2. Устройство по п. 1, отличающееся тем, что, с целью улучшения условий труда, выводная проводка снабжена подпружиненной поворотной заслонкой, размещенной в полости патрубка под углом к его оси, ка1
Изобретение относится к обработке металлов давлением и может быть использовано для противки слитков и прессования труб из тугоплавких металлов, преимущественно на вертикальных прессах.
Цель изобретения - повытение качества изделий за счет увеличения точности, а также улучшения условий труда.
На фиг. 1 представлено устройство перед началом прошивки; на фиг. 2 - то же, после противки при прессовании трубы; на фиг. 3 - то же, в момент начала прошивки; на фиг. 4 - узел выводной проводки с заслонкой; на фиг. 5 - узел соединения прошивника с иглой.
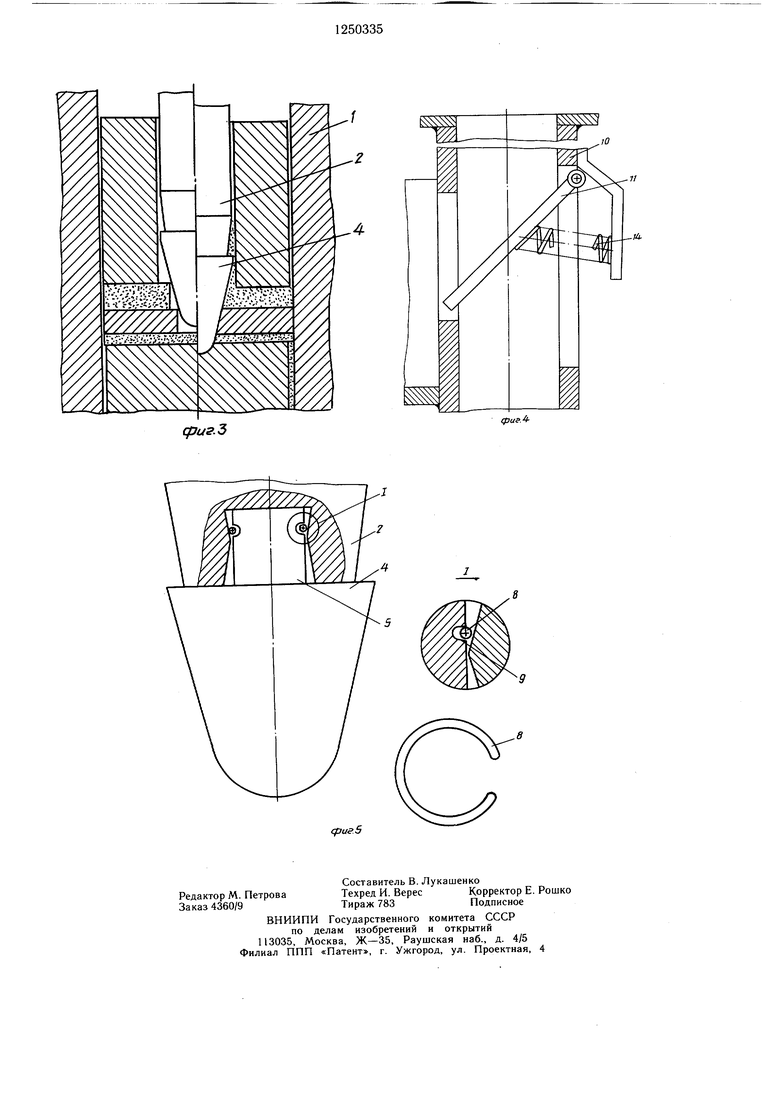
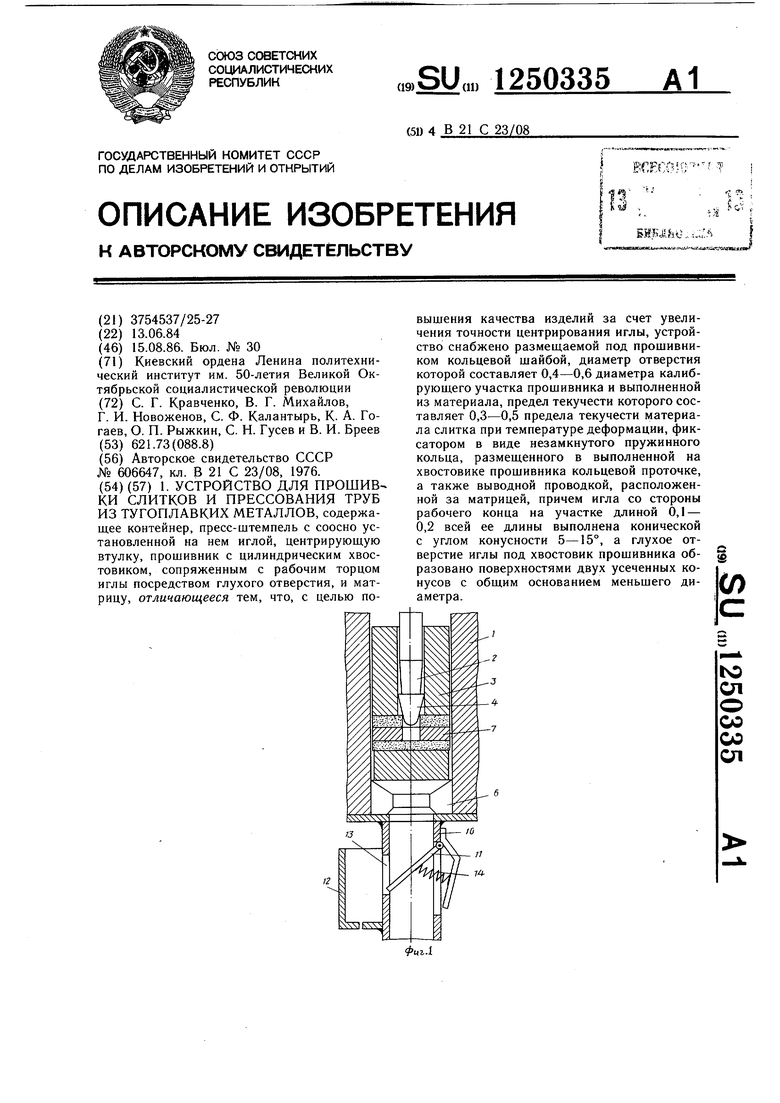
Устройство для прошивки слитков и прессования труб из тугоплавких металлов состоит из контейнера 1, пресс-штемпеля (не показан) с соосно установленной на нем иглой 2, центрирующей втулки 3, противника 4 с цилиндрическим хвостовиком 5, входящим в глухое отверстие на рабочем торце иглы 2, матрицы 6, размещенной под противником 4, кольцевой шайбы 7, выполненной из материала, предел текучести которого составляет 0,3-0,5 предела текучести материала слитка при температуре деформации, и имеющей отверстие с диаметром 0,4-0,6 диаметра калибрующего участка конического прощивника 4. Последний фиксируется в глухом отверстии иглы с помощью фиксатора 8, выполненного в виде незамкнутого пружинного кольца, размещенного в выполненной в хвостовике 5 прощивника 4 кольцевой проточке 9. За матрицей 6 расположена выводная проводка 10. Выводная проводка снабжена подпружиненной поворотной заслонкой 11, размещенной в полости патрубка выводной проводки 10 по углам к его оси, и камерой 12 для сбора противников 4. Камера 12 установлена с внешней стороны патрубка выводной проводки 10 оппозитно поворотной заслонке 11. В стенке патрубка выводной проводки 10 перед упомянутой камерой выполнено окно 13 для прохода противников 4. Удержание поворотной заслонки 11 под углом, обеспечивающим попадание прощивников 4 в камеру 12 обеспечивается пружиной 14. Игла 2 на участке длиной, составляющей 0,1 - 0,2 полной длины иглы, выполнена конической с углом конусности 5-15°.
мерой для сбора противников, установленной на проводке с внешней ее стороны оп- позитно поворотной заслонке, а в стенке проводки перед указанной камерой выполнено окно для прохода противников.
Устройство работает следующим образом.
Нагретый сплошной слиток тугоплавкого
металла помещается в контейнер 1 пресса.
Поверх слитка укладывается смазочная шайба, выполненная, например, из графита, а поверх iiee кольцевая металлическая шайба 7 и еще одна смазочная шайба. В начальной стадии процесса прошивки к заднему торцу слитка подводится соосно размещенная в контейнере 1 игла 2 с центрирующей втулкой 3 и прошивником 4, причем противник рекомендуется выполнять с конической поверхностью. Таким образом, центрирование иглы в контейнере осуществляется как посредством втулки 3, охватывающей иглу, так и за счет кольцевой металлической щайбы 7. По мере дальнейшего хода иглы прошивник 4 внедряется своей конической поверхностью в шайбу 7, деформирует ее в радиальном направлении, перекрывая зазор между наружной поверхностью шайбы 7 и контейнером 1. При дальнейшем внедрении противника 4 в слиток материал смазочной шайбы переходит из твердого состояния в квазижидкое, что, однако, не приводит к его истечению в направленИи, противоположном рабочему ходу иглы за счет отсутствия зазора между щайбой 7 и контейнером 1. В результате последующее прессование трубы после прощивки производится преимущественно под воздействием материала смазочной шайбы, контакт между втулкой 3 (пресс-шайбой) и трубной заготовкой отсутствует, стойкость инструмента повышается, а материал шайбы 7 под действием втулки 3 поступает на границу слиток-контейнер, повышая тем самым качество готовых труб.
После прошивки слитка действием прессштампеля производится прессование трубы при одновременном ее редуцировании как по стенке, так и по диаметру. При этом передний конец трубы воздействует на прошивник, отделяя его от иглы, а oфopмv eниe
Uо-.
внутренней полости прессованной трубы происходит в дальнейшем на игле. Противник, отделивтись от иглы, попадает в полость выводной проводки, перекрытую подпружи- не}1ной заслонкой II, а по ней - в каме- РУ 12 для сбора противников 4. Выпрес- сованная труба после выхода из очка матрицы попадает в полость выводной проводки, усилием выдавливания отклоняет заслонку 11 и беспрепятственно сбрасывается в сборник готовых труб либо в приямок пресса. После этого заслонка 11 под действием пружин 14 занимает исходное положение, соответствующее перекрытию полости патруб- ка выводной проводки 10 (фиг. 4).
После окончания рабочего цикла получения труб прошивкой и прессованием про- шивник 4 извлекается из камеры 12, устанавливается в глухом отверстии иглы 2 ю хвостовиком 5, снабженным фиксирующим незамкнутым пружинным кольцом 8, причем углубление на рабочем конце иглы 2 под хвостовик 5 выполнено по биконической образующей. При этом на участке сужающегобы (при прессовании труб) противник должен отделяться от иглы. Таким образом, задача сводится фактически к удерживанию прошивника на игле до момента внедрения последнего в слиток, что обеспечивает предлагаемое крепление противника в игле за счет наличия незамкнутого пружинного кольца, размещенного в выполненной на хвостовике противника кольцевой проточке. Выполнение под хвостовик углубления на рабочем конце иглы в виде биконического профиля обеспечивает как фиксирование противника на игле, так и простое отделение его от иглы после сквозной прошивки слитка при прессовании труб. Выводная проводка служит как для правея конуса незамкнутое пружинное кольцо 8 5 ки прессованных труб, так и для сбора
сжимается в кольцевой проточке 9 хвостовика 5, а на участке расширяющегося конуса углубления иглы оно спружинивает и удерживает собой вес противника 4. В момент отделения прошивника 4 от иглы 2 „п после сквозной прошивки слитка происходят обратные действия: сначала незамкнутое кольцо 8 сжимается, давая возможность хвостовику 5 свободно пройти наиболее узкий участок профиля углубления иглы 2, а затем расширяется, оставаясь на хвостовике 5 25 прошивника 4.
прошивников, что особенно важно для противников, выполненных из твердых сплавов, подвергающихся разрушению под действием ударных нагрузок. В предлагаемом устройстве прошивник, отделяясь, меняет направление свободного падения, что снижает силу удара о дно сборника противников, кроме того, поиск и сбор прошивников не представляет сложности. Для устойчивой работы выводной проводки пружину выбирают таким образом, чтобы заслонка не отклонялась от выставленного исходного положения после удара о нее отделившегося противника. В этом случае противник попадает в сборник. В то же время пружину выбирают исходя из того, что заслонка по 30 мере воздействия на нее трубы, отклоняясь, должна беспрепятственно пропускать по патрубку выпрессованную трубу, занимая после ее прохождения исходное положение, перекрывая полость патрубка.
Металлическая кольцевая шайба служит для центрирования прошивника относительно оси прессования, при этом ее рекомендуется выполнять из более пластичного, чем деформируемый металл материала. Это условие диктуется необходимостью стабильной работы при внедрении прошивника сначала в металлическую тайбу, а затем в металл слитка. В качестве материала указанпрошивников, что особенно важно для противников, выполненных из твердых сплавов, подвергающихся разрушению под действием ударных нагрузок. В предлагаемом устройстве прошивник, отделяясь, меняет направление свободного падения, что снижает силу удара о дно сборника противников, кроме того, поиск и сбор прошивников не представляет сложности. Для устойчивой работы выводной проводки пружину выбирают таким образом, чтобы заслонка не отклонялась от выставленного исходного положения после удара о нее отделившегося противника. В этом случае противник попадает в сборник. В то же время пружину выбирают исходя из того, что заслонка по 30 мере воздействия на нее трубы, отклоняясь, должна беспрепятственно пропускать по патрубку выпрессованную трубу, занимая после ее прохождения исходное положение, перекрывая полость патрубка.
В конечной стадии процесса прессования
ной тайбы рекомендуется, например, медь, 35 труб съем трубы с иглы при возвращении
не вступающая в диффузионное взаимодействие с тугоплавками металлами.
Данное крепление прощивника к игле обусловлено следующим.
При прошивке слитков и последующем прессовании труб на вертикальных прессах прошивник должен выдерживать нагрузку, направленную в сторону, противоположную течению металла (при прошивке слитка), в то время как при совпадении направлений приложения нагрузки и течения металла тру40
45
ее в исходное положение облегчается за счет наличия конического участка рабочего конца иглы. Рекомендуемый интервал углов конусности рабочего конца иглы выбирается исходя из условий прочности иглы и облегчения съема трубы с иглы.
Изобретение позволяет повысить качество труб за счет увеличения точности центрирования иглы, а также улучшить условия труда за счет облегчения сбора прошивников после окончания процесса.
бы (при прессовании труб) противник должен отделяться от иглы. Таким образом, задача сводится фактически к удерживанию прошивника на игле до момента внедрения последнего в слиток, что обеспечивает предлагаемое крепление противника в игле за счет наличия незамкнутого пружинного кольца, размещенного в выполненной на хвостовике противника кольцевой проточке. Выполнение под хвостовик углубления на рабочем конце иглы в виде биконического профиля обеспечивает как фиксирование противника на игле, так и простое отделение его от иглы после сквозной прошивки слитка при прессовании труб. Выводная проводка служит как для прав ки прессованных труб, так и для сбора
п 5
прошивников, что особенно важно для противников, выполненных из твердых сплавов, подвергающихся разрушению под действием ударных нагрузок. В предлагаемом устройстве прошивник, отделяясь, меняет направление свободного падения, что снижает силу удара о дно сборника противников, кроме того, поиск и сбор прошивников не представляет сложности. Для устойчивой работы выводной проводки пружину выбирают таким образом, чтобы заслонка не отклонялась от выставленного исходного положения после удара о нее отделившегося противника. В этом случае противник попадает в сборник. В то же время пружину выбирают исходя из того, что заслонка по 0 мере воздействия на нее трубы, отклоняясь, должна беспрепятственно пропускать по патрубку выпрессованную трубу, занимая после ее прохождения исходное положение, перекрывая полость патрубка.
В конечной стадии процесса прессования
труб съем трубы с иглы при возвращении
ее в исходное положение облегчается за счет наличия конического участка рабочего конца иглы. Рекомендуемый интервал углов конусности рабочего конца иглы выбирается исходя из условий прочности иглы и облегчения съема трубы с иглы.
Изобретение позволяет повысить качество труб за счет увеличения точности центрирования иглы, а также улучшить условия труда за счет облегчения сбора прошивников после окончания процесса.
сриг.З
fpuf.4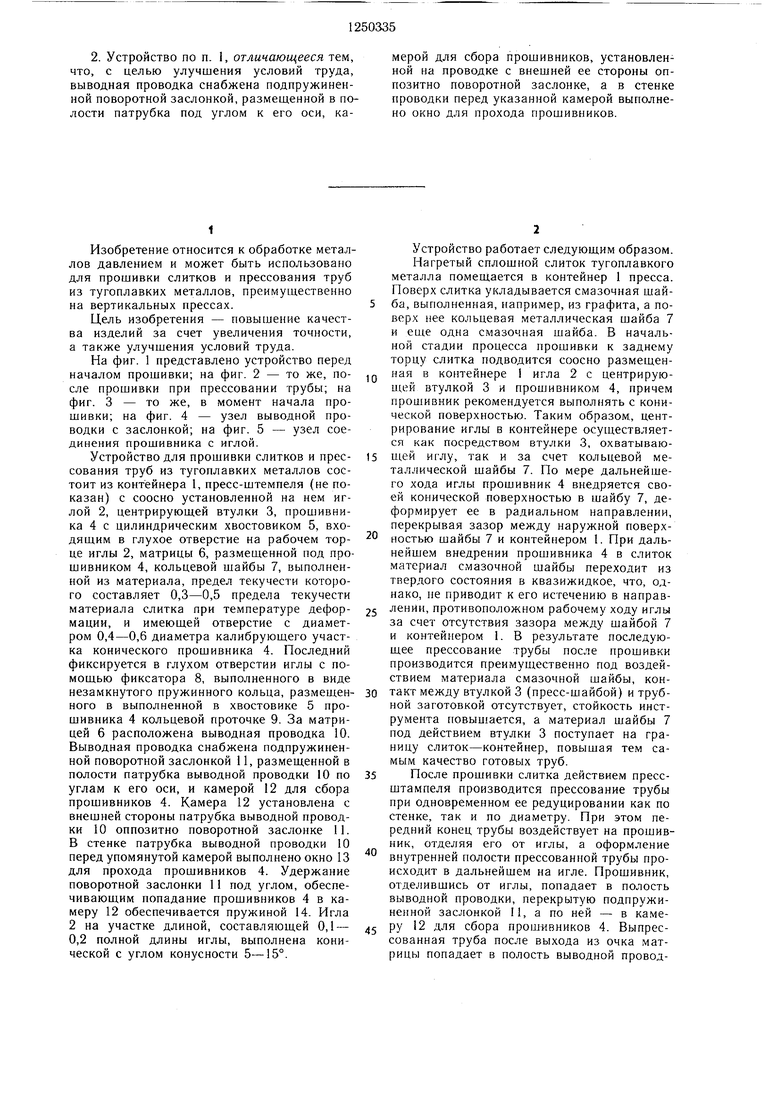

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| Способ получения бесшовных плакированных профилей и инструмент для его осуществления | 1988 |
|
SU1697919A1 |
| Инструмент для изготовления труб преимущественно из тугоплавких материалов | 1986 |
|
SU1323151A1 |
| Способ прессования труб из тугоплавких металлов и инструмент для его осуществления | 1988 |
|
SU1572726A1 |
| Инструмент для прессования труб преимущественно из тугоплавких металлов | 1988 |
|
SU1579597A1 |
| Устройство для прошивки заготовок | 1975 |
|
SU567537A1 |
| Устройство для прошивки заготовок | 1975 |
|
SU606647A1 |
| Устройство для сквозной прошивки заготовок | 1987 |
|
SU1461553A1 |
| Способ прессования труб из тугоплавких металлов и инструмент для его осуществления | 1986 |
|
SU1368058A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
сриг.5
Редактор М. Петрова Заказ 4360/9
Составитель В. Лукашенко
Техред И. ВересКорректор Е. Рошко
Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| Устройство для прошивки заготовок | 1975 |
|
SU606647A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
