1
Изобретение относится к машиностроению, а именно к ориентирунищм и загружающим устройствам, и может быть использовано везде, где нейб- ходимо формирование пакетов пластин.
Целью изобретения является упрощение конструкции и повьш1ение производительности при упаковке плоских изделий с отверстиями.
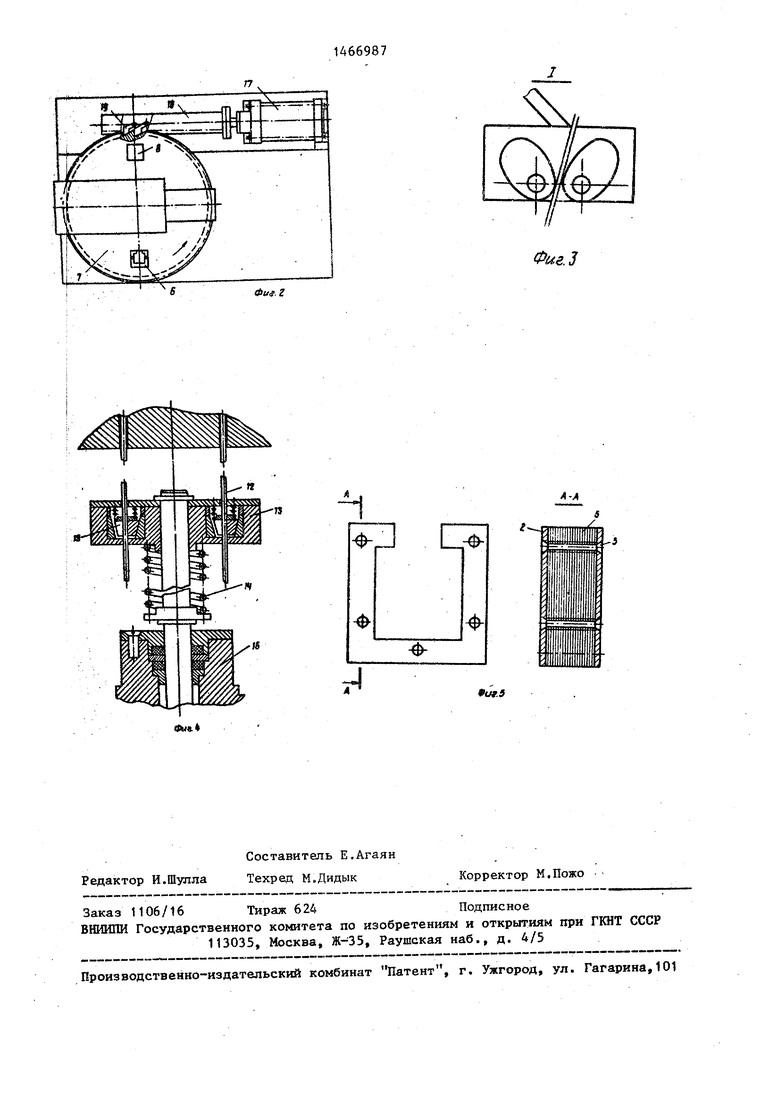
На фиг. 1 представлено устройство, вид сбоку с местным разрезом; на фиг.2 - то же,вид сверху; на фиг.З - узел ,I на фиг.1; на фиг.4 - механизм фиксации концов проволоки устройства; на фиг. 5 - форма пакета пластин и разрез А-А.
Устройство состоит из станины 1, несущей поворотньй диск 2, каналы 3
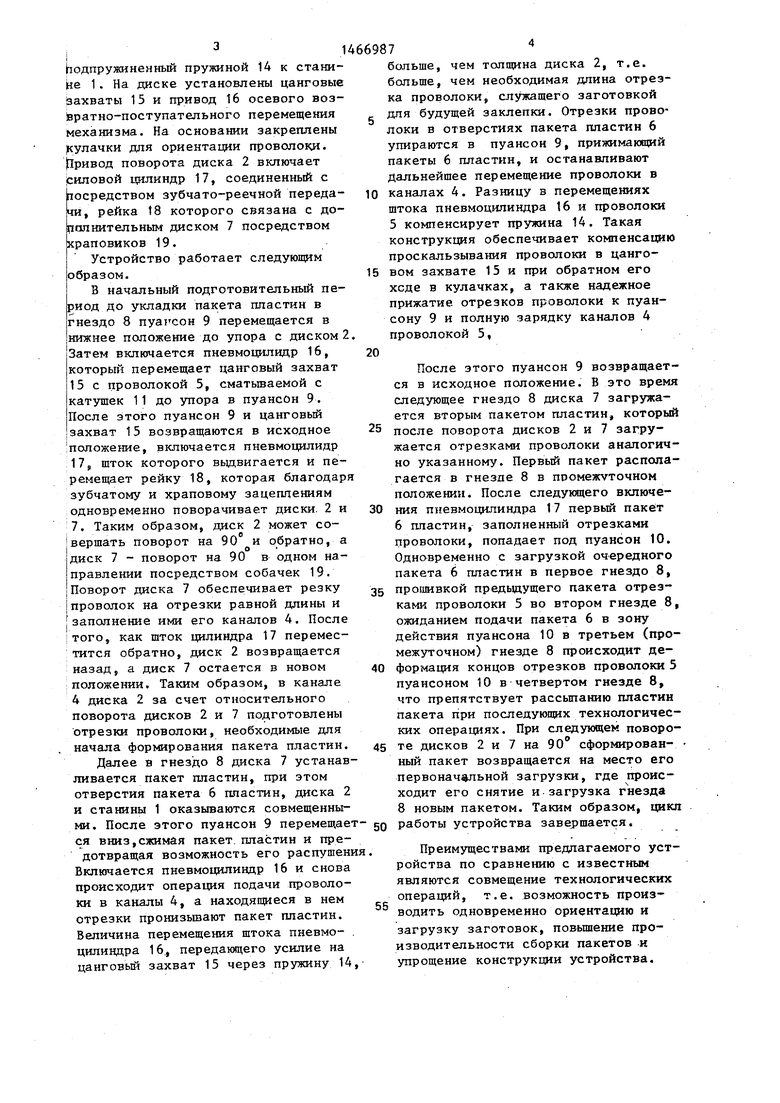
в станине 1 и прорези 4 в поворотном диске 2 для направления проволоки 5 в рабочую зону к формируемому пакету 6. Имеется средство 6 для удержания пакета и подачи его в рабочую зону, вьтолненное в виде смонтированного соосно диску 2 дополнительного диска 7 с четьфьмя гнездами 8 для размещения в них пакета 6 изделий. Над диском 7 симметрично относительно его оси расположен пуансон 9 для ограничения свободных концов проволоки 5 и пуансон 10 для фиксации концов проволоки. Кроме того, имеется механизм подачи проволоки 5 с катушек 11 в каналы 3 станины и механизм фиксации отрезанных концов 12 проволоки, включаняций диск 13,
о:
О5 СО 00
1466987
Нодпружиненный пружиной 14 к стани- Йе 1. На диске установлены цанговые захваты 15 и привод 16 осевого воз- йратно-поступательного перемещения механизма. На основании закреплены |кулачки доя ориентации проволоки. {1ривод поворота диска 2 включает (СИЛОВОЙ цилиндр 17, соединенный с посредством зубчато-реечной переда- ю чи, рейка 18 которого связана с до- Ьолнительным диском 7 посредством краповиков 19.
I Устройство работает следующим образом.
В начальный подготовительный пе- 1ИОД до укладки пакета ппастин в гнездо 8 9 перемещается в |нижнее положение до упора с диском 2. 13атем включается пневмощшидр 16,20
который перемещает цанговый захват |15 с проволокой 5, сматываемой с |катушек 11 до упора в пуансон 9. После этого пуансон 9 и цанговый I захват 15 возвращаются в исходное :положение, включается пневмоцилидр 17, шток которого выдвигается и перемещает рейку 18, которая благодаря зубчатому и храповому зацеплениям одновременно поворачивает диски. 2 и 30 7. Таким образом, диск 2 может со- 1вершать поворот на 90 и обратно, а 1диск 7 - поворот на 90 в одном на- Iправлении посредством собачек 19. Поворот диска 7 обеспечивает резку gg iпроволок на отрезки равной длины и заполнение ими его каналов 4. После I того, как шток цилиндра 17 переместится обратно, диск 2 возвращается назад, а диск 7 остается в новом40
положении. Таким образом, в канале 4 диска 2 за счет относительного поворота дисков 2 и 7 подготовлены отрезки проволоки, необходимые для начала формирования пакета пластин. 45
Далее в гнездо 8 диска 7 устанавливается пакет гшастин, при этом отверстия пакета 6 пластин, диска 2
25
больше, чем толщина диска 2, т больше, чем необходимая дпина о ка проволоки, служащего заготов для будущей заклепки. Отрезки п локи в отверстиях пакета пласти упираются в пуансон 9, прижима пакеты 6 пластин, и останавлива дальнейшее перемещение проволо каналах 4. Разницу в перемещени штока пневмоцилиндра 16 и пров 5 компенсирует пружина 14. Так конструкция обеспечивает компе проскальзывания проволоки в ца вом захвате 15 и при обратном хсде в кулачках, а также надеж прижатие отрезков проволоки к сону 9 и полную зарядку канало проволокой 5,
После этого пуансон 9 возвр ся в исходное положение. В это следующее гнездо 8 диска 7 заг ется вторым пакетом пластин, к после поворота дисков 2 и 7 за жается отрезками проволоки ана но указанному. Первый пакет ра гается в гнезде 8 в промежуточ положении. После следуияцего вк ния пневмоцилиндра 17 первый п 6 ппастин, заполненный отрезка проволоки, попадает под пуансо Одновременно с загрузкой очере пакета 6 пластин в первое гнез прошивкой предьщущего пакета о ками проволоки 5 во втором гне ожиданием подачи пакета 6 в зо действия пуансона 10 в третьем межуточном) гнезде 8 происходи формация концов отрезков прово пуансоном 10 в четвертом гнезд что препятствует рассыпанию пл пакета при последующих технол ких операциях. При следующем те дисков 2 и 7 на 90 сформир ный пакет возвращается на мес первоначальной загрузки, где ходит его снятие и загрузка г 8 новым пакетом. Таким образо
и станины 1 оказываются совмещенными. После этого пуансон 9 перемещает- 50 работы устройства завершается ся вниз,сжимая пакет ппастин и предотвращая возможность его распушения. Включается пневмоцилиндр 16 и скова происходит операция подачи проволоки в каналы 4, а находящиеся в нем g отрезки пронизьшают пакет ппастин. Величина перемещения штока пневмоцилиндра 16., передающего усилие на цанговый захват 15 через пружину 14,
Преимуществами предлагаемог ройства по сравнению с известн являются совмещение технологич операций, т.е. возможность пр водить одновременно ориентацию загрузку заготовок, повьш1ение изводительности сборки пакетов упрощение конструкции устройст
5
0
30 gg 40
45
5
больше, чем толщина диска 2, т.е. больше, чем необходимая дпина отрезка проволоки, служащего заготовкой для будущей заклепки. Отрезки проволоки в отверстиях пакета пластин 6 упираются в пуансон 9, прижимакхций пакеты 6 пластин, и останавливают дальнейшее перемещение проволоки в каналах 4. Разницу в перемещениях штока пневмоцилиндра 16 и проволоки 5 компенсирует пружина 14. Такая конструкция обеспечивает компенсацию проскальзывания проволоки в цанговом захвате 15 и при обратном его хсде в кулачках, а также надежное прижатие отрезков проволоки к пуансону 9 и полную зарядку каналов 4 проволокой 5,
После этого пуансон 9 возвращается в исходное положение. В это время следующее гнездо 8 диска 7 загружается вторым пакетом пластин, который после поворота дисков 2 и 7 загружается отрезками проволоки аналогично указанному. Первый пакет располагается в гнезде 8 в промежуточном положении. После следуияцего включения пневмоцилиндра 17 первый пакет 6 ппастин, заполненный отрезками проволоки, попадает под пуансон 10. Одновременно с загрузкой очередного пакета 6 пластин в первое гнездо 8, прошивкой предьщущего пакета отрезками проволоки 5 во втором гнезде 8, ожиданием подачи пакета 6 в зону действия пуансона 10 в третьем (промежуточном) гнезде 8 происходит деформация концов отрезков проволоки 5 пуансоном 10 в четвертом гнезде 8, что препятствует рассыпанию пластин пакета при последующих технологических операциях. При следующем повороте дисков 2 и 7 на 90 сформирован- ный пакет возвращается на место его первоначальной загрузки, где происходит его снятие и загрузка гнезда 8 новым пакетом. Таким образом, цикл
50 работы устройства завершается g
работы устройства завершается
Преимуществами предлагаемого устройства по сравнению с известным являются совмещение технологических операций, т.е. возможность производить одновременно ориентацию и загрузку заготовок, повьш1ение производительности сборки пакетов и упрощение конструкции устройства.
формула
5
3 о б р
1466987
1. Устройство для упаковки пакета изделий проволокой, содержащее средство для удержания и подачи пакета изделий в рабочую зону, приспособление для направления проволоки в рабочую зону к формируемому пакету изделий и резки ее, включающее смонтированный на станине поворотный диск с проходящими через них сквозными поперечными отверстиями для завода проволоки, ограничитель свободных концов проволоки и механизм фиксации их положения, механизм подачи проволоки с катушек в каналы станины и механизм фиксации отрезанных концов проволоки, отличающееся тем, что, с целью упрощения конструкции и повышения производительности при упаковке плоских изделий с отверстиями, средство для удержания и подачи изделий в рабочую зону вьптолнено в виде установленного соосно диску и кинематически связане т е и и я ного с его приводом дополнительного диска с по меньшей мере четырьмя сквозными гнездами для размещения пакета изделий, а ограничитапь свободных концов проволоки и механизм ее фиксации вьтолнен в виде расположенных симметрично оси дополнительного .диска над его гнездами двух 10 пуансонов.
2.Устройство по п. 1, о т л и- чающееся тем, что, механизм фиксации отрезанных концов проволоки
15 имеет размещенное в плоскости станины подпружиненное основание в виде диска с цанговым захватом, размещенным под соответствующими каналами станины, и привод осевого возвратно20 поступательного перемещения.
3.Устройство по п. 1, о т л и- чающееся тем, что привод поворота диска вьтолнен в виде зубчато-реечной передачи, а рейка при25 вода связана с дополнительным диском посредством храпового механизма.
1466987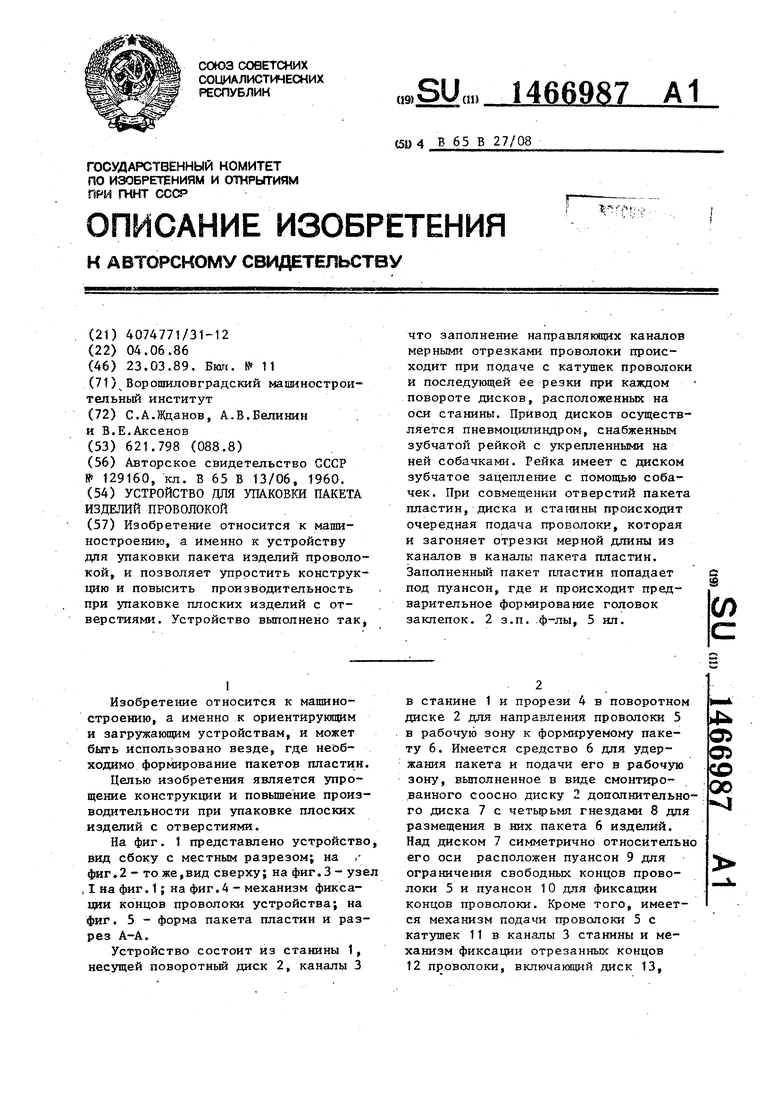
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Устройство для пакетирования сортового проката и труб | 1990 |
|
SU1742136A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Станок для намотки коллекторных элек-ТРичЕСКиХ МАшиН | 1978 |
|
SU817886A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1970 |
|
SU265849A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| ИЗГОТОВЛЕНИЯ РЫБОЛОВНЫХ КРЮЧКОВ | 1970 |
|
SU270677A1 |
| Способ резки П-образных профилей и штамп для его осуществления | 1988 |
|
SU1766633A1 |
| Устройство для зачистки | 1990 |
|
SU1766691A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |

Изобретение относится к машиностроению, а именно к устройству для упаковки пакета изделий проволокой, и позволяет упростить конструкцию и повысить производительность при упаковке плоских изделий с отверстиями. Устройство выполнено так, что заполнение направлякщих каналов мерными отрезками проволоки происходит при подаче с катушек проволоки и последующей ее резки при каждом повороте дисков, расположенных на оси станины. Привод дисков осуществляется пневмоцилиндром, снабженным зубчатой рейкой с укрепленными на ней собачками. Рейка имеет с диском зубчатое зацепление с помощью собачек. При совмещении отверстий пакета пластин, диска и станины происходит очередная подача проволоки, которая и загоняет отрезки мерной длины из каналов в каналы пакета пластин. Заполненный пакет пластин попадает под пуансон, где и происходит предварительное формирование головок заклепок. 2 з.п. .ф-лы, 5 ип. (Л
Фиа.1
Фи&.1
rl
A-fi
9иг.5
| Машина для вязки бунтов проволоки и пакетов сортового металла | 1959 |
|
SU129160A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
