1
Изобретение относится к машиностроению и может быть применено при изготовлении глухих и сквозных отверстий в той части, где обработка ведется алмазно-абразивным инструментом.
Цель изобретения - повышение прог изводительности и улучшение качества при обработке отверстий.
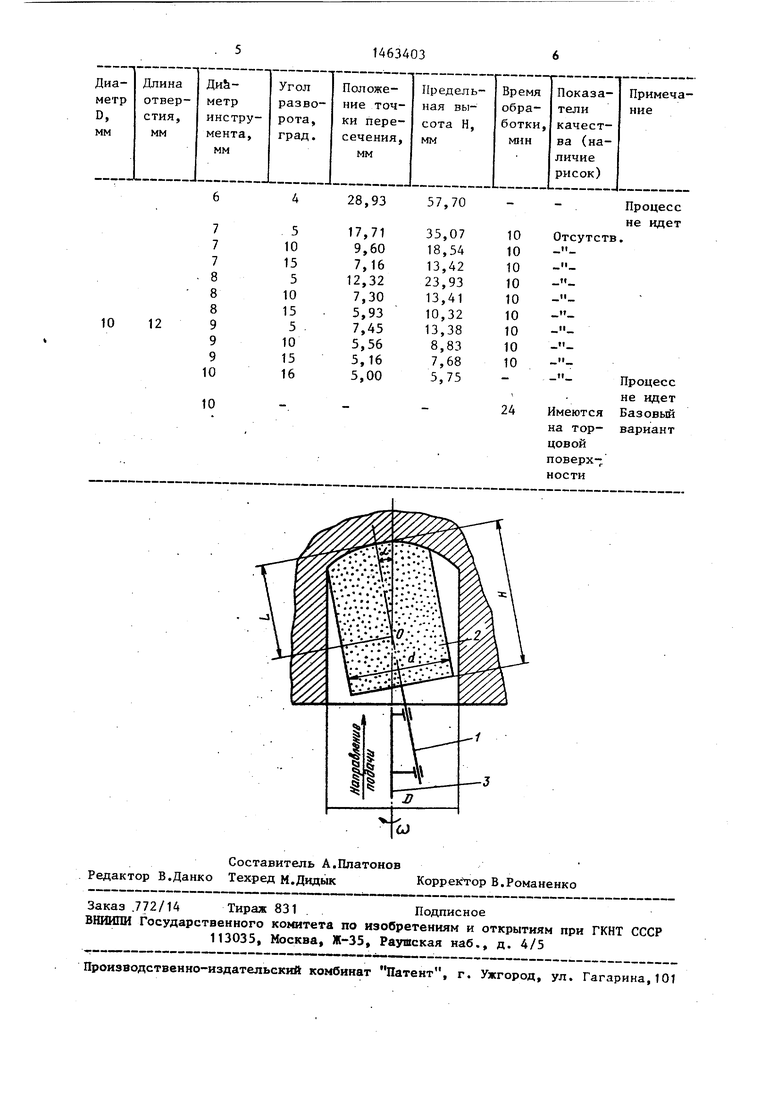
На чертеже изображена схема реализации способа.
Ось 1 инструмента 2 разворачивают относительно оси 3 сверления на угол с 5-15° и сообщают инструменту перемещение по конической поверхности с вершиной О в точке пересечет- ния упомянутых осей, причем расстояние L от вершины инструмента до точки пересечения осей выбирают кз условия
L
d sin et+CD-d cosril) 2 sind
где D - диаметр обрабатьшаемого отверстия}
d - диаметр инструментаj d - угол разворота инструмента. Диаметр инструмента d выбирают в пределах 0,7-0,9 диаметра обрабатываемого отверстия. Предельная высота рабочей части инструмента Н должна удовлетворять условию
Е +
D-d cosai 2 Bind.
Как показали экспериментальные исследования, наиболее благоприятными условиями для протекания процесса обработки являются угол разворота инструмента в пределах 5-15
3 - 146 и диаметр инструмента в пределах 0,7-0,9 диаметра обрабатываемого отверстия .
При установке угла разворота инструмента менее 5° происходит уменьшение момента резания до таких значений, при котором он уравновешивается моментом сопротивления. При этом прекращается самовращение и инстру- мент работает как обычное стержневое |Сверло.
Аналогичное влияние оказывает уменьшение диаметра инструмента ншсе |0,7 диаметра обрабатываемого отверс- |тия.
При увеличении угла разворота инструмента вьппе 15 происходит уменьшение момента сопротивления, и iHocTb моментов резания и сопротив- Ления увеличивается до таких преде™ ов, что самовращение инструмента становится неустойчивым, появляются |вибрации, условия работы инструмен- |та ухудшаются.
С увеличением диаметра инструмен- |та вьш1е 0,9 диаметра обрабатьшаемого отверстия возникает необходимость уменьшения угла разворота инструмента ниже допустимого предела, а в это случае инструмент работает по принципу стержневого а1лма знрго сверла. Кроме того, из-за малого зазора мелс- ду инструментом и стенкой отверстия ухудшаются условия подвода смазоч- но-охлаждающей жидкости в зону обработки.
Способ осуществляется следующим образом.
Для обработки отверстия заданного диаметра D выбирают диаметр инструмента в пределах 0,7-0,9 от диаметра обр абатьшаемого отверстия. Задается угол разворота оси 1 инструмента 2 относительно оси 3 обрабатываемого отверстия в пределах 5-15°. Определяют положение точки О пересечения осей инструмента и обрабатываемого отверстия из выражения
(D-d cosa)
2 sin3
Проверяют предельную высоту рабочей части инструмента из условия отсутствия затирания его по стенкам отверстия
Н . L +
D - d со8 о; 2 31По(.
Пример. Обрабатывается отверстие диаметром 10 мм и длиной 12 мм в деталях из ситалла. В таблице приведены параметры инструмента и технологические возможности способа.
Параметры, приведенные в 1-й строке таблицы, приводят к увеличению габаритов инструмента и прекращению процесса шлифования из-за отсутствия самовращения инструмента. При ис- ртользовании параметров, приведенных во 2--Й строке таблицы, процесс аналогичен обработке стержневыми сверлами, так как диаметр обрабатываемого отверстия равен диаметру ин- струмента.
Формула изобретения
Способ обработки отверстий алмаз- g но-абразивным инструментом, согласно которому инструменту сообщают вращательное движение вокруг собственной оси и поступательное вдоль оси обрабатываемого отверстия, отличающийся тем, что, с целью повьш1ения производительности и качества обработки, ось инструмента разворачивают относительно оси отверстия на угол 5-15 и сообщают ему перемещение по конической поверхнос- 5 ти с вершиной в точке пересечения упомянутых осей, причем расстояние L от вершины инструмента до точки пересечения осей выбирают из условия
40
L
Уа S in о(+ (D-d соscO 2 sin 0
45
где d - диаметр инструмента;
а - угол разворота оси инструмента}D - диаметр обрабатываемого от-
верстия,
диаметр инструмента выбирают в пре- 50 делах 0,7-0,9 диаметра рбрабатывае- мого отверстия, а высоту инструмент Н выбирают из условия
55, Н L +
D-d costt 2 sind
28,93
57,70
Процесс
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий и алмазно-абразивное сверло для его осуществления | 1990 |
|
SU1808498A1 |
| Способ обработки сложнопрофильных отверстий и устройство для его осуществления | 1984 |
|
SU1248727A1 |
| Спиральное сверло | 1989 |
|
SU1632646A1 |
| Спиральное сверло для получения точных отверстий | 1918 |
|
SU2289A1 |
| Сверло | 1989 |
|
SU1708543A1 |
| Способ сверления | 1978 |
|
SU686882A1 |
| Способ обработки отверстия | 1985 |
|
SU1324773A1 |
| Устройство для сверления сквозных отверстий | 1978 |
|
SU1087265A1 |
| Способ обработки отверстий | 1984 |
|
SU1227365A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ СПИРАЛЬНЫХ СВЕРЛ | 2004 |
|
RU2271271C1 |
Изобретение относится к машиностроению и может быть применено при изготовлении глухих и сквозных отверстий. Цепью изобретения является повышение производительности и качества обработки отверстия за счет снижения силы резания и устранения нулевой скорости на рабочей поверхности инструмента. В зоне обработки создаются условия, обеспечивающие планетарное движение инструмента вокруг оси сверления при одновременном самовращении его вокруг собственной оси. При этом реализуется процесс шлифования при обработке отверстий и полностью устраняется наличие нулевой точки на рабочей поверхности инструмента, обладающей нулевой ско- д ростью резания. 1 ил., 1 табл. « (Л
| Балыков А.В | |||
| и др | |||
| Алмазное сверление деталей из труднообрабатываемых материалов | |||
| М.: Машиностроение, 1980, с | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
