СП
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковое устройство | 1987 |
|
SU1459802A1 |
| Инструмент для поперечно-клиновой прокатки двух изделий типа ступенчатых валиков | 1987 |
|
SU1562051A1 |
| Способ изготовления деталей с удлиненной осью | 1985 |
|
SU1274831A2 |
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Узел стана для поперечно-клиновой прокатки штифтов | 1986 |
|
SU1459795A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновой прокатки | 1989 |
|
SU1639853A1 |
| УСТРОЙСТВО ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1999 |
|
RU2179904C2 |
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU715192A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления изделий типа стержней методом поперечно-клиновой прокатки. Цель изобретения - повышение качества изделий, экономия металла, повышение стойкости инструмента. Пруток приводится во вращения. На заходном участке клина, выполненного в виде ножа, производится отделение прокатываемой детали от прутка, в процессе которого образуется наплыв, равный длине технологического припуска на обрезку. На деформируещем участке клина пруток перемещается под действием наклонной деформирующей поверхности 4 клина 2 в сторону наклонной деформирующей поверхности 5 клина 3. При взаимодействии наплыва с наклонной деформирующей поверхностью 5 и калибрующей поверхностью 7 он вытесняется из зоны наплыва на торцовую часть прутка, в связи с чем размер технологического припуска на обрезку уменьшается до A 1. Экономия металла достигается за счет уменьшения размера технологического припуска на обрезку. Повышение качества изделий обеспечивается за счет увеличения точности их размеров. Повышение стойкости инструмента обеспечивается за счет устранения наплывов и наклепов. 3 ил.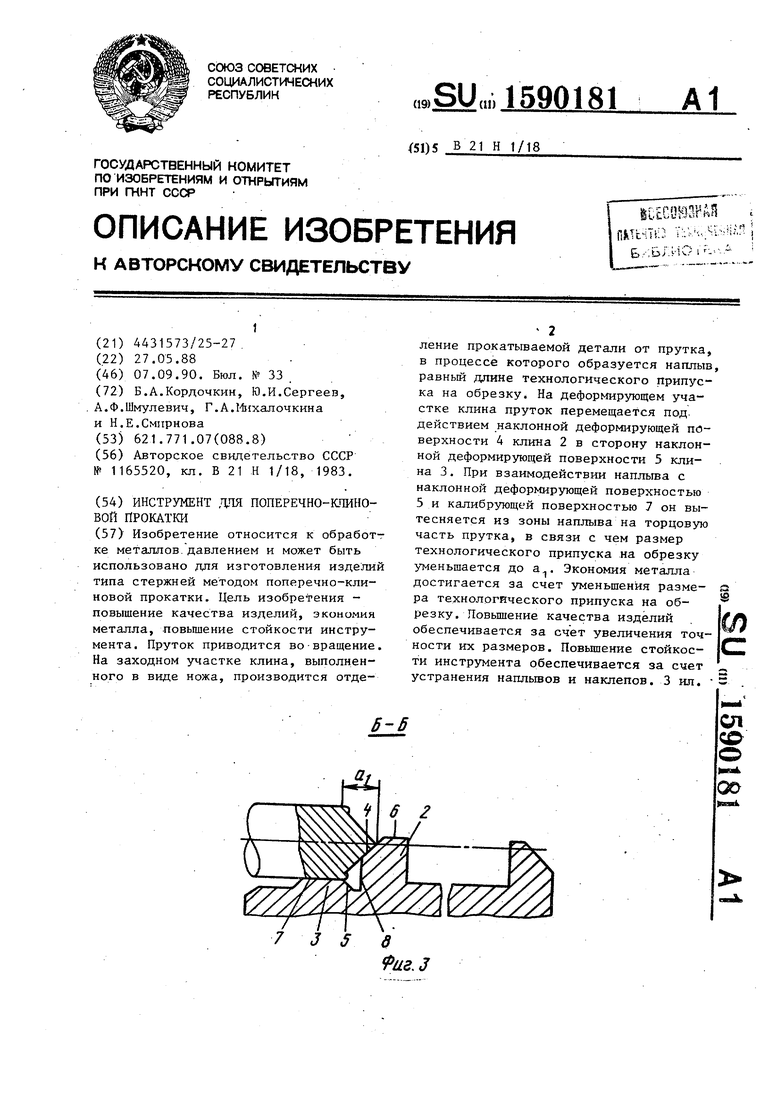
оа
Изобретение относится к обработке Металлов давлением и может быть ис- | ользовано в качестве технологической оснастки для изготовления изделий типа стержней методом поперечно-клиновой прокатки из пруткового материала.
Цель изобретения - повышение качества прокатанных деталей, повышение стойкости инструмента, экономия ме- талла.
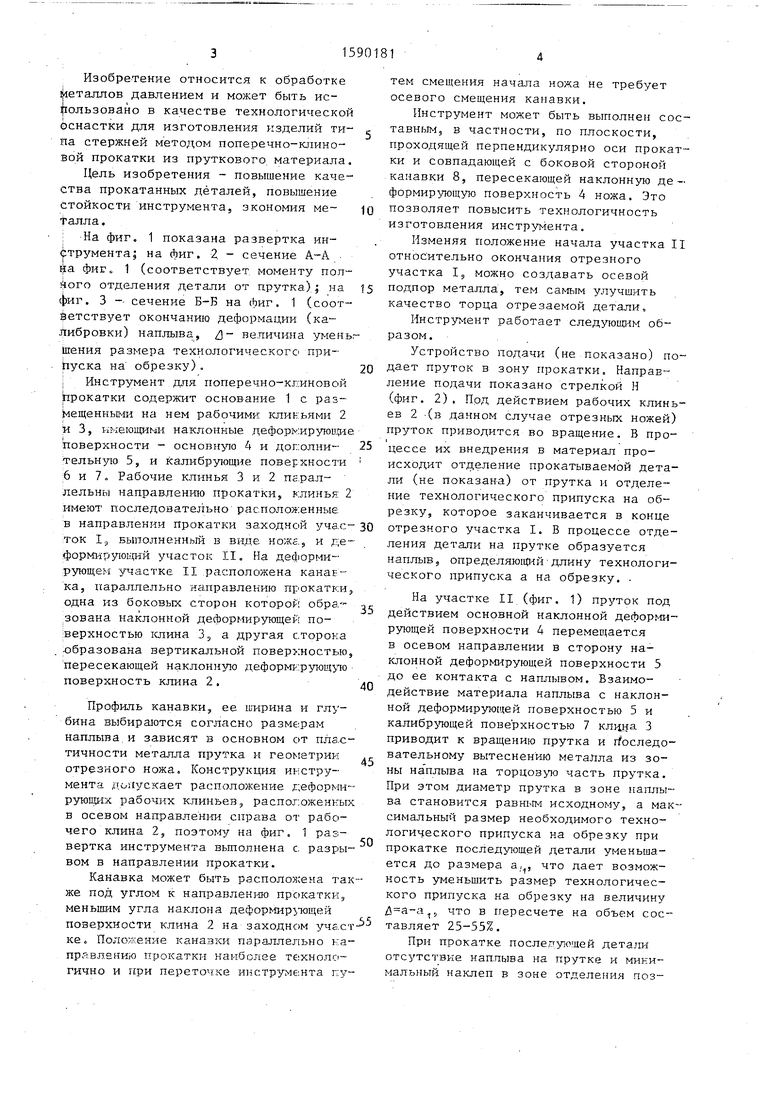
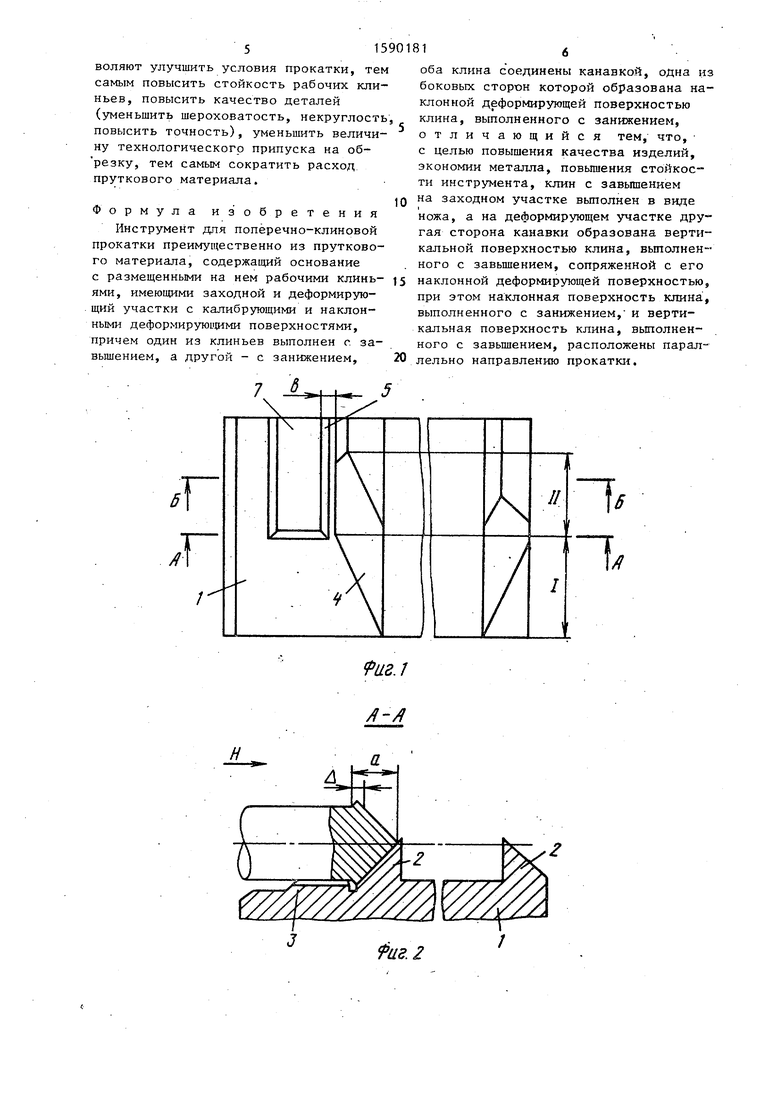
; На фиг. 1 показана развертка ин- фтрумента; на Лиг. 2 - сечение А-А . $а фиг,, 1 (соответствует, моменту пол- його отделения детали от прутка); на фиг. 3 -. сечение Б-Б на фиг. 1 (соответствует окончанию деформации (калибровки) наплыва, / величина уменьшения размера технологическогс при- Ьуска на обрезку).
i Инструмент для поперечно-клиновой рокатки содержит основание 1 с размещенными на нем рабочими клик:ьями 2 1и 3, ргкеющими наклонные дефор ::иругоц.тие поверхности - основн по 4 и дог:олни- тельную 5, и калибрующие поверхности ;6 и 7« Рабочие клинья 3 и 2 пг.рал- лельны направленшо прокатки, клинья: 2 имеют последовательно расположенные в направлении прокатки заходнсй уча.с- ток 1, выполненный в виде ножг, и деформирующий участок II. На дейюрми- рующем -участке II расположена канан-- ка, параллельно направлению П1:1окат1 :и, одна из боковых сторон которой обра- зована наклонной деформирующей поверхностью 1слина Зз а другая с.торока . образована вертикальной поверхностью, пересекающей наклонную д,еформ ;:рующ ю поверхность клина 2 .
Профиль канавки, ее ширина и глубина выбираются согласно разме рам наплыва.и зависят в основном от пластичности металла прутка и геометрии отрезного ножа. Конструкция инструмента допускает расположение деформирующих рабочих клиньев, расположенных в осевом направлении справа от рабочего клина 2, поэтому на фиг. 1 развертка инструмента вьшолнена с. paзpJЫ- вом в направлении прокатки.
Канавка может быть расположена также под углом к направлен1-по прокатки, меньшим угла наклона деформир- тощей поверхности клина 2 на заходном уча.ст ке. Положение каназки параллельно направлению прокатки наиболее т хноло- гично и при переточке инструмента пу
Q
S 0
5 О 0
0
тем смещения начала ножа не требует осевого смещения канавки.
Инструмент может быть выполнен составным, в частности, по плоскости, проходящей перпендикулярно оси прокатки и совпадающей с боковой стороной канавки 8, пересекающей наклонную деформирующую поверхность 4 ножа. Это позволяет повысить технологичность изготовления инструмента.
Изменяя положение начала участка II относительно окончания отрезного участка 1, можно создавать осевой подпор металла, тем самым улучшить качество торца отрезаемой детали.
Инструмент работает следующим образом.
Устройство подачи (не показано) подает пруток в зону прокатки. Направление подачи показано стрелкой Н (фиг. 2). Под действием рабочих клиньев 2 -(в данном случае отрезных ножей) пруток приводится во вращение. В процессе их внедрения в материал происходит отделение прокатываемой детали (не показана) от прутка и отделение технологического припуска на обрезку, которое заканчивается в конце отрезного участка I. В процессе отделения детали на прутке образуется наплыв, определяюисий-длину технологического припуска а на обрезку. .
На участке II.(фиг. 1) пруток под действием основной наклонной деформирующей поверхности 4 перемеп1ается в осевом направлении в сторону наклонной деформирующей поверхности 5 до ее контакта с наплывом. Взаимодействие материала наплыва с наклонной деформиру}ощей поверхностью 5 и калибр тощей поверхностью 7 клвда 3 приводит к вращению прутка и последовательному вытеснению металла из зоны на плыва на торцовую часть прутка. При этом диаметр прутка в зоне наплыва становится равньм исходному, а максимальный размер необходимого технологического припуска на обрезку при прокатке последующей детали уменьшается до размера а,, что дает возможность уменьшить размер технологического припуска на обрезку на величину что в пересчете на объем составляет 25-55%.
При прокатке последутошей детали отсутствие наплыва на прутке и минимальный наклеп в зоне отделения позволяют улучшить условия прокатки, тем самым повысить стойкость рабочих клиньев, повысить качество деталей (уменьшить шероховатость, некруглость, повысить точность), уменьшить величи- ну технологического припуска на об- резку, тем самым сократить расход пруткового материала.
Формула изобретения Инструмент для поперечно-клиновой прокатки преимущественно из пруткового материала, содержащий основание
10
оба клина с оединены канавкой, одна из боковых сторон которой образована наклонной деформирующей поверхностью клина, выполненного с занижением, отличающийся тем, что, с целью повышения качества изделий, экономии металла, повышения стойкости инструмента, клин с завышением на заходном участке вьтолнен в виде ножа, а на деформирующем участке другая сторона канавки образована вертикальной поверхностью клина, вьтолнен- ного с завьш1ением, сопряженной с его
с размещенными на нем рабочими клинь- 5 наклонной деформирующей поверхностью,
ями, имеющими заходной и деформирующий участки с калибрующими и наклонными деформируюищми поверхностями, причем один из клиньев выполнен с. завышением, а другой - с занижением.
при этом наклонная поверхность клина, выполненного с занижением, и вертикальная поверхность клина, выполненного с завьш1ением, расположены парал- 20 лельно направлению прокатк.
0
оба клина с оединены канавкой, одна из боковых сторон которой образована наклонной деформирующей поверхностью клина, выполненного с занижением, отличающийся тем, что, с целью повышения качества изделий, экономии металла, повышения стойкости инструмента, клин с завышением на заходном участке вьтолнен в виде ножа, а на деформирующем участке другая сторона канавки образована вертикальной поверхностью клина, вьтолнен- ного с завьш1ением, сопряженной с его
при этом наклонная поверхность клина, выполненного с занижением, и вертикальная поверхность клина, выполненного с завьш1ением, расположены парал- лельно направлению прокатк.
./
аг.2
| Инструмент для поперечно-клиновой прокатки | 1983 |
|
SU1165520A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
