1
Изобретение относится к машиностроению, преимущественно к обработг ке металлов давлением, и может быть использовано при формировании зубчатых или резьбовых профилей.
Цель изобретения - повышение стойкости за счет снижения нагрузки.
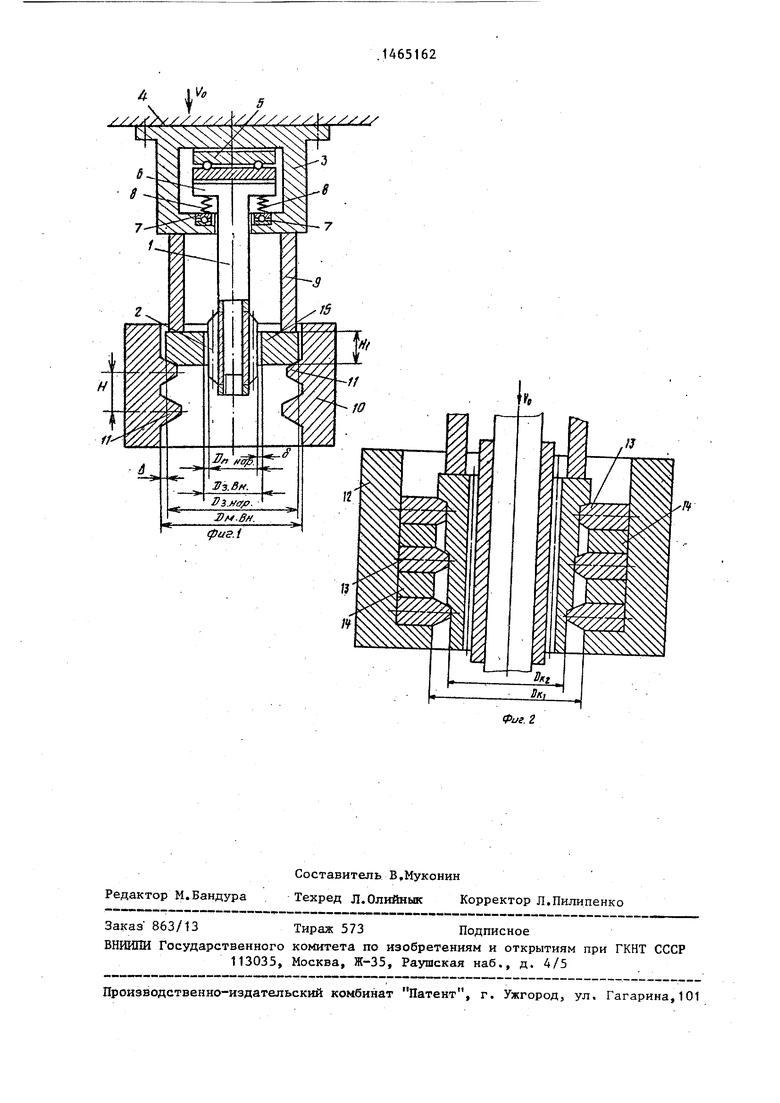
На фиг.1 схематически изображено предлагаемое устройдтво, общий вид; на фиг.2 - то же, вид сверху.
Устройство для образования периодических профилей содержит пуансон 1 с фигурной зубчатой вставкой 2, установленной на опоре 3, жестко закрепленной на ползуне 4 пресса с возможностью проворота с помощью подшипника 5, размещенного на хвостовике 6 с упорньм буртом пуансона
Г, и подшипников 7, помещенных в углублении опоры 3. Между хвостовиком 6 с упорным буртом пуансона 1 и пода- шипниками 7 закреплены пружинные подвески 8, обеспечивающие пуансону . 1 возможность..самоустановки. Снаружи зубчатой вставки 2 на опоре 3 жестко закреплен стакан 9. На нижней плите пресса (не показана) закреплена воло- .чильная матрица 10, на которой выполнены два ряда деформирующих поясков 11, расстояние между которыми Н не превышает длины участка Н, зубчатой вставки 2, но не менее 1/2 Н,. Кроме того, при необходимости образования зубчатых профилей на заготовках большой длины устройство для образования профилей содержит волочильную матри
СП
(3
ю
1465162 12,
цу 10, вьтолненную в виде корпуса в котором поочередно расположены кольца с деформирующими поясками 13 и цилиндрические кольца 14, внутренний диаметр которых D . больше диаметра DKJ колец с деформирующими поясками 13 (фиг,2).
Устройство для образования периодических профилей работает следующим образом,
Предварительно кольцевую заготовку устанавливают в волочильную матрицу 10 на коническую поверхность первого деформирующего пояска 11, При этом зазор между наружным диаметром заготовки 15 и внутренними диаметрами матрицы 10 составляет 2й D,g-D3H «1,0 мм, а зазор между наружным диаметром зубчатой вставки 2 пуансона
1и внутренним диаметром заготовки 15 находится в диапазоне ,н Зб 1,0-0,2 мм. На верхнюю боковую поверхность заготовки 15 устанавливают толкающий стакан 9, При движении ползуна 4 пресса вниз совместно с опорой 3 зубчатая вставка 2 пуансона 1 входит в отверстие заготовки 15 с зазором 2 tf. При дальнейшем движении ползуна 4 и опоры 3 вниз последняя через толкающий стакан 9 начинает проталкивать заготовку 15 в осевом направлении, ее металл, находящийся при этом в состоянии текучести, благодаря осадке наружного
диаметра заготовки 15, проходящей через ряд деформирующих поясков 11, затекает в зубчатьй профиль вставки
2пуансона 1, При этом на внутренней поверхности заготовки 15 формируется профиль, идентичный профилю зубчатой вставки 2 пуансона 1, После прохождения заготовкой 15 всех деформирующих поясков 11 она удаляется из зоны обработки, а пуансон 1 при обратном движении ползуна 4 пресса возвращается в исхрдное положение. Пружинные подвески 8 обеспечивают плавающий характер конструкции пуансона, а подшипники 5 и 7 обеспечивают его
10 х
15 з
20 н
25 п
30 .с
п
40 у
g д
проворот, ЧТО-необходимо цри формообразовании непрямых зубьев.
В сравнении с прототипом, предлагаемое устройство обеспечивает получение внутренних зубьев, годных для непосредственного использования без доработки. Кроме того, в связи с плавающим пуансоном и ступенчатым
0 характером деформирования заготовки представляется возможным формирование зубьев со средними модулями (,5-5 мм), что расширяет область применения известного способа на
5 зубчатые колеса, которые до этого могли изготавлийаться только зубо- долблением.
Возможно применение предлагаемого устройства для финишных операций,
0 например удаление заусенцев. При этом снижается трудоемкость изготовления примерно на 10-15% на одну деталь, Формула изобретения 1, Устройство для образования
5 периодических профилей, содержащее опору, два соосных упорных подшипни- ка, между которыми расположен хвое-, товик с упорным буртом, закрепленный соосно на хвостовике фигурный пуан- /
0 .сон и волочильную матрицу, отличающееся тем, , с целью повышения стойкости инструмента за счет снижения нагрузки, оно снабжено размещенной на хвостовике со стороны
g пуансона между упорным буртом и под шипником пружинной подвеской, а волочильная матрица выполнена с деформирующими поясками, расстояние между которыми не превышает длины рабочего
0 участка пуансона и не менее половины этой длины,
. 2, Устройство по п,1, отличающееся тем, что волочильная матрица выполнена в виде цилиндричесg кого корпуса, в котором поочередно соосно расположены кольца с деформирующими поясками и цилиндрические кольца, внутренний диаметр которых превьш1ает диаметр соседних колец с деформирующими поясками,фигЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп-автомат | 1984 |
|
SU1214304A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| Штамп для холодного выдавливания деталей | 1989 |
|
SU1703239A1 |
| ПРЕСС-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО \ ХОЛОДНОГО ВЫДАВЛИВАНИЯВПТБ[^ ^^.'." 'з T't Г Г" Т f " .•' ''' '.'.. •;' iT' (^ 5 * | 1971 |
|
SU424647A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Установка для гидростатическогопРЕССОВАНия пОлыХ издЕлий | 1979 |
|
SU841761A1 |
| Штамп для вытяжки | 1986 |
|
SU1349837A1 |
| Автомат для гидропластической обработки цилиндрических зубчатых колес | 1985 |
|
SU1593974A1 |
| Способ изготовления изогнутых патрубков | 1978 |
|
SU730405A1 |
Изобретение относится к машиностроению и может, быть использовано при формировании зубчатых или резьбовых профилей. Цель - повышение стойкости за счет снижения нагрузки. Устройство снабжено опорой, в которой установлен фигурный пуансон с зубчатой вставкой. Пуансон установлен с возможностью поворота и самоустановки. Устройство содержит воло- чильную матрицу, выполненную с рядом деформирующих поясков, расстояние между которыми Н не превышает длины рабочего уч-астка Н зубчатой вставки, но не менее.О,5 Н. При образовании периодических профилей предварительно изготавливают заготовку, диаметр отверстия которой больше наружного диаметра на 0,2-2,0 мм. Затем одновременно осуществляют ступенчатую осадку наружной поверхности заготовки и формируют ее внутренний профиль под действием, деформации, осуществляемой посредством толкающего стакана. 1 з.п. ф-лы, 2 ил. Ф
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
