1
Изобретение относится к материалам для электродуговой сварки и может быть использовано для сварки низкоуглеродистых и низколегированных
сталей, в частности при выполнении корневого шва способом сверху вниз Цель - увеличение скорости сварки и повышение качества корневого шва
при сварке кольцевых стыков трубопроводов способом сверху вниз.
Повышение скрости сварки способом сверху вниз объясняется тем, что введение в состав шихты лигатуры с ниобием, который при сварке переходит в металл шва, приводит к увеличению поверхностного натяжения жидкого металла сварочной ванны, что обеспечивает лучшее удержание жидко- 1го металла сварочной ванны на весу. Кроме того, повышение поверхностного. натяжения приводит к. образованию в точке сварки обратного валика, обеспечивающего улучшение формирования корня шва.
Добавление ниобия к жидкому железу приводит к значительному увеличению растворимости углерода и, соответственно, карбидообразованию. В таких системах добавление легирурще- го элемента приводит к снижению активности углерода и, следовательно, улучшению структуры сплава,
Кррме того, добавление ниобия к жидкому железу приводит к увеличению растворимости азота и одновременно к нитридообразованию в системе Нитриды укрепляют оксидную пленку на поверхности металла и существенно увеличивают коррозионную стойкость о
Применение отвального шлака шахтных печей никелевого производства заметно изменяет физико-химические свойства сварочного шлака. Повышение межфазного натяжения на границе металл - шлак обеспечивает повышение в 3-4 раза скорости сварки способом
вого трубного стыка диаметром 159м и толщиной стенки. 8 мм.
Оценку качества формирования шв вьшолняли визуально Удовлетворите ным оценивали обратный валик корневого шва, имеющий неравномерную высоту, хорошим - валик шва, имею- -щий равномерное проплавление и выс
10 ту по всей длине шва, неудовлетвор тельным считали обратный валик шва с прсйжогами, не сплавления ми и нера номерностью высоты валика по длине Скорость сварки определяли хрон
15 метрированием с использованием рег лируемого вращения За максимальну скорость сварки принимали величину линейной скорости вращения трубы, при которой в шве отсутствовали де
20 фекты.
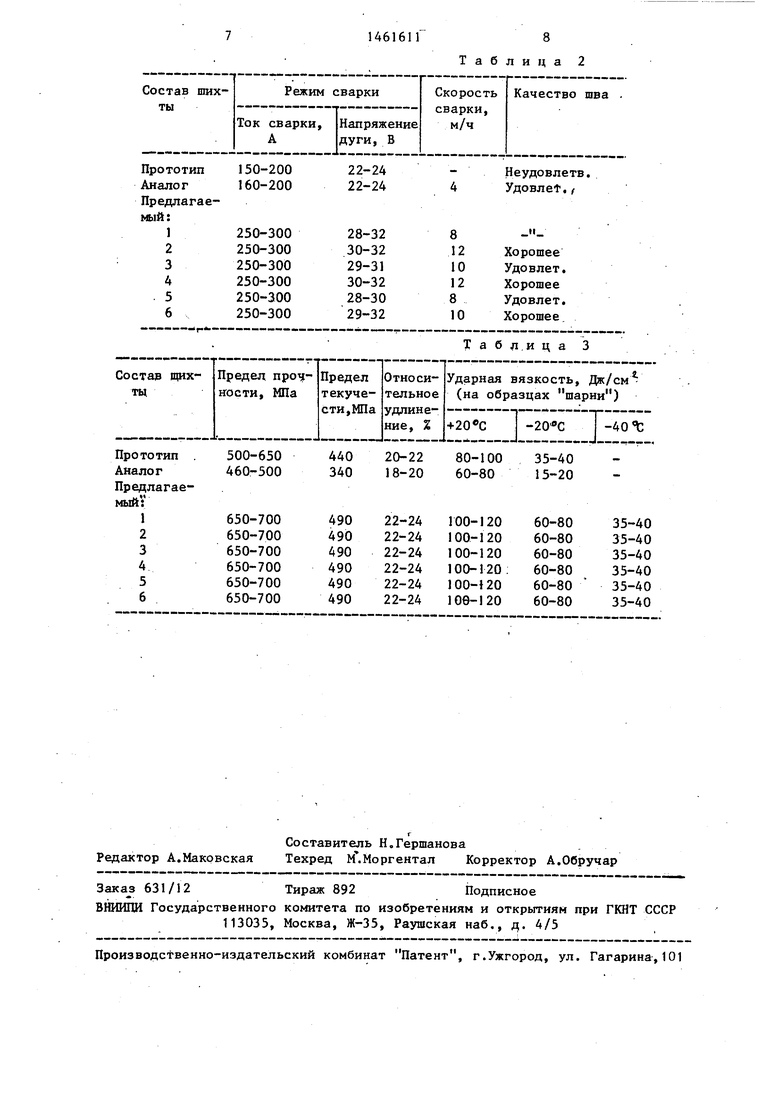
Полученные результаты испытаний проволок приведены.в таблицах: ско рость сварки и качество корневого шва - в табло2, механические свойс
25 ва металла шва - в табл.3.
Порошковая проволока предложенного состава шихты (составы 1-6) о спечивает высокие механические сво ства металла шва при отрицательных
30 температурах, хорошее формирование корневого слоя шва на вертикальной плоскости при сварке способом све ху вниз, существенно (в 2-3 раза) позволяет увеличить скорость сварк
35
Формула изобретени
1. Порошковая проволока для сварки низкоуглеродистых и низколегирован
сверху вниз Корень шва формирует- 40 ньк сталей, состоящая из стальной
оболочки и порошкообразной шихты, с держащей ферромарганец, ферротитан, алюминиевый порошок, железный порошок, отличающаяся тем.
ся вогнутой формы с плавным переходом к основному металлу.
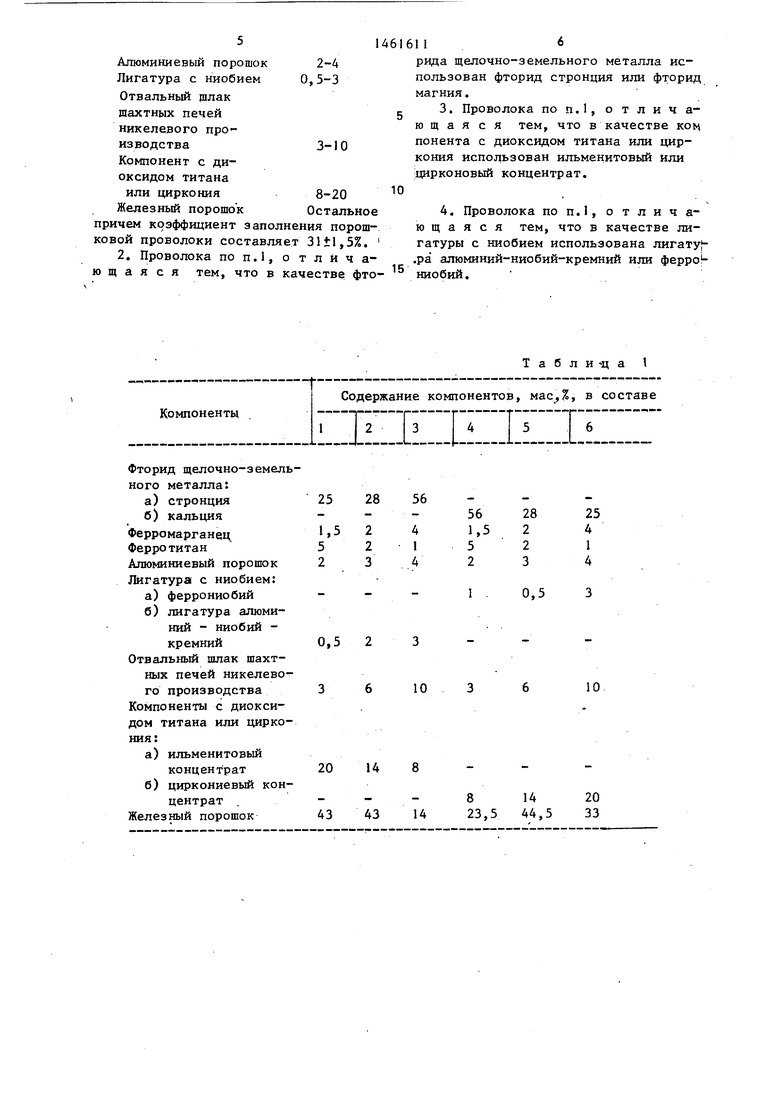
Были изготовлены 6 составов порошковой проволоки (табл.1) и порошковая проволока, принятая за прототип. 45 что, с целью увеличения скорости сварДля изготовления проволоки исполь- ки и повьш1ения качества корневого зовали ленту марки 08КП размером mga при сварке кольцевых стыков тру 0,3)12 мм по ГОСТ 503-81 „ Испытание бопроводов способом сверху вниз,
шихта дополнительно содержит фторид 50 щелочно-земельного металла, лигатуру с ниобием, отвальный шлак шахтных
проволок вьшолнено на пластинах размером 350 200 i;200 мм из стали ВСт, Зсп. При сварке образцов использован источник питания дуги ВДУ-504 и сва- рочньй полуавтомат типа А-И 97. Сварка выполнялась способом сверху вниз Механические свойства (ударную вязкость) металла шва определяли в соответствии с ГОСТ 6996-66.
Качество формирования щва определяли при с варке корня рва кольцепечей никелевого производства и компонент с диоксидом титана или циркония при следующем соотношении компо- 55 нентов, мас.%:
Фторид щелочноземельного металла 25-56 Ферромарганец .1.5-4 Ферротитан1-5
вого трубного стыка диаметром 159мм и толщиной стенки. 8 мм.
Оценку качества формирования шва вьшолняли визуально Удовлетворитель ным оценивали обратный валик корневого шва, имеющий неравномерную высоту, хорошим - валик шва, имею- щий равномерное проплавление и высоту по всей длине шва, неудовлетворительным считали обратный валик шва с прсйжогами, не сплавления ми и неравномерностью высоты валика по длине. Скорость сварки определяли хронометрированием с использованием регу лируемого вращения За максимальную скорость сварки принимали величину линейной скорости вращения трубы, при которой в шве отсутствовали дефекты.
Полученные результаты испытаний проволок приведены.в таблицах: скорость сварки и качество корневого шва - в табло2, механические свойства металла шва - в табл.3.
Порошковая проволока предложенного состава шихты (составы 1-6) обеспечивает высокие механические свойства металла шва при отрицательных
температурах, хорошее формирование корневого слоя шва на вертикальной плоскости при сварке способом свер- ху вниз, существенно (в 2-3 раза) позволяет увеличить скорость сварки.
35
Формула изобретения
1. Порошковая проволока для сварки низкоуглеродистых и низколегированоболочки и порошкообразной шихты, с держащей ферромарганец, ферротитан, алюминиевый порошок, железный порошок, отличающаяся тем.
что, с целью увеличения скорости свар
печей никелевого производства и компонент с диоксидом титана или циркония при следующем соотношении компо- 55 нентов, мас.%:
Фторид щелочноземельного металла 25-56 Ферромарганец .1.5-4 Ферротитан1-5
Алюминиевый порошок 2-4 Лигатура с ниобием О,5-3 Отвальный щлак Шахтных печей никелевого производства3-10Компонент с диоксидом титана
или циркония8-20
Железный порошок Остальное причем коэффициент заполнения порошковой проволоки составляет 31tl,5%. 2. Проволока поп.1,отлйча- ю щ а я с я тем, что в качестве фто
10
15
6116
рида щелочно-земельного металла использован фторид стронция или фторид магния.
3.Проволока по п.1, о т л и ч а- ю щ а я с я тем, что в качестве коц понента с диоксидом титана или циркония использован ильменитовый или дарконовый концентрат.
4.Проволока по п.1, о т л и ч а- ю щ а я с я тем, что в качестве лигатуры с ниобием использована лигату .ра алюминий-ниобий-кремний или ферроЦ ниобий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Порошковая проволока | 1987 |
|
SU1425015A1 |
| Порошковая проволока для сварки атмосферокоррозионностойких сталей | 1988 |
|
SU1567346A1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 1999 |
|
RU2166419C2 |
| Состав порошковой проволоки | 1977 |
|
SU659329A1 |
| Порошковая проволока | 1987 |
|
SU1425014A1 |
| Состав электродного покрытия | 1985 |
|
SU1540991A1 |
| Состав шихты порошковой проволоки | 1984 |
|
SU1273225A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 1990 |
|
SU1834139A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА МАРКИ 48ПП-10Т ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2005 |
|
RU2300452C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ МЕХАНИЗИРОВАННОЙ ПОДВОДНОЙ СВАРКИ | 2014 |
|
RU2595161C2 |
Изобретение относится к материалам для электродуговой сварки и может быть использовано для сварки низкоуглеродистых и низколегированных сталей, в частности при выполнении шва способом сверху вниз. Цель изобретения - увеличение скорости сварки и повьшение качества корневого шва при сварке кольцевых стыков трубопроводом способом сверху-вниз. Порошковая проволока ПП состоит из стальной оболочки и порошкообразной , шихтыо Шихта содержит компоненты при следующем соотношении, масо%: фторид щелочно-земельного металла 25-56; ферромарганец 1,5-4; ферротитан 1-5; алюминиевый порошок 2-4; лигатура с ниобием 0,5-3; отвальный шлак шахт- ных печей никелевого производства 3- 10; компонент с диоксидом титана шш циркония 8-20; железный порошок - остальное. Коэффициент заполнения Ш1 составляет 31%. В качестве фторидов щелочно-земельного металла использован фторид стронция или фторид магния. В качестве компонента с диоксидом титана или циркония использован -ильменитовый или цирконовый концентрат. В качестве лигатуры с ниобием использована лигатура алюминий-ниобий-кремний или феррониобий. Добавление лигатуры с ниобием приво- . дит к увеличению поверхностного натяжения жидкого металла сварочной ванны, что обеспечивает лучшее удержание жидкого металла сварочной ванной на весу. Введение отвального шлака шахтных печей никелевого производства повьш1ает межфазное натяжение на границе металл- шлак, что обеспечивает увеличение скорости сварки способом 3-4 раза. 3 табл сверху,вниз ПП в (Л 4 9д d №
Фторид щелочно-земельного металла:
а)стронция
б)кальция
Ферромарганец Ферротитан
Алюминиевый порошок Лигатура с ниобием:
а)феррониобий
б)лигатура алюминий - ниобий кремний
Отвальный шлак шахтных печей никелевого производства Компоненты с диоксидом титана или циркония:
а)ильменитовьй
концентрат
б)циркониевый концентрат . Железный порошок
0,5
10
8 14 23,5 44,5
20 33
Таблица 2
Т а б ли ц а 3
| ПОРОШКОВАЯ ПРОВОЛОКА | 0 |
|
SU315552A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шихта порошковой проволоки | 1977 |
|
SU683876A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
