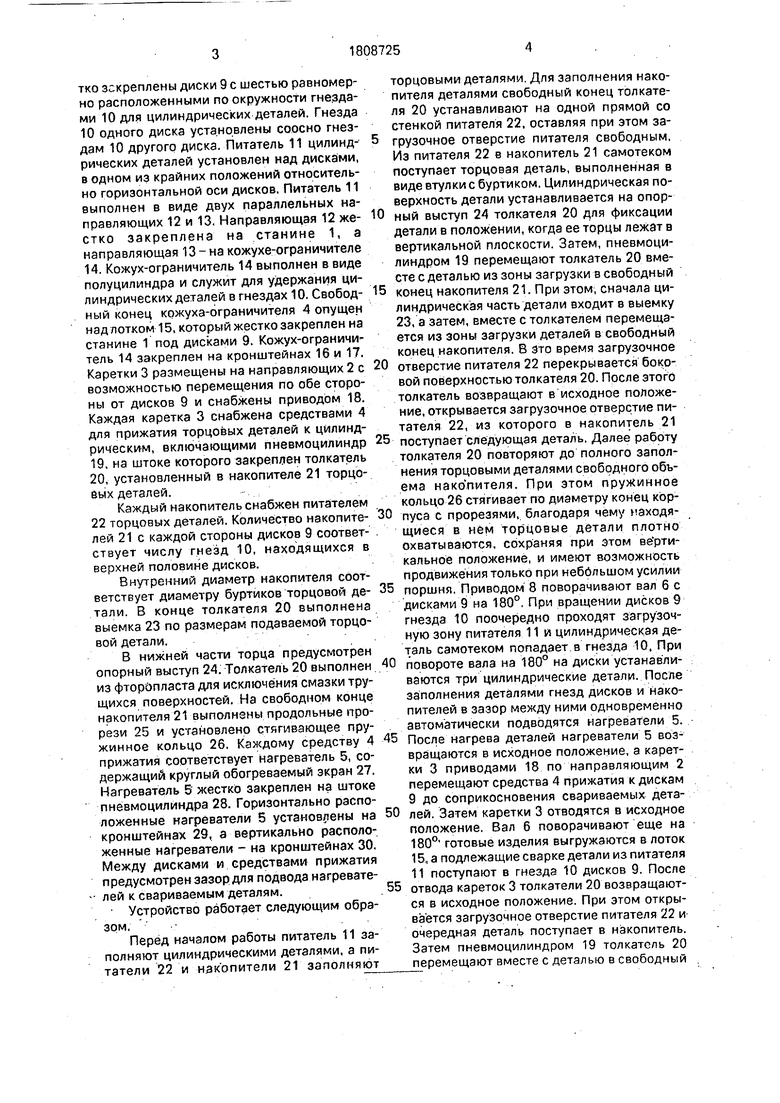
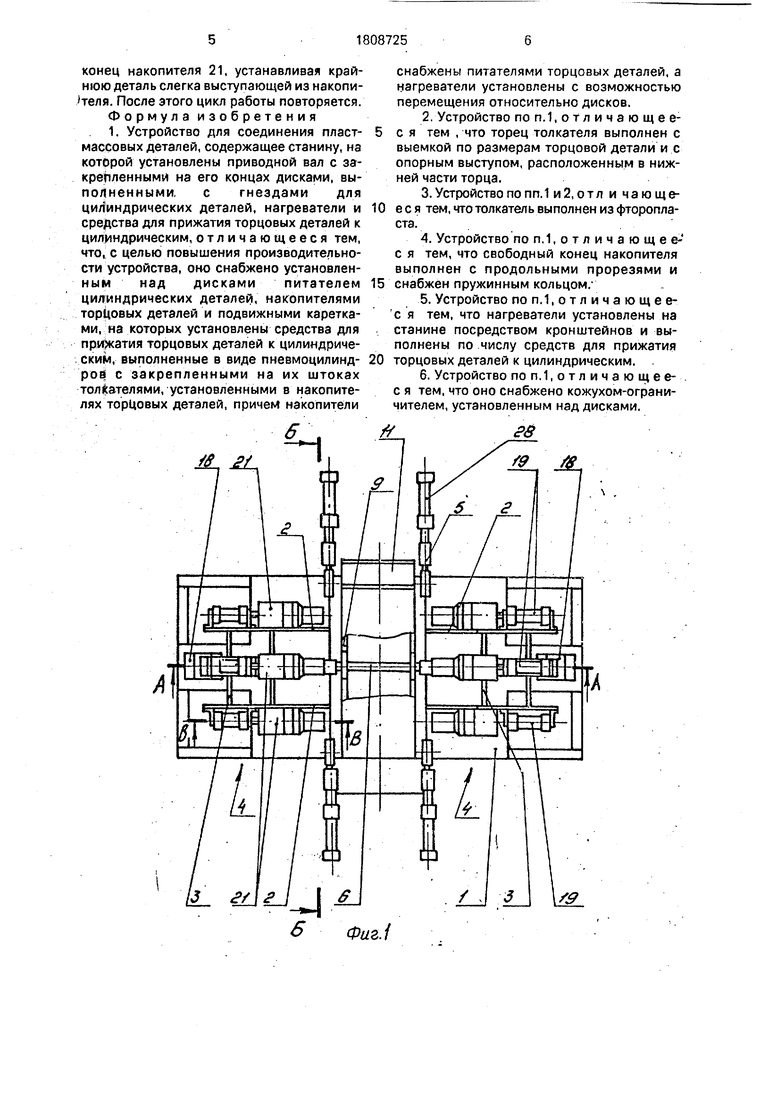
ко закреплены диски 9 с шестью равномеро расположенными по окружности гнездаи 10 для цилиндрических деталей. Гнезда 10 одного диска установлены соосно гнезам 10 другого диска. Питатель 11 цилиндрических деталей установлен над дисками, в одном из крайних положений относительно горизонтальной оси дисков. Питатель 11 выполнен в виде двух параллельных направляющих 12 и 13. Направляющая 12 жестко закреплена на станине 1, а направляющая 13 - на кожухе-ограничителе 14. Кожух-ограничитель 14 выполнен в виде полуцилиндра и служит для удержания цилиндрических деталей в гнездах 10. Свободный конец кожуха-ограничителя 4 опущен над лотком 15, который жестко закреплен на станине 1 под дисками 9. Кожух-ограничитель 14 закреплен на кронштейнах 16 и 17. Каретки 3 размещены на направляющих 2 с возможностью перемещения по обе стороны от дисков 9 и снабжены приводом 18. Каждая каретка 3 снабжена средствами 4 для прижатия торцовых деталей к цилиндрическим, включающими пневмоцилиндр
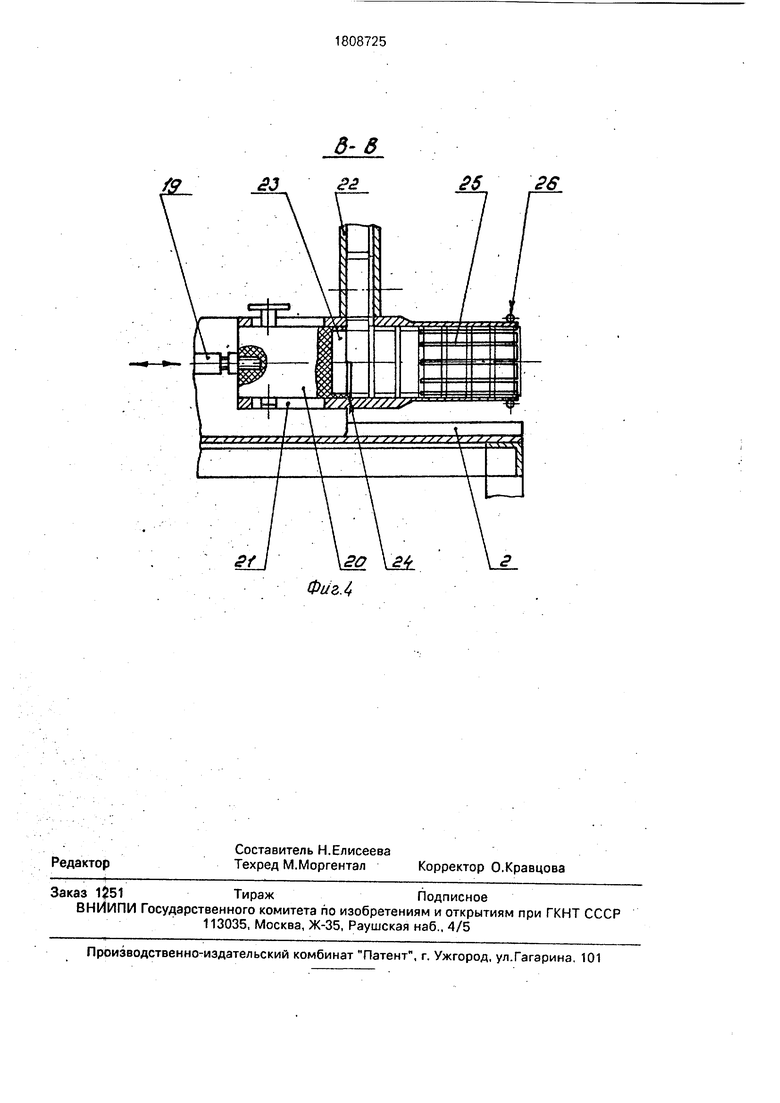
19. на штоке которого закреплен толкатель
20. установленный в накопителе 21 торцовых деталей.-..:
Каждый накопитель снабжен питателем 22 торцовых деталей. Количество накопителей 21 с каждой стороны дисков 9 соответствует числу гнезд 10, находящихся в верхней половине дисков.
Внутренний диаметр накопителя соответствует диаметру буртиков торцовой детали. В конце толкателя 20 выполнена выемка 23 по размерам подаваемой торцовой детали..
В нижней части торца предусмотрен опорный выступ 24. Толкатель 20 выполнен из фторопласта для исключения смазки трущихся поверхностей. На свободном конце накопителя 21 выполнены продольные прорези 25 и установлено стягивающее пружинное кольцо 26. Каждому средству 4 прижатия соответствует нагреватель 5, содержащий круглый обогреваемый экран 27. Нагреватель 5 жестко закреплен на штоке пнёвмоцилиндра 28. Горизонтально расположенные нагреватели 5 установлены на кронштейнах 29, а вертикально расположенные нагреватели - на кронштейнах 30. Между дисками -и. средствами- прижатия предусмотрен зазор для подвода нагревате- лей к свариваемым деталям.
Устройство работает следующим образом. -
Перед началом работы питатель 11 заполняют цилиндрическими деталями, а питатели 22 и накопители 21 заполняют
торцовыми деталями. Для заполнения накопителя деталями свободный конец толкателя 20 устанавливают на одной прямой со стенкой питателя 22. оставляя при этом загрузочное отверстие питателя свободным, Из питателя 22 в накопитель 21 самотеком поступает торцовая деталь, выполненная в виде втулки с буртиком. Цилиндрическая поверхность детали устанавливается на опорный выступ 24 толкателя 20 для фиксации детали в положении, когда ее торцы лежат в вертикальной плоскости. Затем, пневмоци- линдром 19 перемещают толкатель 20 вместе с деталью из зоны загрузки в свободный
5 конец накопителя 21. При этом, сначала цилиндрическая часть детали входит в выемку 23, а затем, вместе с толкателем перемещается из зоны загрузки деталей в свободный конец накопителя. В это время загрузочное
0 отверстие питателя 22 перекрывается боковой поверхностью толкателя 20. После этого толкатель возвращают в исходное положение, открывается загрузочное отверстие питателя 22, из которого в накопитель 21
5 поступает следующая деталь. Далее работу толкателя 20 повторяют до полного заполнения торцовыми деталями свободного объема накопителя. При этом пружинное кольцо 26 стягивает по диаметру конец кор0 пуса с прорезями, благодаря чему находящиеся в нем торцовые детали плотно охватываются, сохраняя при этом вертикальное положение, и имеют возможность продвижения только при неббльшом усилии
5 поршня. Приводом 8 поворачивают вал 6 с дисками 9 на 180°. При вращении дисков 9 гнезда 10 поочередно проходят загрузочную зону питателя 11 и цилиндрическая деталь самотеком попадает, в гнезда 10, При
0 повороте вала на 180° на диски устанавливаются три цилиндрические детали. После заполнения деталями гнезд дисков и накопителей в зазор между ними одновременно . автоматически подводятся нагреватели 5.
5 После нагрева деталей нагреватели 5 возвращаются в исходное положение, а каретки 3 приводами 18 по направляющим 2 перемещают средства 4 прижатия к дискам 9 до соприкосновения свариваемых дета0 лей. Затем каретки 3 отводятся в исходное положение. Вал 6 поворачивают еще на 180° готовые изделия выгружаются в лоток 15, а подлежащие сварке детали из питателя 11 поступают в гнезда 10 дисков 9. После
5 отвода кареток 3 толкатели 20 возвращаются в исходное положение. При этом открывается загрузочное отверстие питателя 22 и- очередная деталь поступает в накопитель. Затем пневмоцилиндром 19 толкатель 20 перемещают вместе с деталью в свободный
конец накопителя 21, устанавливая крайнюю деталь слегка выступающей из накопи- теля. После этого цикл работы повторяется. Формула изобретения 1. Устройство для соединения пластмассовых деталей, содержащее станину, на которой установлены приводной вал с закрепленными на его концах дисками, выполненными, с гнездами для цилиндрических деталей, нагреватели и средства для прижатия торцовых деталей к цилиндрическим, отличающееся тем, что, с целью повышения производительности устройства, оно снабжено установленным над дисками питателем цилиндрических деталей, накопителями торцовых деталей и подвижными каретками, на которых установлены средства для прижатия торцовых деталей к цилиндрическим, выполненные в виде пневмоцилинд- ров с закрепленными на их штоках толкателями, установленными в накопителях торцовых деталей, причем накопители
снабжены питателями торцовых деталей, а нагреватели установлены с возможностью перемещения относительно дисков.
2. Устройство поп.1,отличающее- с я тем , что торец толкателя выполнен с выемкой по размерам торцовой детали и с опорным выступом, расположенным в нижней части торца.
3. Устройство по пп.1 и 2, от л и чаю ще- е с я тем, что толкатель выполнен из фторопласта.
4. Устройство по п. 1,отличающее- с я тем, что свободный конец накопителя выполнен с продольными прорезями и снабжен пружинным кольцом/
5. Устройство поп.1,отличающее- гс я тем, что нагреватели установлены на станине посредством кронштейнов и выполнены по числу средств для прижатия торцовых деталей к цилиндрическим. .
6. Устройство по п. 1,отличающее--, с я тем, что оно снабжено кожухом-ограничителем, установленным над дисками.
д-s
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| Автомат для сборки дюбелей с шайбами | 1991 |
|
SU1794004A3 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАННОГО РАЗЛИВА ЖИДКОСТЕЙ | 2002 |
|
RU2209763C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Резьбонакатный станок для деталей с головками | 1989 |
|
SU1697957A1 |
Использование: изобретение относится к сварке пластмасс и может найти применение при изготовлении изделий из термопластичных материалов при помощи тепловой сварки, в частности при сварке патронного элемента, выполненного в виде цилиндра, с торцовыми деталями, для повышения производительности устройства. Сущность изобретения: устройство для соединения пластмассовых деталей снабжено установИзобретение относится к области сварки пластмасс и может найти применение при изготовлении изделий из термопластичных материалов при помощи тепловой сварки, в частности, при сварке патронного элемента, выполненного в виде цилиндра, с торцовыми деталями. Цель изобретения - повышение производительности устройства. На фиг. 1 изображен вид устройства сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1 (в увеличенном ленным над дисками питателем цилиндрических деталей, накопителями торцовых де- талей и подвижными каретками, На подвижных каретках установлены средства для прижатия торцовых деталей к цилиндрическим. Средства для прижатия торцовых деталей к цилиндрическим выполнены в виде пневмоцилиндров с закрепленными на их штоках толкателями. Толкатели установлены в накопителях торцовых деталей. Нагреватели установлены с возможностью перемещения относительно дисков. Кроме того, торец толкателя выполнен с выемкой по размерам торцовой детали и с опорным выступом, расположенным в нижней части торца. Толкатель выполне н из фторопласта. Свободный конец накопителя выполнен с продольными прорезями и снабжен пружинным кольцом. Нагреватели установлены на станине посредством кронштейнов и выполнены по числу средств для прижатия тор- цовых деталей к цилиндрическим. Устройство снабжено также кожухом-ограничителем, установленным над дисками. 5 з.п.ф-лы, 4 ил. масштабе); на фиг.4 - разрез В-В на фиг.1( в увеличенном масштабе). Устройство для сварки пластмассовых деталей содержит станину 1 с направляющими 2, на которых с возможностью перемещения размещены каретки 3, средства 4 для прижатия торцовых деталей к цилиндрическим, нагреватели 5 и приводной вал 6, ось которого находится на уровне горизонтальной поверхности станины или несколько ниже. Приводной вал установлен в опорах 7, закрепленных на станине 1, и снабжен приводом 8. На концах вала 6 жес(Л С со о оо vj ю ел
| Устройство для контактной сварки пластмассовых деталей | 1985 |
|
SU1326440A1 |
| Солесос | 1922 |
|
SU29A1 |
| Установка для обработки концов термопластичных труб | 1986 |
|
SU1459934A1 |
| Солесос | 1922 |
|
SU29A1 |
| , | |||
