Фиг.
Изобретение относится к обработке металлов давлением, в частности к производству труб, и может быть использовано при изгототвлении овальных труб для металлоконструкций, нагруженных усилиями нагиба, неодинаковыми в разных плоскостях, например для стрелы грузоподъемного крана.
Целью изобретения является повышение качества труб.
При овализации труб сварной шов располагают в плоскости с минимальными напряжениями от изгиба.
На фиг. 1 представлена схема осуществления предлагаемого способа; на фиг. 2 - распределение моментов в поперечном сечении трубы при ее безоправочной деформации.
Способ осуществляется следующим образом.
Круглую прямошовную трубу после формовки и сварки ориентируют по периметру трубы таким образом, чтобы сварной шов располагался в плоскости, образующей с
будущей малой осью овала угол Q arcsin,
что составляет примерно 39°32.
После ориентации сварного щва труба 1 поступает в двухвалковый калибр 2, где происходит ее овализация.
При безоправочной деформации круглой трубы 1 в овальную в двухвалковом калибре 2 трубу в поперечном сечении нагружают двумя противоположно направленными усилиями, которые можно представить сосредоточенными силами Р, прикладываемыми к кольцу радиуса R, равному среднему радиусу поперечного сечения трубы.
Распределение изгибающих моментов определено по формуле
M(e)(),
где М - изгибающий момент, Н м;
9 - угол, образованный с малой осью
овала;
Р -- сосредоточенные силы, Н; R средний радиус поперечного сечения трубы, м;
Из формулы видно, что при угле в, образующем с малой осью овала угол
arcsin, изгибающие моменты равны нулю
(точки 3 и З на фиг. 2).
При безоправочной деформации сварной шов ориентируют по периметру трубы и располагают в одной из двух плоскостей 3-3 или , образующих с малой осью овала
0
угол e a/ csm, где изгибающие моменты в
плоскости поперечного сечения трубы равны нулю.
Пример. Изготавливают круглую прямо- шовную сварную трубу с наружным диаметром, например 530 мм, и с толщиной стен- 5 ки 7 мм и устанавливают ее на две роликовые опоры, расположенные по краяти трубы, причем один из нескольких роликов роликовых опор были приводными.
После установки трубы включают привод роликовых опор и труба вращается до тех пор, пока сварной шов не оказывается в плоскости, образующей с будущей малой
осью овала угол Q arcsm-, что состав5 ляет примерно 39°32.
После ориентации сварного шва при помощи приводных валков (рольганга) трубу подают в двухвалковый калибр формовочной клети. Труба деформируется в овальную с размерами малой оси овала 440 мм и
0 большой оси овала 650 мм.
Использование изобретения повышает выход годного, так как исключается изгиб сварного шва в плоскости поперечного сечения трубы, вызывающий брак. Повышается также несущая способность овальной трубы,
5 вследствие того, что сварной шов располагают в плоскости между большой и малой осью овала, где напряжения изгиба значительно ниже, чем в вершине овала.
40
Формула изобретения
Способ изготовления овальных сварных прямолинейных труб, включающий операции формовки заготовки, сварки ее кромок и овализации трубы, отличающийся тем, что, с целью повышения качества труб, сварной шов трубы располагают под углом 6 arcsin- к малой оси овала.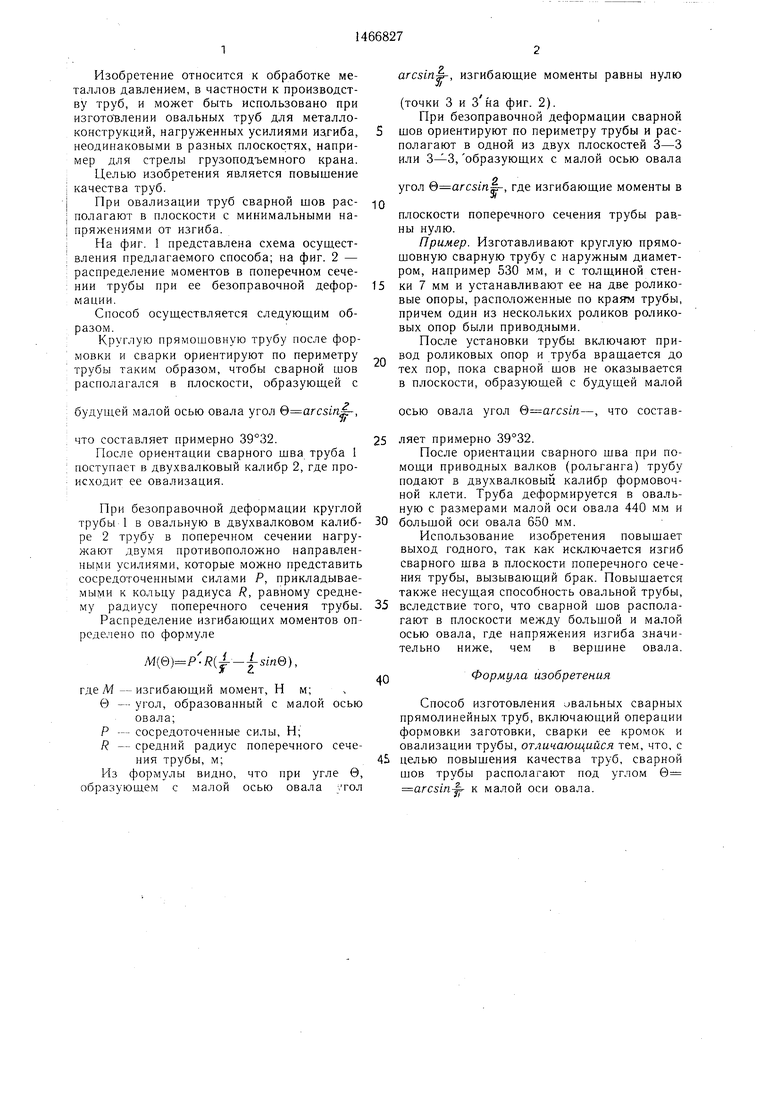
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 1992 |
|
RU2035247C1 |
| Пятиклетевой калибровочный стан для калибровки прямошовных электросварных труб | 2022 |
|
RU2817810C1 |
| Способ изготовления сварных прямошовных труб из титановых сплавов | 2016 |
|
RU2638476C1 |
| Способ изготовления сварных прямошовных труб | 1979 |
|
SU848115A1 |
| Сварочный узел стана для изготовления сварных прямошовных труб | 1980 |
|
SU902889A2 |
| Способ изготовления электросварных прямошовных труб | 2021 |
|
RU2763696C1 |
| СПОСОБ ПЕРЕПРОФИЛИРОВАНИЯ КРУГЛОЙ ТРУБЫ В ПРЯМОУГОЛЬНУЮ | 2020 |
|
RU2756683C1 |
| Способ изготовления сварных прямошовных труб | 1977 |
|
SU664707A1 |
| Способ изготовления сварных прямошовных труб | 1979 |
|
SU863056A1 |
| Способ непрерывного изготовления прямошовных сварных труб | 1982 |
|
SU1063501A1 |
Изобретение относится к обработке .металлов давлением и может быть использовано при изготовлении овальных труб для металлоконструкций. Цель изобретения - повышение качества труб. После формовки и сварки трубу овализируют в валковой клети. Сварной шов располагают под углом Q arcsin /7i к малой оси овала. В этом месте минимальны напряжения изгиба. Способ позволяет повысить несуплую способность металлоконструкций, изготовленных из овальных сварных прямошовных труб. 2 ил.
ФИ.1
| Способ изготовления профильных труб | 1983 |
|
SU1207549A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
