Изобретение относится к станкостроению и может быть использовано для загрузки и разгрузки многошпиндельных станков-автоматов при обра- ботке на них деталей преимущественно типа ступиц, фланцев и т.п.
Цель изобретения - расширение технологических возможностей автооператора за счет обеспечения обработки деталей с фланцем.
На фиг.1 изображен автооператор в исходном положении, вид сверху; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - деталь в патроне станка; на фиг.З - то же вид сверху; на фиг.6 узел 1 на фиг.З (в момент установки детали в патрон); на фиг.7 - то же, момент освобождения детали от захва- та на фиг.8 - гильза с прижимом, в акс онометрии.
Автоопёратор содержит корпус 1, который с помощью фланца 2 соединен с пневмоприводом 3. В корпусе 1 имеются два диаметрально противоположно выполненных окна 4 и 3 для загрузки автооператора в кaчiaльный момент деталью 6 типа ступицы из подводящего лотка 7 и сброса обработанной дета- ли в отводящий лоток 8 соответствен-
но. I /
В корпусе 1 размещен захват, содержащий полую разрезную гильзу 9 с прорезью 10. Гильза 9 через втулку
11,жестко закрепленную на гильзе с одной.стороны и установленную на штоке 12 с другой, связана с пневмоприводом 3, а с противоположной стороны на ее торце выполнены выступы 13, образованные дополнительной радиальной сквозной прорезью 14, размеры и конфигурация которой обеспечивают прохождение через гильзу детали установленной в патроне при смене его позиции. Внутри гильзы 9 захвата размещен цилиндрический прижим
13, подпружиненный относительно гильзы пружиной 16, которая размещена на штоке 12 и закреплена с двух сто- рон: на прижиме 13 и втулке 11 разрезной гильзы, Кроме того, прижим подвижно установлен на самом штоке
12,упорная гайка 17 на конце кото
рого взаимодействует с внутренней частью прижима 13. Последний выполнен с выступом 18 в нижней части, при этом выступ размещен в прорези
j
0
S 0
0
,
0
5
10 гильзы с возможностью взаимодействия с ловителем в.виде шибера 19, закрепленного вместе со своим приводом 20 на корпусе 1„ На штоке 12 привода выполнена радиальная ступенька 21 .
Автооператор установлен на зеркале задней бабки токарного, например шестишпиндельного, станка-автомата с помощью фланца 22 и кронштейна 23, который крепится на корпусе 1 с одной стороны и в пазу суппорта 24 с другой. При этом автооператор соосен патрону, находящемуся на загрузочной позиции с технологическим упором 23, а его окна 4 и 5 находятся строго напротив подводящего 7 и отводящего 8 лотков соответственно. Управление автооператором осуществляется от командоаппарата станка (не показан).
Устройство работает следующим образом.
В исходном положении загрузочная позиция с технологическим упором 23 является свободной, на всех остальных патронах установлены обработанные в различной степени детали, причем на последнем патроне перед загрузочной позицией деталь обработана полностью. Захват находится в крайнем правом положении, гильза 9 прижата к фланцу 2, прижим 13 также поджат к втулке 11 гильзы упорной гайкой 17, пружина 16 максимально сжата, а нижнее окно 3 закрыто шибером 19.
Необработанная деталь 6 из под- вадящего лотка 7 через окно 4 в корпусе 1 попадает в автооператор и устанавливается сначала в свободном состоянии в захвате между выступами 13 гильзы 9 (прижим 13 отведен вправо) и поддерживается шибером 19 снизу.
Поступает команда на пневмопривод 3, и шток 12 начинает выдвигаться. При этом сжатая пружина 16, разжимаясь, , воздействует на прижим 13, в результате чего последний переме - щается влево и поджимает деталь к выступам 13 еще неподвижной в начальный момент гильзы 9. Шток 12 продолжает выдвигаться и своей ступенькой 21 воздействует на втулку 11, после чего гильза 9 вместе с прижимом 13 и зажатой деталью перемещается в корпусе к свободному патрону на позицию загрузки станка. После контакта детали с технологическим упором 25 и ее останови осуществляется зажим детали в патроне. Гильза же продолжает перемещение и, сжимая пружину 16, образует зазор S (см. фиг.6). Подается сжатый воздух в пневмопривод 20 шибера 19, который ю начинает перемещение вправо. В результате взаимодействия шибера 19 с выступе 18 прижим 15 оттягивается вправо, образуя taxHM образом зазор S (см. фиг.7), и полностью освобож- 15 дает деталь.
Поступает команда на смену позиций патронов станка, и патрон с установленной в нем деталью перемещается на угол 60, а на освободившуюся 20 позицию подходит патрон с полностью обработанной деталью. Поскольку выполненная в гильзе 9 радиальная сквозная прорезь 14 имеет размеры :i несколько превышающие размеры детали, то при развороте патройов деталь свободно проходит через гнльзу в одну сторону, а готовая деталь с другой стороны поступает на позицию загрузки. Пока на всех пяти позициях 30 выполняется операция обработки детали, на упомянутой позиции осуществляется съем готовой детали.
Шибер 19 освобождает выступ при- жима 15, и 1лоследний, перемещаясь 35 влево,по;; действием разжимающейся пружины 16, выбирает зааор S,j, после чего патрон разжимается. В штоковую полость пнёзмопривода 3 подаётся
25
сжатый воздух, и при перемещении што- 40 захват выполнен в виде полой гильзы, ка 12 вправо образуется зазор между втулкой 11 гильзы 9 и ступенькой 2t штока 12, который сразу же ликвидируется пружиной 16, Движущаяся гильза выбирает зазор S,, зажимает деталь Mexj:;y своими выступами 13 и прижимом 15 и снимает деталь с патрона. Упорная гайка 17 штока упирается в прижим, а жесткая разжатая пружина 16, воздействуя на втулку
закрепленной на штоке привода с размещенным в ней подпружиненным прижимом для детали, а в гильзе выполнена продольная прорезь, при зтом
45 прижим снабжен выступом, расположенным в зтой прорези, а захват установлен с возможностью осевого перемещения внутри корпуса, причем ловитель размещен с возможностью взаимодейст50 ВИЯ с выступом прижима.
5
0 0
5
5
11, перемещает гильзу, одновременно сохраняя зазор между прижимом 15 н втулкой 11, в результате чего зажатая деталь вносится в корпус 1 и останавливается напротив окна 5, которое открьюается после срабатьшания Шибера.
Далее гильза упирается во фланец 2 и останавливается, а поскольку шток еще перемещается, то зазор между прижимом 15 и втулкой 11 также выбирается. Пружина 16 при этом вновь сжимается, а деталь 6 освобождается и попадает через раскрытое окно 5 в отводящий лоток 8. Шибер 19 по команде закрывает окно 5, и автооператор подготовлен к приему следующей детали. Цикл окончен.
Формула изобретения
, Автооператор для многошпиндельных станков, содержащий основание, привод .возвратно-поступательного перемещения со штоком, захват с выступами, образованными сквозной прорезью и ловителем, подводящий и отводящий лотки, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен жестко связанным с основанием корпусом, выполненным в виде полого цилиндра с двумя диаметрально расположенными окнами, соединенными соответственно с подводящим и отводящим лотками, а ловитель выполнен с приводом и установлен на корпусе, причем
захват выполнен в виде полой гильзы,
закрепленной на штоке привода с размещенным в ней подпружиненным прижимом для детали, а в гильзе выполнена продольная прорезь, при зтом
прижим снабжен выступом, расположенным в зтой прорези, а захват установлен с возможностью осевого перемещения внутри корпуса, причем ловитель размещен с возможностью взаимодейстВИЯ с выступом прижима.
01/ffA
фи.2

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для загрузки и съема деталей | 1981 |
|
SU998086A1 |
| Автооператор к автомату контроля магнитопроводов | 1984 |
|
SU1259347A1 |
| Автоматическая роторная линия для сборки радиочастотных соединителей | 1978 |
|
SU785924A1 |
| Устройство для обработки деталей в ленте | 1973 |
|
SU484491A1 |
| Устройство съема и передачи деталей на токарном автомате | 1989 |
|
SU1712126A1 |
| Автоматическая линия для обработки деталей типа дисков | 1973 |
|
SU459324A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| Автооператор | 1979 |
|
SU772809A1 |



Изобретение относится к станкостроению и может быть использовано для загрузочно-разгрузочных опера25 ций в металлообрабатьшанщих.станкахi Цель изобретения - расширение технологических возмокностей за счет обеспечения возможности обработки дета- , лей с фланцем. Захват выполнен в виде гильзы 9 и подпружиненного прижима 15, расположенных в неподвижном корпусе 1 и установленных на штоке 12 привода возвратно-поступательного перемещения 3. Деталь 6 зажимается между выступами гильзы 13 и прижимом 15 и подается в зону загрузки, где освобождается от зажима путем дальнейшего продвижения гильзы 9 и обратного перемещения прижима 15 под действием взаимодействующего с ним ловителя в виде шибера. 8 нл. W сл ю 4;: 00 Фиг.1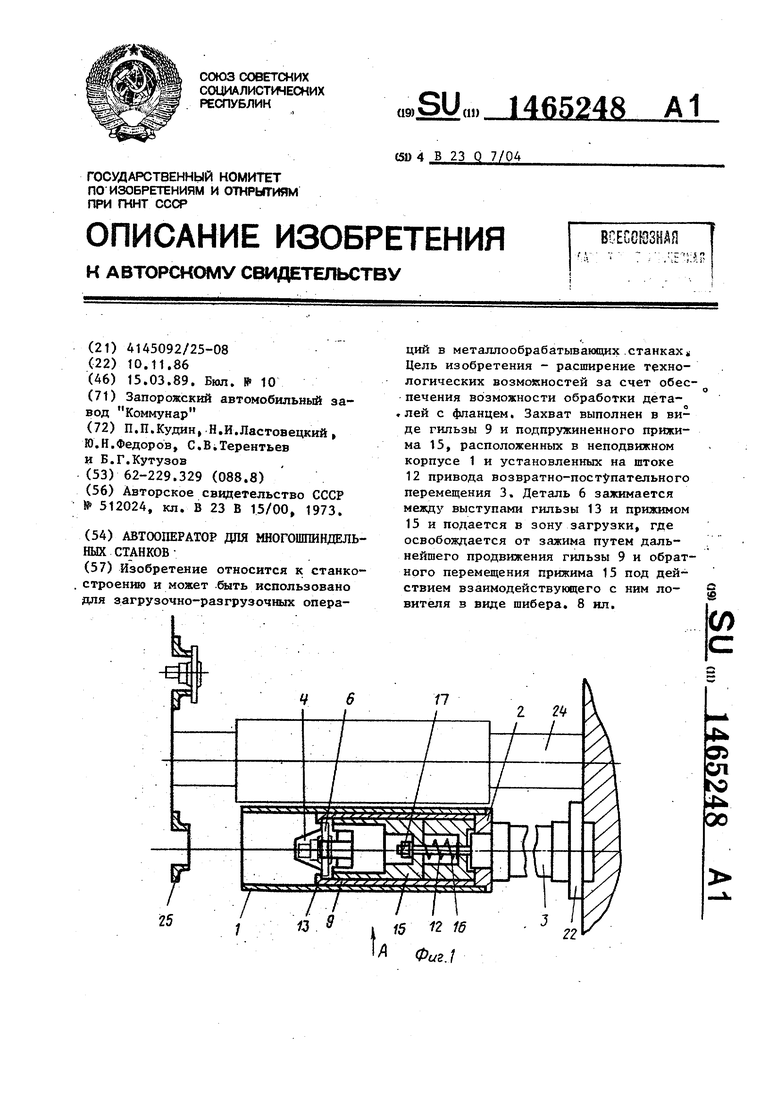
6-6
(pi/г.З
ф1/еЛ
/1
Г5
(pt/.6
/4
fus.8
Редактор Л.Веселовская
Составитель A,Медведев Техред м.Дидык
Заказ 870/18
Тираж 892
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва Ж-ЗЗ, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина,101
L
fjue.7
Корректор И. My ска
Подписное
| Устройство для загрузки и разгрузки многошпиндельных токарных полуавтоматов | 1973 |
|
SU512024A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
