Изобретение относится к технологическому оборудованию для производства медицинской техники, в частности рентгеновских растров.
Целью изобретения является улучшение качества рентгеновских растров, повышение производительности и обеспечение возможности набора блоков различных типоразмеров.
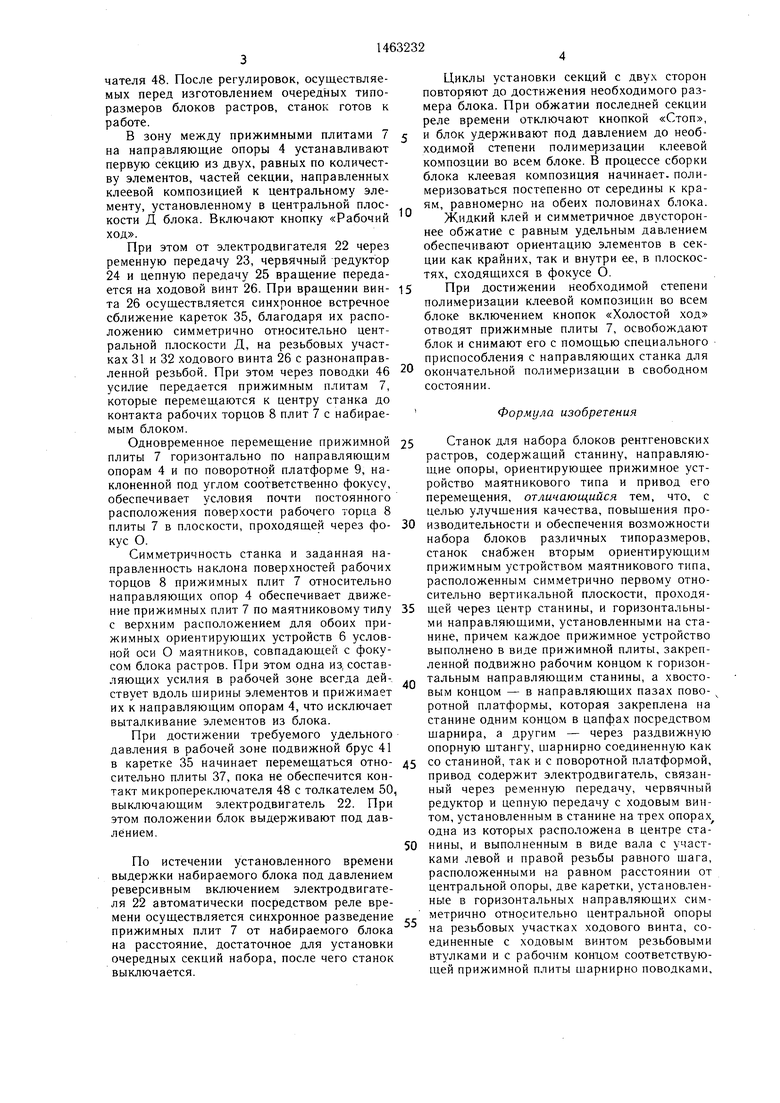
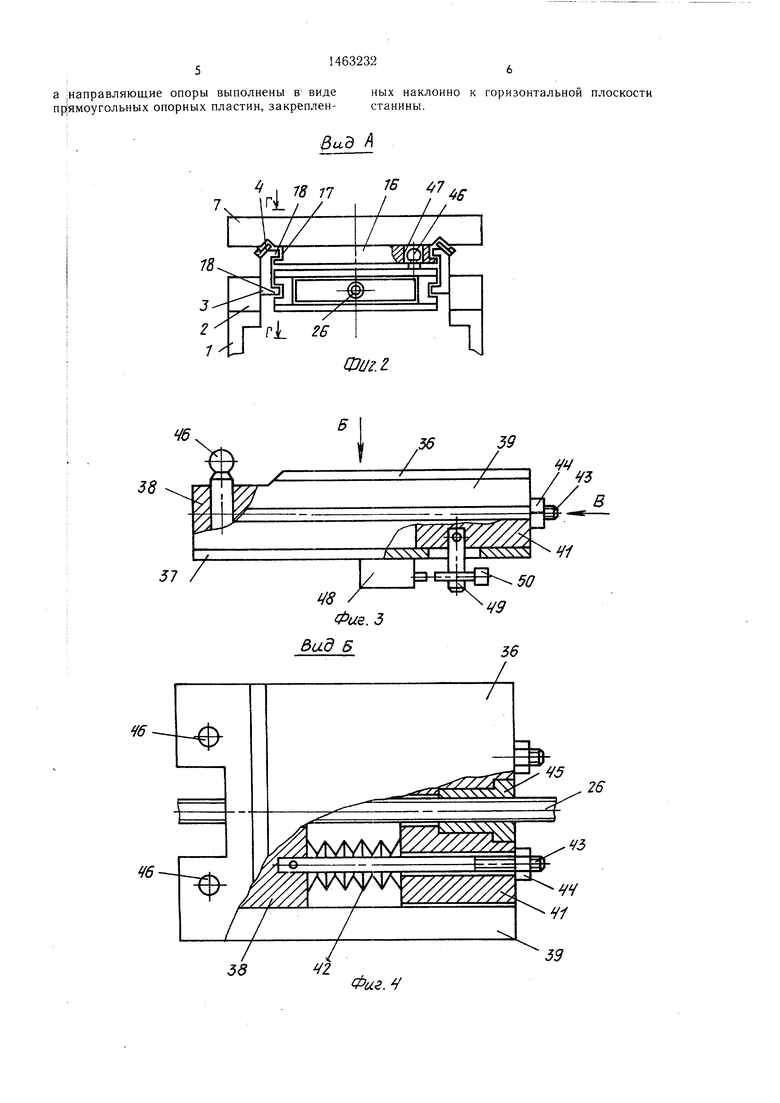
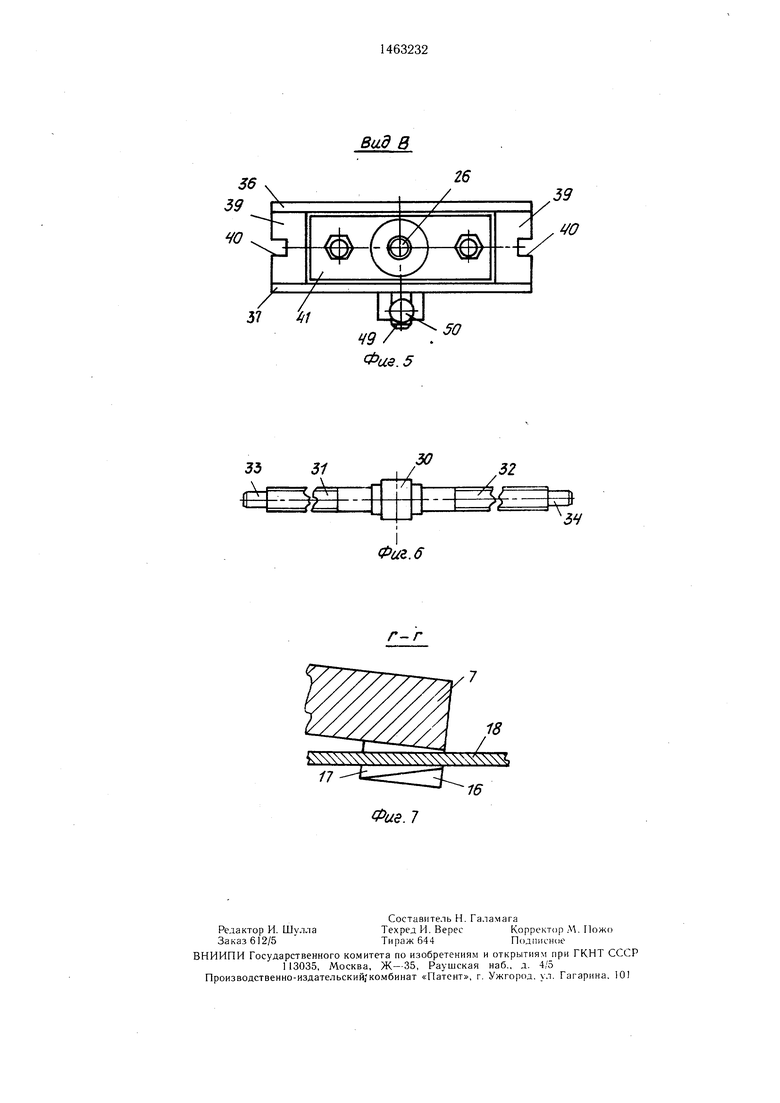
На фиг. 1 представлена принципиальная схема станка; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - каретки, общий вид; на фиг. 4 - вид Б на фиг. 3; на фиг. 5 - вид В на фиг. 3; на фиг. 6 - ходовой винт; на фиг. 7 - разрез Г-Г на фиг. 2.
Станок для набора блоков рентгеновских растров содержит станину 1 с закрепленными на ней брусками 2, на которых установлены горизонтальные направляющие 3 с двумя прямоугольными выступами, пластинчатые направляющие опоры 4, установленные наклонно на скосах направляющих 3 и торцовые пластины 5, прикрепленные к торцам брусков 2. Два прижимных ориентирующих устройства 6 установлены на станине симметрично вертикальной плоскости Д, проходящей через центр станины 1. Каждое устройство 6 содержит прижимную .плиту 7 с рабочим торцом 8, поворотную платформу 9, закрепленную щарнирно в цапфах 10, и раздвижную опорную штангу 11, состоящую из винтов 12 и 13 с разнонаправленной резьбой, соединенных резьбовой втул- кой 14 с контргайками 15, причем каждая П1танга 11 свободным концом винта 13 шар- нирно соединена со станиной 1, а свободным концом винта 12 - со свободным концом поворотной платформы 9. На нижней поверхности прижимной плиты 7 со стороны рабо- чего торца 8 закреплена планка 16 с пазами 17, выполненными со скосом под верхние прямоугольные выступы 18 направляющих 3, а со стороны противоположного торца прижимной плиты 7 шарнирно закреплены сухари 19, входящие в направляющие пазы 20 поворотной платформы 9.
Механизм 21 привода состоит из электродвигателя 22, связанного через ременную передачу 23, червячный редуктор 24 и цепную передачу 25 с ходовым винтом 26, установ- ленным на трех опорах - центральной 27 и концевых 28 и 29, расположенных в торцовых пластинах 5. Ходовой винт 26 выполнен в виде вала с симметрично расположенными от центральной опорной шейки 30 участками 31 и 32 резьбы разного направ- ления, но равного шага, и опорными шейками 33 и 34 для подшипников, установленных в опорах 28 и 29.
В зоне резьбовых участков 31 и 32 ходового винта 26 симметрично центральной плоскости Д станка расположены две каретки 35 Каждая каретка 35 содержит две плиты - верхнюю 36 и нижнюю 37, жестко соединен: ные с брусом 38 и двумя боковыми пластинами 39, в которых выполнены продольные пазы 40 для ориентации кареток 35 по нижним прямоугольным выступам 18 горизонтальных направляющих 3. В лабиринте между плитами 36 и 37 и боковыми пластинами 39 расположен брус 41, подвижно соединенный с брусом 38 через упругие элементы 42 посредством шпилек 43 и гаек 44, а через резьбовую втулку 45 - с ходовым винтом 26. В брусе 38 жестко закреплены поводки 46, образующие шарнирное соединение в отверстии 47 планки 16 прижимной плиты 7. На нижней плите 37 каретки 35 расположен, микропереключатель 48, а в подвижном брусе 41 закреплен штифт 49 с толкателем 50.
Станок работает следующим образом.
Перед началом работы осуществляют регулировку расстояния до условной оси О маятников прижимных устройств 6 в соответствии с требуемым фокусным расстоянием набираемого блока и усилия прижима. Регулировка фокусного расстояния производится исходя из технических характеристик изготавливаемых типоразмеров растров. Для установки необходимого фокусного расстояния сначала отводят прижимные плиты 7 от центра станка на расстояние, соответствующее половине максимального размера блока (расстояние от плоскости Д до нижней кромки рабочего торца прижимной плиты 7), включением холостого хода. Правильность установки расстояния контролируют линейками, закрепленными на направляющей опоре 4. Затем последовательно регулируют прижимные ориентирующие устройства 6.
Вращением резьбовой втулки 14 изменяют суммарную длину опорной штанги 11, которая устанавливает поворотную платформу 9 в положение, соответствующее обеспечению расчетного угла между рабочим торцом 8 прижимной плиты 7 и направляющими опорами 4, обуславливающего направленность поверхности рабочего торца 8 прижимной плиты 7 в плоскости, проходящей через фокус О набираемого блока. Точность установки угла контролируют оптическим угломером.
После контроля угла длину опорной штанги 11 фиксируют контргайками 15, что обеспечивает во время работы постоянное положение опорных штанг 11 и поворотных платформ 9. При этом прижимные плиты 7 осуществляют планетарное движение по маятниковому типу.
Для установки и контроля удельного давления в рабочей зоне между прижимными плитами 7 устанавливают манометрическое устройство (местдозу), включают рабочий .код станка и контролируют удельное давление по показанию манометра. При этом грубую настройку осуществляют путем сжатия упругих элементов 42 посредством шпилек 43 и гаек 44, а тонкую регулировку -- толкателем 50 относительно микропереключателя 48. После регулировок, осуществляемых перед изготовлением очередных типоразмеров блоков растров, станок готов к работе.
В зону между прижимными плитами 7 на направляющие опоры 4 устанавливают первую секцию из двух, равных по количеству элементов, частей секции, направленных клеевой композицией к центральному элементу, установленному в центральной плоскости Д блока. Включают кнопку «Рабочий ход.
При этом от электродвигателя 22 через ременную передачу 23, червячный редуктор 24 и цепную передачу 25 вращение передается на ходовой винт 26. При вращении винта 26 осуществляется синхронное встречное сближение кареток 35, благодаря их расположению симметрично относительно центральной плоскости Д, на резьбовых участках 31 и 32 ходового винта 26 с разнонаправленной резьбой. При этом через поводки 46 усилие передается прижимным плитам 7, которые перемещаются к центру станка до контакта рабочих торцов 8 плит 7 с набираемым блоком.
Одновременное перемещение прижимной плиты 7 горизонтально по направляющим опорам 4 и по поворотной платформе 9, наклоненной под углом соответственно фокусу, обеспечивает условия почти постоянного расположения поверхости рабочего торца 8 плиты 7 в плоскости, проходящей через фокус О.
Симметричность станка и заданная направленность наклона поверхностей рабочих торцов 8 прижимных плит 7 относительно направляющих опор 4 обеспечивает движение прижимных плит 7 по маятниковому типу с верхним расположением для обоих прижимных ориентирующих устройств 6 условной оси О маятников, совпадающей с фокусом блока растров. При этом одна из, составляющих усилия в рабочей зоне всегда действует вдоль щирины элементов и прижимает их к направляющим опорам 4, что исключает выталкивание элементов из блока.
При достижении требуемого удельного давления в рабочей зоне подвижной брус 41 в каретке 35 начинает перемещаться относительно плиты 37, пока не обеспечится контакт микропереключателя 48 с толкателем 50, выключающим электродвигатель 22. При этом положении блок выдерживают под давлением.
По истечении установленного времени выдержки набираемого блока под давлением реверсивным включением электродвигателя 22 автоматически посредством реле времени осуществляется синхронное разведение прижимных плит 7 от набираемого блока на расстояние, достаточное для установки очередных секций набора, после чего станок выключается.
0
5
0
5
0
5
0
5
0
5
Циклы установки секций с двух сторон повторяют до достижения необходимого размера блока. При обжатии последней секции реле времени отключают кнопкой «Стоп, и блок удерживают под давлением до необходимой степени полимеризации клеевой композции во всем блоке. В процессе сборки блока клеевая композиция начинает, поли- меризоваться постепенно от середины к краям, равномерно на обеих половинах блока.
Жидкий клей и симметричное двустороннее обжатие с равным удельным давлением обеспечивают ориентацию элементов в секции как крайних, так и внутри ее, в плоскостях, сходящихся в фокусе О.
При достижении необходимой степени полимеризации клеевой композиции во всем блоке включением кнопок «Холостой ход отводят прижимные плиты 7, освобождают блок и снимают его с помощью специального приспособления с направляющих станка для окончательной полимеризации в свободном состоянии.
Формула изобретения
Станок для набора блоков рентгеновских растров, содержащий станину, направляющие опоры, ориентирующее прижимное устройство маятникового типа и привод его перемещения, отличающийся тем, что, с целью улучшения качества, повыщения производительности и обеспечения возможности набора блоков различных типоразмеров, станок снабжен вторым ориентирующим прижимным устройством маятникового типа, расположенным симметрично первому относительно вертикальной плоскости, проходящей через центр станины, и горизонтальными направляющими, установленными на станине, причем каждое прижимное устройство выполнено в виде прижимной плиты, закрепленной подвижно рабочим концом к горизонтальным направляющим станины, а хвостовым концом - в направляющих пазах пово- ротной платформы, которая закреплена на станине одним концом в цапфах посредством щарнира, а другим - через раздвижную опорную щтангу, шарнирно соединенную как со станиной, так и с поворотной платформой, привод содержит электродвигатель, связанный через ременную передачу, червячный редуктор и цепную передачу с ходовым винтом, установленным в станине на трех опорах одна из которых расположена в центре станины, и выполненным в виде вала с участками левой и правой резьбы равного щага, расположенными на равном расстоянии от центральной опоры, две каретки, установленные в горизонтальных направляющих симметрично относительно центральной опоры на резьбовых участках ходового винта, соединенные с ходовым винтом резьбовыми втулками и с рабочим концом соответствующей прижимной плиты шарнирно поводками.
1463232 5о
а -направляющие опоры выполнены в- виденых наклонно к горизонтальной плоскости
пр|ямоугольных опорных пластин, закреплен- станины.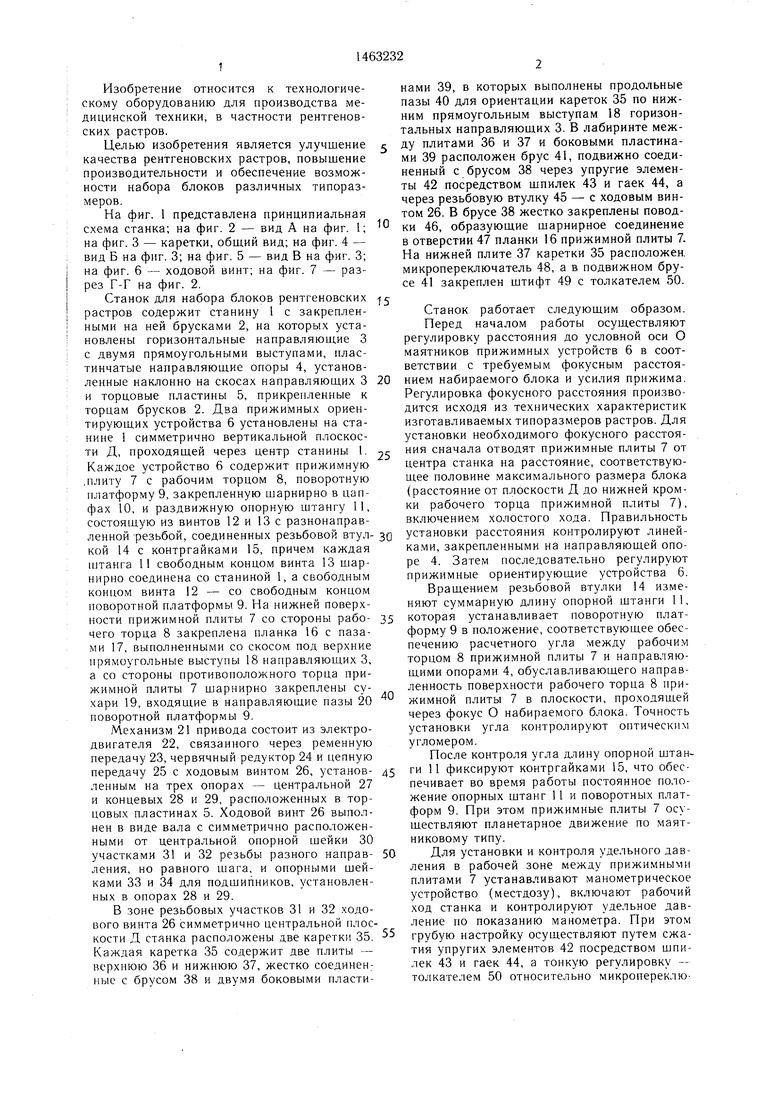
Изобретение относится к технологическому оборудованию для производства медицинской техники, в частности рентгеновских растров. Цель изобретения - улучшение качества рентгеновских растров, повышение производительности и обеспечение возможности набора блоков различных типоразмеров - достигается за счет наличия в станке двух прижимных ориентирующих устройств 6. работающих по принципу маятников с верхним расположением общей для них условной оси маятников, совпадающей с фокусом растра. Ориентирующие прижимные устройства установлены симметрично относительно центра станины 1 и содержат каждое прижимную плиту 7, закрепленную подвижно рабочим концом на горизонтальных направляющих станины 1, а хвостовым концом - в направляющих пазах поворотной платформы (ПП) 9, ПП 9 закреплена на станине 1 одним концом в цапфах посредством шарнира, а другим - через раздвижную опорную штангу 11, шарнирно соединенную как со станиной 1, так и с ПП 9. Синхронность и равенство двустороннего воздействия на набираемый блок обеспечиваются выполнением привода 21, содержащего электродвигатель 22, связанный через передачу 23--25 с ходовым винтом (ХВ) 26. ХВ 26 установлен в станине 1 на трех опорах 27- 29, одна из которых 27 расположена в центре станины 1, и выполнен в виде вала с участками левой и правой резьбы равного шага, расположенными на равном расстоянии от центральной опоры 27. В горизонтальных направ-, ляющих станины 1 симметрично относительно центральной опоры 27 на резьбовых участках ХВ 26 установлены каретки 35, соединенные с ХВ 26 резьбовыми втулками и с рабочим концом соответствующей прижимной плиты 7 шарнирно поводками. Направляющие опоры 4 выполнены в виде прямоугольных опорных пластин, прикрепленных наклонно к горизонтальной плоскости станины 1. 7 ил. (Л О5 ее to оо tsD 5 гб
0ид А
ll 78 11 J 7
„ 01 7ч /
1 Л
f
I
/
г1 е
57
46
VtVMVN/
V6
/7 7
35
2
4ff
ФЩ
У
-У/ J
Фае.
Bad В
Фи1.6
/
| Разработка конструкции и технологии производства рентгеновских решеток | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Раздел III.-М.: ВНИИМП, 1964. | |||
