со со
CD
о ел
Изобретение относится к металлообработке и предназначено для зажима цилиндрических деталей на металлорежущих станках
Целью изобретения является повышение производительности работы устройства посредством снижения трудоемкости переналадки.
вместе с втулкой 24 выдвинуты вправо и удерживаемая ограничителями 23 предыдущая обработанная деталь падает в приемный лоток (не показан). При перемещении штока 10 и втулки 24 влево штыри 25 убираются и деталь 45 опускается на опорные планки 26. При дальнейшем ходе втулки 24 влево зажим
| название | год | авторы | номер документа |
|---|---|---|---|
| Захват промышленного робота | 1987 |
|
SU1509247A1 |
| Устройство для извлечения кольцевых прокладок из базовых деталей изделия | 1991 |
|
SU1813607A1 |
| Захват промышленного робота | 1985 |
|
SU1288051A1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| ПРИСПОСОБЛЕНИЕ К МНОГОПИЛЬНОМУ СТАНКУ ДЛЯ РАЗРЕЗАНИЯ ДЕРЕВЯННЫХ ГНУТОКЛЕЕНЫХ БЛОКОВ | 1965 |
|
SU175639A1 |
| Устройство для подачи материала в рабочую зону пресса | 1983 |
|
SU1346305A1 |
| Станок для суперфиниширования | 1976 |
|
SU722742A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2010687C1 |
| Автомат для изготовления пружинных шайб | 1983 |
|
SU1161217A1 |
| Зажимное устройство для закрепления изделий | 1972 |
|
SU473340A3 |


Изобретение относится к металлообработке и предназначено для зажима цилиндрических деталей на станках. Цель изобретения - повышение производительности работы устройства посредством снижения трудоемкости переналадки. На базовой плите 1 закреплены сменный зажимной блок 19, силовой цилиндр 9, шток 10 которого соединен поперечной траверсой 13 с двумя тягами. Зажимной блок 19 снабжен захватными головками для сопряжения с тягами, на концах которых выполнены поперечные Т-образные пазы. На базовой плите 1 закреплена шарнирная стойка 34, связанная осью 35 с двуплечим рычагом 36, который соединен осями 37, 38 с пальцем 39, имеющим буртик 41, и винтом 40. На блоке 19 выполнен паз 42, предназначенный для взаимодействия с буртиком 41. Деталь 45 опускается на позицию закреплений зажимного блока 19 и при перемещении штока 10 закрепляется. Для переналадки устройства на обработку детали другого типоразмера меняется зажимной блок 19. Для этого вращением гайки 44 освобождают винт 40. 3 ил. S (Л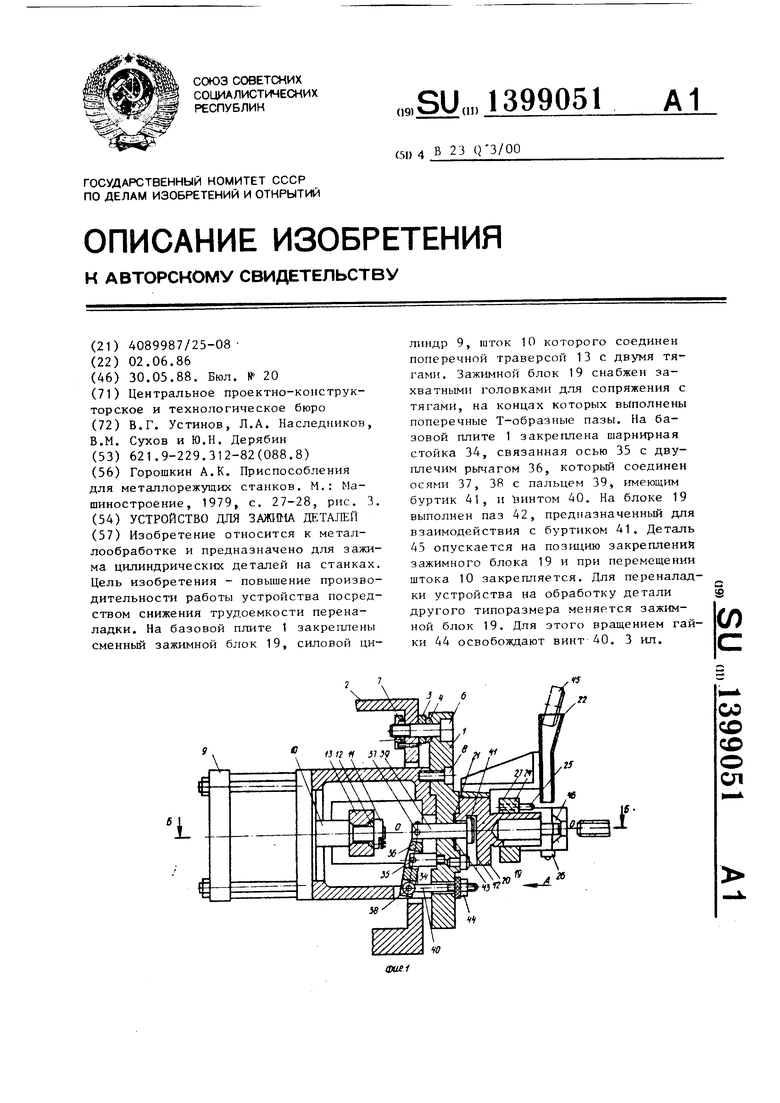
На фиг. 1 представлено устройство, JQ детали 45 конусной поверхностью 46.
разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство для зажима содержит базовую плиту 1, установленную на опорной бабке 2 станка при помощи комп- j лекта регулировочных подкладок 3, сверических щайб 4, 5 и винтов 6 с гайками 7. На базовой плите 1 закреплен винтами 8 силовой цилиндр 9, на штоке 10 которого с помощью гайки 11 20 и шайбы 12 закреплена поперечная траверса 13, соединенная шарнирно при
помощи осей 14 и 15 с парой тяг 16 и 17. На опорную плоскость 18 базовой плиты 1 установлен сменньй зажимной блок 19, содержащий корпус 20 с цент- рирукицим пояском 21, направляющий лоток 22, ограничители 23 (фиг. 2), втулку 24 с отсечными штырями 25 и опорными планками 26. .30
Во фланец 27 втулки 24 ввинчены стержни 28 и 29 с захватными головками 30 и 31, соосными тягам 16 и 17 на концах которых выполнены Т-образные пазы 32 и 33 для сопряжения с го- 35 ловками 30 и 31.
На противоположной стороне базовой плиты 1 закреплена шарнирная стойка 34, связанная осью 35 с двуплечим рычагом 36, который соединен осями 40 37 и 38 с пальцем 39 и винтом 40. Палец 39 расположен соосно силовому цилиндру 9 и зажимному блоку 19 и снабжен на конце буртиком 41, сопряженным с Т-образным пазом 42, выполненным дЗ в поперечном направлении на корпусе 20 зажимного блока 19, со стороны при- валочного торца 43. Винт 40 смещен относительно оси 00 зажимного блока 19 и на конец его навернута гайка 44. Для зажима обрабатываемой детали 45 на втулке 24 имеется конусная поверхность 46.
Зажимное устройство работает следующим образом.55
При правом крайнем положении штока 10 силового цилиндра 9 обрабатываемая деталь 45 опускается на отсечные штыри 25. При этом опорные планки 26
50
После обработки детали 45 цикл повто ряется.
Для переналадки устройства на обработку другого типоразмера детали необходимо сменить зажимной блок 19 Для этого вращением гайки 44 освобож дают винт 40. При этом палец 39 чере посредство рычага 36 получает возмож ность осевого перемещения вправо. За тем зажимной блок 19 перемещают впра во на величину, несколько превьщ1ающу высоту центрирующего пояска 21 на то це корпуса 20 зажимного блока 19, и вертикальным перемещением вверх снимают блок 19. При этом захватные головки 30 и 31 стержней 28 и 29 свободно выходят из открытых вверх Т- образных пазов 32 и 33 на тягах 16 и 17, а открытый вниз Т-образный паз 42 обеспечивает свободный съем корпуса 20 блока 19 с буртика 41 пальца 39.
Затем другой зажимной блок, настроенный на обработку детали другого типоразмера, опускают вертикально вниз таким образом, что захватные головки 30 и 31 входят в открытые Т- образные пазы 32 и 33 тяг 16 и 17, а Т-образный паз 42 охватывает бурти 41 пальца 39. Далее осевым перемещением центрируют устанавливаемый блок 19, а вращением гайки 44 и последующей затяжкой ее гаечным ключом закре пляют блок 19. Для ускорения вращени гайка 44 снабжена цилиндрическим поя ском с сетчатой накаткой.
Формула изобретения
Устройство для зажима деталей, содержащее закрепленные на базовой плите сменный зажимной блок, щтoкj соединенный поперечной траверсой с тягами, и фиксирукнций элемент, от личающееся тем, что, с целью повьщ1ения производительности работы устройства, зажимной блок снабжен з;ахватными головками, а фиксирующий элемент выполнен в виде распоJQ детали 45 конусной поверхностью 46.
j 20
30
5
0З
5
0
После обработки детали 45 цикл повторяется.
Для переналадки устройства на обработку другого типоразмера детали необходимо сменить зажимной блок 19. Для этого вращением гайки 44 освобождают винт 40. При этом палец 39 через посредство рычага 36 получает возможность осевого перемещения вправо. Затем зажимной блок 19 перемещают вправо на величину, несколько превьщ1ающую высоту центрирующего пояска 21 на торце корпуса 20 зажимного блока 19, и вертикальным перемещением вверх снимают блок 19. При этом захватные головки 30 и 31 стержней 28 и 29 свободно выходят из открытых вверх Т- образных пазов 32 и 33 на тягах 16 и 17, а открытый вниз Т-образный паз 42 обеспечивает свободный съем корпуса 20 блока 19 с буртика 41 пальца 39.
Затем другой зажимной блок, настроенный на обработку детали другого типоразмера, опускают вертикально вниз таким образом, что захватные головки 30 и 31 входят в открытые Т- образные пазы 32 и 33 тяг 16 и 17, а Т-образный паз 42 охватывает буртик 41 пальца 39. Далее осевым перемещением центрируют устанавливаемый блок 19, а вращением гайки 44 и последующей затяжкой ее гаечным ключом закрепляют блок 19. Для ускорения вращения гайка 44 снабжена цилиндрическим пояском с сетчатой накаткой.
Формула изобретения
Устройство для зажима деталей, содержащее закрепленные на базовой плите сменный зажимной блок, щтoкj соединенный поперечной траверсой с тягами, и фиксирукнций элемент, отличающееся тем, что, с целью повьщ1ения производительности работы устройства, зажимной блок снабжен з;ахватными головками, а фиксирующий элемент выполнен в виде расположенного на плите двуплечего рычага, на одном конце которого установлен соосно зажимному блоку палец с буртиком, а на другом - винтовой механизм, при этом на концах тяг и
Z2
ЗЛМ7
сменном зажимном блоке выполнены пазы, предназначенные для взаимодействия с захватными головками зажимного блока и буртиком пальца соответственно.
. Z
J.MT
IB 027
28
| Гррошкин А.К | |||
| Приспособления для металлорежущих станков | |||
| М,: Машиностроение, 1979, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
