Изобретение относится к технологии машиностроения, а конкретно к обработке металлов давлением, и может быть использовано для выдавливания деталей типа стакан с оформлением на стенки зубчатого профиля.
Целью изобретения является повышение качества получаемых деталей.
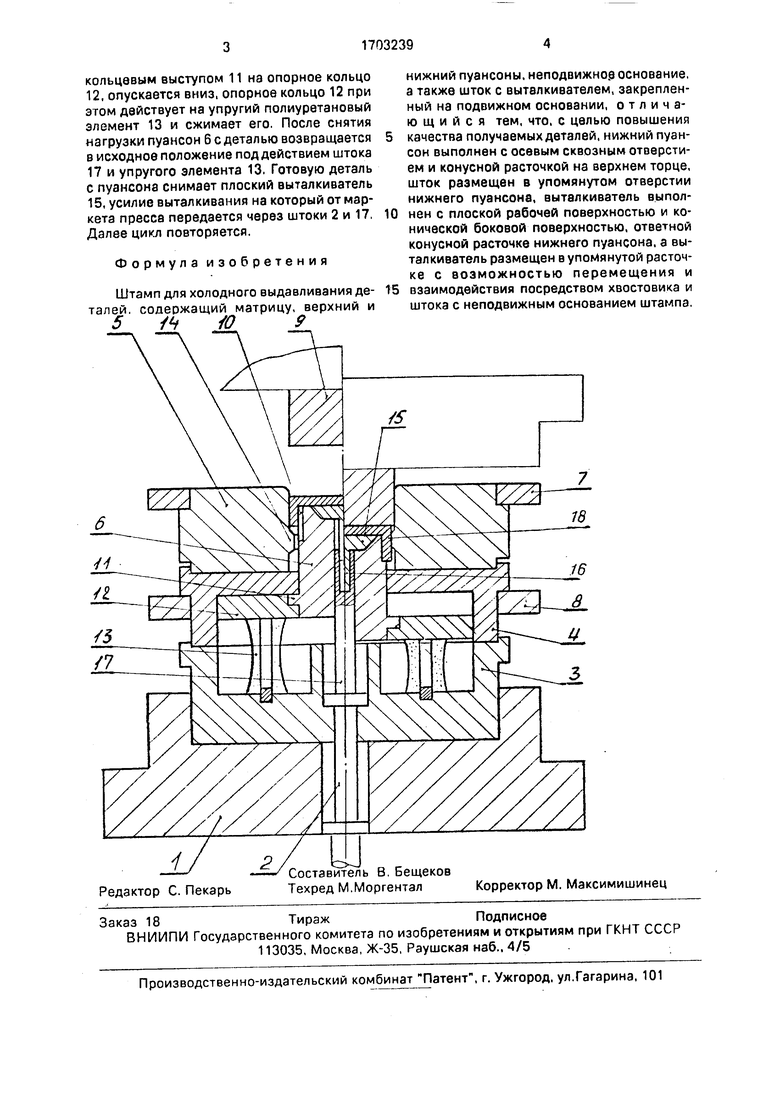
На чертеже схематически изображен предлагаемый штамп.
Штамп для холодного выдавливания содержит неподвижное основание 1 с осевым отверстием под подвижный шток 2, обоймы 3 и 4, закрепленные на основании 1. матрицу 5 с нижним пуансоном 6, соединенную посредством прижимных колец 7 и 8 с обоймой 4, и подвижное основание ( показано тонкой линией) с верхним пуансоном 9. В верхней части пуансона 6 на наружной поверхности выполнена зубчатая нарезка 10 для получения на штампуемой заготовке, в частности, гофрированной стенки, а в нижней части пуансона 6 на наружной поверхности выполнен кольцевой выступ 11, которым он упирается на опорное кольцо 12, размещенное между обоймами 3 и 4 на упругом элементе 13, например кольце из полиуретана. В отверстии матрицы 5 выполнен кольцевой поясок 14, предназначенный для формирования заготовки при выдавливании.
Для предотвращения деформации изделия при снятии его с пуансона б в нем выполнено осевое сквозное отверстие и конусная расточка на верхнем торце, в которой свободно установлен плоский выталкиватель 15, снабженный на наружной поверхности ответной конусной проточкой и через цилиндрический хвостовик 16 связанный со штоком 17, размещенным в отверстии пуансона 6 и свободно установленным на фланце штока 2.
Штамп работает следующим образом.
В качестве заготовки 18 используется предварительно выдавленный стакан, который укладывается в матрицу 5 и опирается на верхний торец пуансона 6. При движении подвижного основания вниз пуансон 9 производит прямое выдавливание заготовки, при котором заготовка 18 деформируется под воздействием пояска 14. При деформации наружного диаметра заготовки внутренний ее диаметр приобретает размеры зубчатого профиля, выполненного на пуансоне 6. Под воздействием штампующего пу- ансона 9 пуансон 6. опирающийся
СО
С
кольцевым выступом 11 на опорное кольцо 12, опускается вниз, опорное кольцо 12 при этом действует на упругий полиуретановый элемент 13 и сжимает его. После снятия нагрузки пуансон 6 с деталью возвращается в исходное положение под действием штока 17 и упругого элемента 13. Готовую деталь с пуансона снимает плоский выталкиватель 15, усилие выталкивания на который от мар- кета пресса передается через штоки 2 и 17, Далее цикл повторяется.
Формула изобретения
Штамп для холодного выдавливания деталей, содержащий матрицу, верхний и 5 14 Ю9
нижний пуансоны, неподвижное основание, а также шток с выталкивателем, закрепленный на подвижном основании, отличающийся тем, что. с целью повышения качества получаемых деталей, нижний пуансон выполнен с осевым сквозным отверстием и конусной расточкой на верхнем торце, шток размещен в упомянутом отверстии нижнего пуансона, выталкиватель выполнен с плоской рабочей поверхностью и конической боковой поверхностью, ответной конусной расточке нижнего пуансона, а выталкиватель размещен в упомянутой расточке с возможностью перемещения и взаимодействия посредством хвостовика и штока с неподвижным основанием штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп Клещева Н.А.для радиального выдавливания зубчатых деталей | 1986 |
|
SU1397143A1 |
| Штамп для выдавливания полых изделий с наружными фланцами | 1978 |
|
SU721236A1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1988 |
|
SU1561331A1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| Штамп для объемного деформирования | 1988 |
|
SU1593774A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение качества получаемых деталей. Штамп содержит верхний и нижний пуансоны, матрицу, подвижное и неподвижное основания, шток с плоским выталкивателем и конической боковой поверхностью. После окончательного оформления геометрии детали шток перемещается вверх и толкатель удаляет из штампа деталь. 1 ил.
Редактор С. Пекарь
Составитель В. Бещеков Техред М.Моргентал
Корректор М. Максимишинец
| СПОСОБ ПОДАВЛЕНИЯ РОСТА СУЛЬФАТВОССТАНАВЛИВАЮЩИХ БАКТЕРИЙ | 2000 |
|
RU2197605C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
