112
Изобретение относится к контролю качества материалоЕ неразрушающими методами и может быть использовано при автоматизации дефектоскопии труб в любой отрасли машиностроения, например, в котлостроении.
Цель изобретения - повышение производительности- контроля и расширение функциональных возможностей.
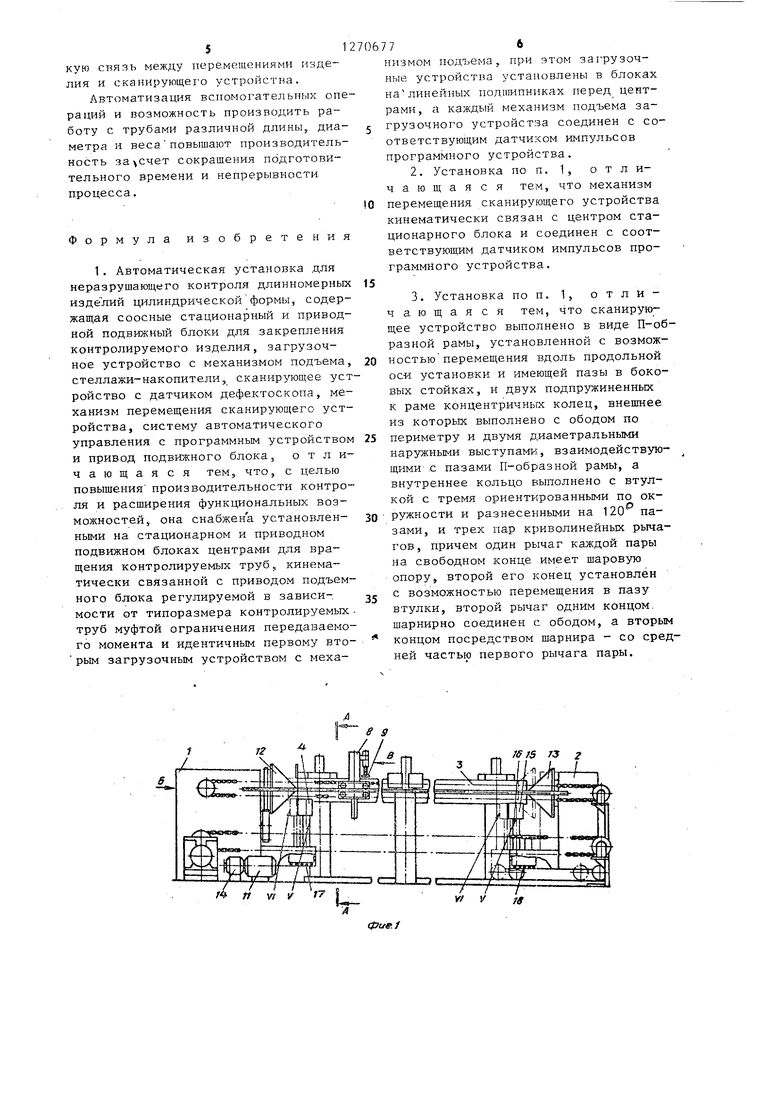
На фиг, 1 изображена автоматическая установка для неразрушающего
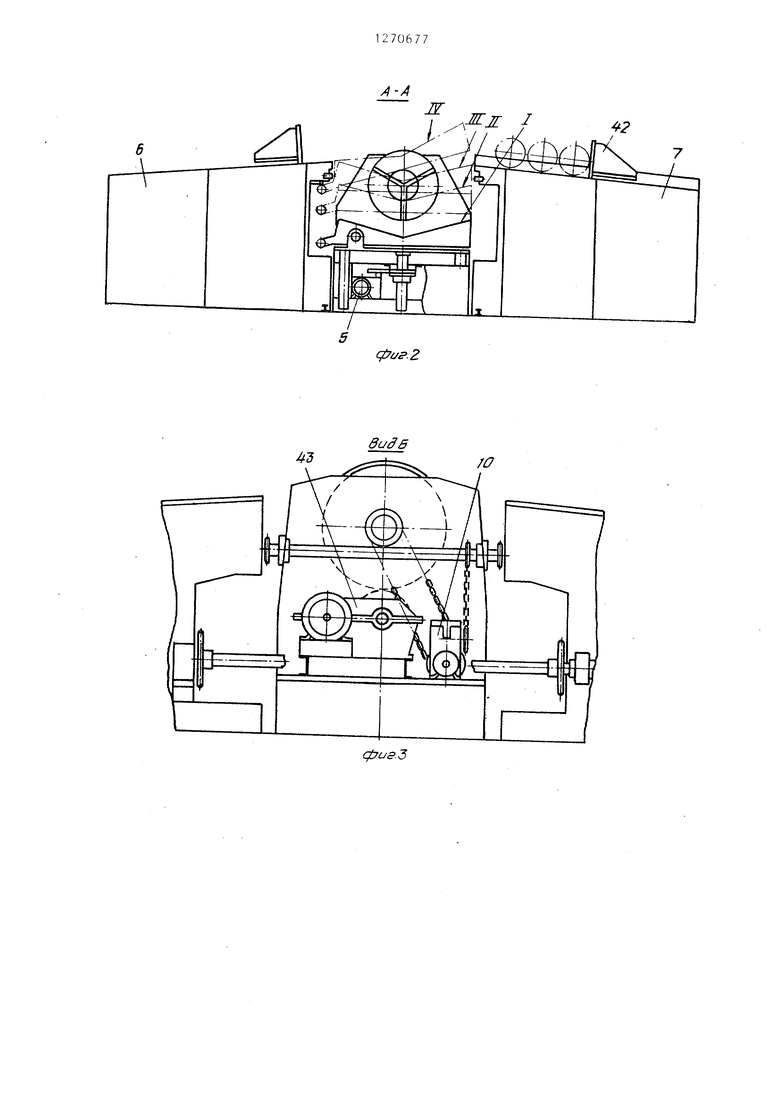
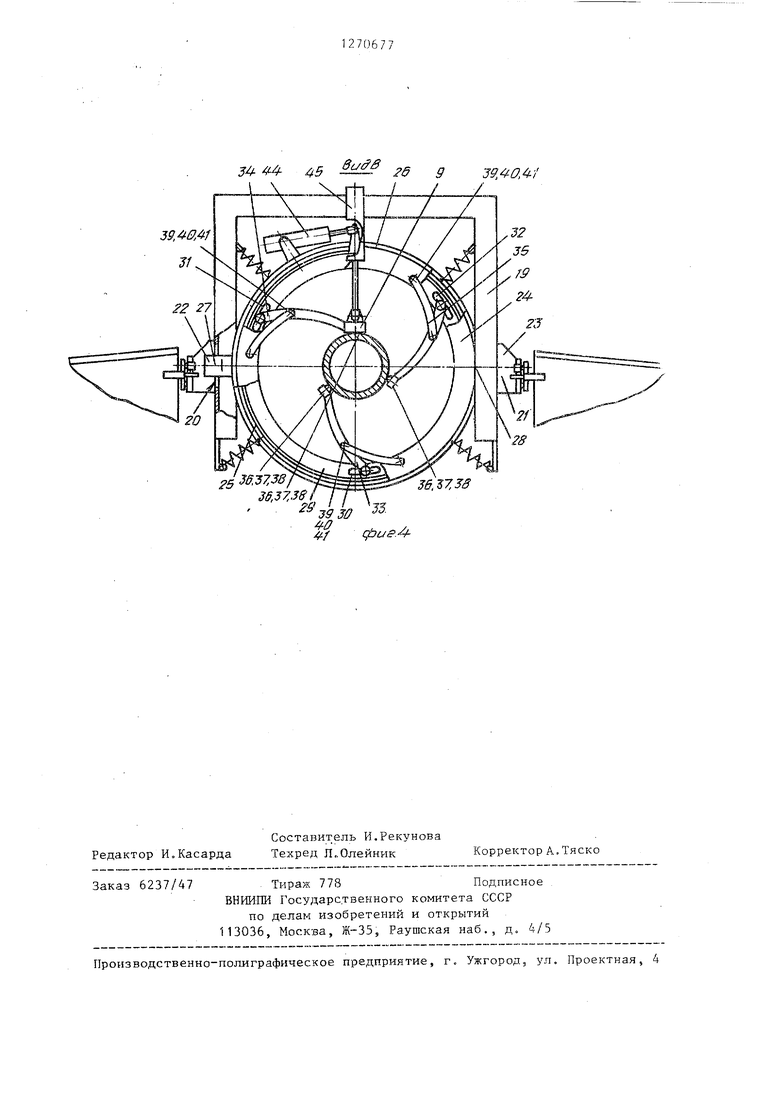
контроля длинномерн1 1х изделий цилиндрической формы; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг. 1.
Автоматическая устанрвка для неазрушающего контроля длинномерных зделий цилиндрической формы содерит соосные стационарньй и приводной подвижные блоки 1 и 2, которые слу-. ат для закрепления контролируемого изделия 3, например трубы, загрузочное устройство 4 с механизмом 5 одъема, стеллажи- накопители 6 и 7, сканирующее устройство 8 с датчиком
9дефектоскопа, механизм 10 перемещения сканирующего устройства 8, систему автоматического управления
с программным устройств ом (не показано), привод 11 подвижного блока 2, установленные на стационарном и приводном подвижном блоках 1 и 2 центры 12 и 13 для вращения контролируемых изделий 3 (труб)5 кинематически связанную с приводом 11 подвижного блока 2 регулируемую в зависимости от типоразмера контролируемых изделий 3 (труб), муфту 14 ограничения передаваемого момента, идентичное первому второе загрузочное устройство 15 с механизмом 16 подъема, при этом загрузочные устройства
4 и 15 установлены в блоках 1 и 2 на линейных подшипниках 17 и 18 перед центрами 12 и 13, а каждый механизм 5 и 16 подъема загрузочных устройств 4 и 15 соединен с соответствующим датчиком (не показано) импульсов программного устройства. Кроме того, в установке механизм
10перемещения сканирующего устройства 8 кинематически связан с центром 12 стационарного блока 1 и соединен с соответствующим датчиком импульсов программного устройства.
В установке сканирующее устройство 8 выполнено в виде П-образной ра-, мы 19, установленной с возможностью
77 а
перемещения вдоль продольной оси установки и имеющей пазы 20 и 21 в боковых стойках 22 и 23, двух поДпружиненных к раме 19 концентричных
колец 24 и 25, внешнее из которых выполнено с ободом 26 по периметру и двумя диаметральными наружными выступами 27 и 28, взаимодействующими с пазами 20 и 21 П-образной рамы
19, а внутреннее кольцо 25 выполнено с втулкой 29 с тремя ориентированньЕми по окружности и разнесенными на 120 пазами 30-32 и трех пар 33-35 к зиволинейных рычагов, причем
один рычаг каждой пары 33-35 на свободном конце имеет шаровые опоры 36-38 соответственно, второй его конец установлен с возможностью пе.ремещения в пазах 30-32 втулки 29,
второй рычаг пары одним концом
шарнирно соединен с ободом 26, а вторым концом посредством шарниров 3941 - со средней частью первого рычага пары 33-35.
В данной установке на стеллаженакопителе 6 установлен толкатель 42, а для вращения стационарного блока 1 - привод 43 вращения. Для качания обода 26 установлен качающий пневмоцилиндр 44, а для перемещения датчика 9 дефектоскопа - пневмодилиндр 45.
Установка работает следующим образом .
Предварительно, перед контролем изделия 3 (трубьО определенного типоразмера подвижный блок 2 приводом 11 перемещения устанавливается на расстоянии от стационарного блока 1 таким образом, чтобы расстояние межцу центрами 12 и 13 было заведомо больше самой длинной трубы (контролируемого изделия) 3. При этом загрузочные устройства 4 и 15 блоков
1 и 2 с меха.низмами 5 и 16 подъема, соединенными со своими датчиками (не показаны), импульсов, по команде программного устройства устанавливаются в положение Ш (фиг. 2).
Сканирующее устройство 8 с датчиком 9 дефектоскопа находится на центре 12 стационарного блока 1. На стеллаж-накопитель 7 укладываются контролируемые изделия 3 (трубы)
одного типоразмера в партии. На муфте 14 ограничения передаваемого момента привода 11 перемещения подвижного блока 2 устанавливается
3
требуемся; значениг:; момента, необхс димого для обе.спсчения зажима изде-лия 3 (трубы) в центрах 12 и 13,
Подают команду на включение привода 11 перемещения, который начинает перемещать подвижный блок 2 к стационарному блоку 1 до тех пор пока датчик (не показан) контроля торца изделия 3 (трубы) не останавливает подвижный блок 2 (загрузочное устройство 15 находится в положении V), отключив привод 11 перемещения. Изделие 3 (труба) посредством толкателя 42 скатывается со стеллажа-накопителя 7 и включает механизмы 5 и 16 подъема загрузочных устройств 4 и 15, которые соединены со своими датчиками импульсов программных устройств. После отключения механизмов 5 и 16 подъема включается привод 11 перемещения. При этом изделие 3, перемещаясь вместе .с загрузочными устройствами 4 и 15 нч линейных подшипниках 17 и 18, въезжает до упора на центры 12 и 13 соосных стационарного и подвижного блоков 1 и 2, занимая положение V1 загрузочных устройств 4 и 15, и чере датчик подает команду на выключение привода 11 перемещения и опускание механизмов 5 и 16 подъема в положение 1. Затем включаются привод 43 вращения центра 12 стационарного блока 1 и кинематически связанньш с ним механизм 10 перемещения сканирую щего устройства 8 с датчиком 9 дефектоскопа.
Сканирующее устройство В перемещается вдоль продольной оси установки и контролируемого изделия 3 (трубы) так, что за один оборот последнего, независимо от его диаметра, сканирующее устройство 8 передвигается на шаг, равный половине линейного размера зоны влияния рабочего элемента датчика 9 дефектоскопа. Одновременно датчик импульсов, программного устройства определяет момент начала контроля и дает команду качающемуся пневмоцилиндру 44, перемещающему поворотную втулку 29 внутри обода 26. При этом пары рычагов 33-35 обода 26 поворачивают сопряженную с ними посредством шарниров 39-41 поворотную втулку 29 и свободными концами через шаровые опоры 36-38J прижимаются к поверхности контролируемого изделия 3.
4 за:uPKK гп- по HpeNicin; . исчлетс
;1а чпкя 9 ,::е1; ектоCKiMia, устакор.г1ОН11ь:й на ооо,:;с 26, котсГЫй noaneiiifH посредстном пружин (не показаны) пнутри П-образной рамь: i9. И - е№;цие;я на ободе 26 наружкь:е Bbici yrrb; 27 i-: 28 взаимодействуют при перемещении с пазами 20 и 21 в боковых стойках 22 и 23 П-образно рамы 19.
После окончания контроля, по ко iaндe nporpaM -v;oro %стройства пневмоцилиндр 45 датчика 9 дефектоскопа и поворотный (качаюа1ий) пневмоцилиндр 44 возвращаются в исходные положения, пoдтпl :aя датчик 9 дефектоскопа и щар.овые опоры 36 и 38. рычагов 33-35 с поверхности контролируемого изделия 3 (трубы). Привод механизма 1C перемещения, реверсируясь; всзвращает сканирующее устройство 8 Б исходное положение на iieiiTpe 12 сташ онарного блока 1 и дает команду механизмам 5 и 16 подъма в положение П (фиг. 2). При этом поступает команда на включение привода 1 1 перймэщекия па разжим и-издлг е 3 (труба), перемещаясь вместе с загрузочными устройствами 4 н 15 на линейных подшипниках 17 п 18, съезжает с центров 12 и 13 стационарного и подвижного блоков 1 и 2 до установки Б положение V (фиг. 1), когда (не показан) крайних положений загрузочных устройств 4 I-: 15 включает прргзод 11 перемещения подвижного блока 2 и дает команду ка подъегч контролируемого изделия 3 Б положение V1, Контролируемое изделие 3 (труба), скатившись на стеллах -нако1титель 6, через датчик дает команду v:a возвращение механизмам 5 и 16 подъема в исходное положение а (фиг. 2)5, после чего включается привод 11 перемещении 5 li подвижный блок 2 возвращается в исходное положение,: Далее цикл контроля повторяется.
Автоматическая установка для неразрушающего контроля длинномерных изделий цилиндрической формы позволяет повысить производительность контроля за счет увеличения скорости вращения трубы до 40-120 об/мин, в зависимости от типоразмера. Связав кинематически механизм перемещения сканирующего устройства с шханизмом вращения центров, получают жест51кую связь между перемещениями изделия и сканирующего устройства. Автоматизация вс11омогательнЕ,1х one раций и возможность производить работу с трубами различной длины, диаметра и весаповышают производительность сокращения подготовительного времени и непрерывности процесса. Формула изобретения 1. Автоматическая установка для неразрушающего контроля длинномерных изделий цилиндрической формЕл, содержащая соосные стационарный и приводной подвижный блоки для закрепления контролируемого изделия, загрузочное устройство с механизмом подъема, стеллажи-накопители, сканирующее уст ройство с датчиком дефектоскопа, механизм перемещения сканирующего устройства, систему автоматического управления с программным устройством и привод подвижного блока, о т л ичающаяся тем, что, с целью повышения производительности контроля и расширения функциональных возможностей j она снабжена установленными на стационарном и приводном подвижном блоках центрами для вращения контролируемых труб,, кинематически связанной с приводом подъемного блока регулируемой в зависимости от типоразмера контролируемых труб муфтой ограничения передаваемого момента и идентичным первому вторьм загрузочным устройством с меха7бнизмом подъема, при этом загрузочные устройства установлены в блоках налинейных подшипниках перед центрами, а каждый механизм подъема загрузочного устройства соединен с соответствующим датчиком импульсов программного устройства. 2. Установка по п. 1, отличающаяся тем, что механизм перемещения сканирующего устройства кинематически связан с центром стационарного блока и соединен с соответствующим датчиком импульсов программного устройства. 3. Установка по п. 1, отличающаяся тем, что сканирующее устройство выполнено в виде П-образной рамы, установленной с возможностью перемещения вдоль продольной оси установки и имеющей пазы в боковых стойках, и двух подпружиненных к раме концентричных колец, внешнее из которых выполнено с ободом по периметру и двумя диаметральными наружными выступами, взаимодействующими .с пазами П-образной рамы, а внутреннее кольцо выполнено с втулкой с тремя ориентированными по окружности и разнесенными на 120 пазами, и трех пар криволинейных рычагов, причем один рычаг каждой пары на свободном конце имеет шаровую опору, второй его конец установлен с возможностью перемещения в пазу втулки, второй рычаг одним концом, шарнирно соединен с ободом, а вторым концом посредством щарнира - со средней частью первого рычага пары.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвукового контроля колесной пары рельсового транспорта и стенд для его осуществления | 2022 |
|
RU2777471C1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
| МАШИНА ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЖЕЛЕЗНОДОРОЖНЫХ ЦЕЛЬНОКАТАНЫХ КОЛЕС В ПОТОКЕ ПРОИЗВОДСТВА | 1997 |
|
RU2154806C2 |
| СПОСОБ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ КОЛЕСНЫХ ПАР РЕЛЬСОВОГО ТРАНСПОРТА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2293982C2 |
| СПОСОБ БЕСКОНТАКТНОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СОРТОВОГО ПРОКАТА И ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2238553C2 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА ТРУБ | 2001 |
|
RU2209426C2 |
| НАРУЖНЫЙ СКАНИРУЮЩИЙ ДЕФЕКТОСКОП | 2013 |
|
RU2539777C1 |
| МЕХАНИЗМ УСТАНОВКИ ДАТЧИКОВ ДЛЯ СКАНИРУЮЩЕГО УСТРОЙСТВА ДЕФЕКТОСКОПИИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2186367C1 |
| Поточная линия ультразвукового контроля изделий с цилиндрическими поверхностями и автомат сканирования ультразвуковым преобразователем | 1985 |
|
SU1363056A1 |
| Автоматизированная сортировочная установка для разбраковки сварочных электродов | 1990 |
|
SU1780865A1 |
Изобретение относится к контролю качества материалов неразрушающими методами и может быть использовано при автоматизации дефектоскопии труб. Целью изобретения является повышение производительности контроля и расширение функциональных возможностей за счет увеличения скорости вращения контролируемого изделия и расЕШрения сортамента контролируемых изделий. Стационарный и подвижный блоки имеют центры для вращения контролируемых изделий, подъемноопрокидывающиеся идентичные друг другу загрузочные устройства, механиз-. мы подъема которых соединены с датчиками импульсов программного устройства. Привод подвижного блока ; снабжен регулируемой в зависимости от типоразмера: контролируемого изс делия муфтой ограничения передаваемого момента. Кроме того, механизм (/) перемещения сканирующего устройства соединен с датчиком импульсов программного устройства и кинематически связан с механизмом вращения центра. 2 3.п. ф-лы, 4 ил.
N .
qf7up.2
duJa
/o
фие.З / 36,37,35 i 2ff 39 3G л/7 / фиё.
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 0 |
|
SU359586A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| % | |||
