высокотемпературной прошивки слитков, преимущественно из тугоплавких металлов.
Цель изобретения - повышение качества изделий за счет увеличения точности центрирования иглы.
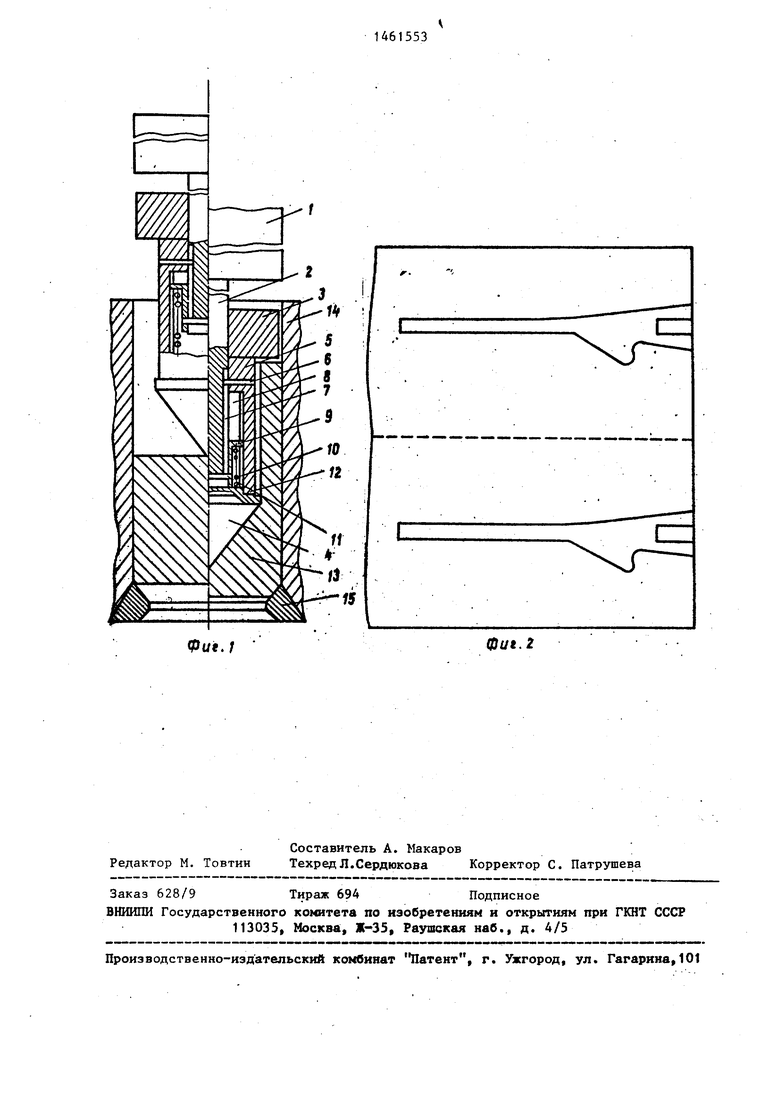
На фиг. 1 представлено устройство в сборе до начала процесса (слева) и в процессе прошивки (справа); на фиг. 2 - развертка поверхности переднего конца иглы.
Устройство для сквозной Прошивки заготовок состоит из пресс-штампеля 1, соосно установленной на нем иглы
2, центриругацей втулки 3, одновременно являющейся пресс-шайбой, и про- шивника 4. Противник 4 снабжен полой насадкой 5, охватывающей иглу 2 и закрепленной на ней соединением байонетного типа, образованным шпильками 6, установленными в отверстиях насадки 5 и фигурными пазами 7, выполненными на боковой поверхности переднего конца иглы 2. На переднем конце насадки 5 выполнена Полость, внутри которой размещен с возможностью ограниченного осевого перемещения стакан 9 с выступами, .пружиной 10 и штифтом 11. При этом выступы размещены в продольных пазах,
1
О)
ел
OQ
3 . .
выполненных на боковой поверхности расточки 8. Насадка 5 крепится к противнику 4 винтом 12.
Для гарантированного отделения противника 4 от иглы 2 фигурные пазы
7вьшолняют расширяющимися к переднему торцу иглы, а площадь контакта торцов иглы и противника уменьшают размещением между ними штифта 11.
Перед сборкой устройства в насадк 5 в соответствующие отверстия устанавливают шпильки 6. : .
Собранный предварительно стакан 9 со штифтом 11 устанавливают в полости
8насадки 5 таким образом, чтобы выступы на крышке стакана попали в пазы полости 8 насадки 5, в зазор между полостью 8 насадки 5 и наружной поверхностью стакана 9 устанав- ливают пружину 10. С помощью, например, резьбового соединения винтом 12 насадку 5 соединяют с противником 4. Затем производят последовательную сборку устройства: на углу 2 насажи- вают центрирующую втулку 3, затем - противник 4 с насадкой 5,. при этом поворотом насадки 5 вокруг ее оси замыкают соединение, тем самым обес печивая удержание противника 4 на игле до момента начала процесса про- шивки.
Устройство работает следующим образом.
Заготовку 13 помещают в контейнер
1
14 пресс-штемпель 1 перемещают в рабочее положении. При упоре в-задний торец заготовки 13 противник 4 пройорачивается вокруг своей оси, при этом шпильки 6 перемещаются, следуя профилю фигурных пазов 7, соединение насадки 5 с иглой 2 размыкается и противник 4 совместно с насадкой 5 . перемещается в направлении, обратном направлению прошивки до упора противника 4 в торец переднего конца иглы 2. При этом пружина 10 сжимается, а шпильки 6 занимают положение
10
.
ig
20 25 30
4615534
в прямоугольных участках фигурных пазов 7. Далее противник 4 внедряется в заготовку 13 и осуществляется ее прошивка.
При завершении процесса сквозной прошивки и .выхода противника 4 за нижний торец матрицы 15, пружина 10 разжимается и автоматически сбрасывает противник- 4 с насадкой 5с иглы 2. Далее без остановки процесса осуществляют выдавливание изделия в зазор, образованный калибрующим участком матрицы 15 и иглой 2.
Снабжение прощивника насадкой повышает устойчивость иглы в процессе прошивки и тем самым увеличивает точность ее центрирования.
Принудительное отделение противника с насадкой от иглы за счет под- пружинивания в осевом направлении позволяет осуществлять операцию выдавливания изделия непосредственно за операцией прошивки заготовки при непрерывном ходе пресс-ттемпеля.
Устройство удобно в серийном производстве и технологично в сборке и эксплуатации. Применение устройства позволяет повысить качество полых- профилей за счет значительного снижения их разностенности.
Форму-лаиз
обретения
Устройство для сквозной прошивки заготовок на прессах, преимуществен- но вертикальных, содержащее пресс- штемпель с соосно установленной на нем силой, центрирующую втулку и
противник, отличающееся тем, что, с целью повьш ения качества изделий за счет увеличения точности центрирования силы, противник снабжен жестко связанной с
ним полой насадкой, охватывающей
иглу и закрепленной на переднем конце иглы соединением байонетного типа подпружинен в осевом направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прошивки слитков и прессования труб из тугоплавких металлов | 1984 |
|
SU1250335A1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| Способ прессования труб из тугоплавких металлов и инструмент для его осуществления | 1986 |
|
SU1368058A1 |
| Инструмент для прессования труб | 1985 |
|
SU1274789A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛОЙ ТРУБНОЙ ЗАГОТОВКИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2108882C1 |
| Инструмент для обратного прессования | 1980 |
|
SU897361A1 |
| ПРЕСС ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ОБРАТНЫМ ВЫДАВЛИВАНИЕМ | 1987 |
|
RU2074780C1 |
| СПОСОБ ПРЕССОВАНИЯ КОРОТКОМЕРНЫХ ТРУБ | 2001 |
|
RU2208490C2 |
| Устройство для безокислительного прессования полых заготовок | 1991 |
|
SU1834732A3 |
Фив. 1
Фт.г
| Устройство для прошивки слитков и прессования труб из тугоплавких металлов | 1984 |
|
SU1250335A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
