7
15
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Разматыватель рулонов полосы консольного типа | 1990 |
|
SU1764735A1 |
| Проволочная моталка | 1982 |
|
SU1031553A1 |
| Моталка | 1978 |
|
SU719769A1 |
| Система управления реверсивным станом холодной прокатки | 1983 |
|
SU1156755A1 |
| Рабочая клеть для поперечной прокатки металлических полос | 1989 |
|
SU1632528A1 |
| СПОСОБ ОБРАБОТКИ ТОНКОЙ ПОЛОСЫ ПЕРЕД СМОТКОЙ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2240878C2 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2264876C1 |
| Моталка с укладчиком для мелкосортного проката | 1978 |
|
SU694244A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2379139C1 |
| Устройство для автоматической точной остановки реверсивного прокатного стана с моталками | 1977 |
|
SU692648A1 |
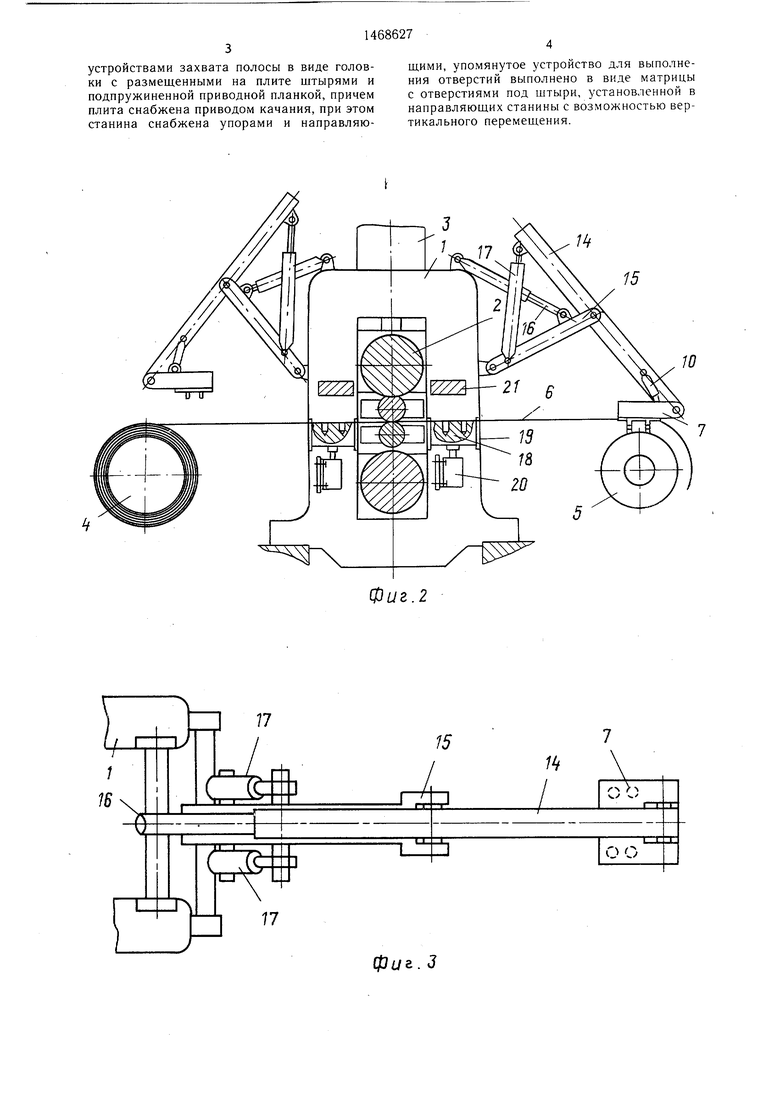

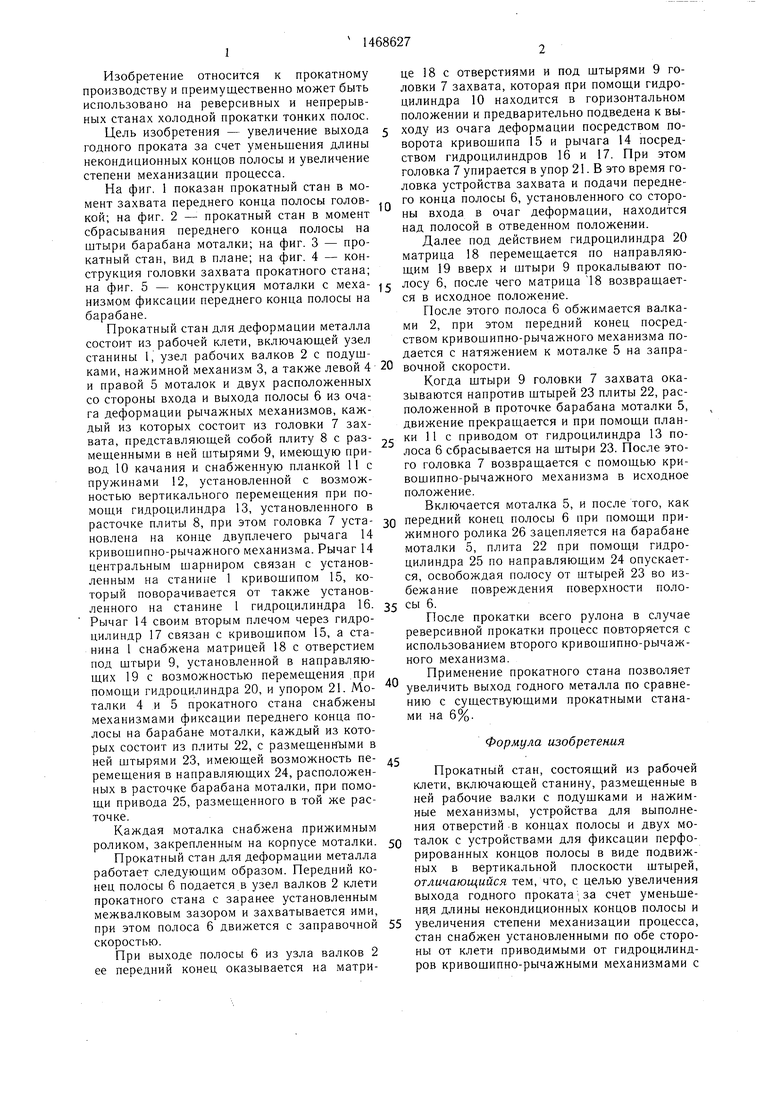
Изобретение относится к прокатному производству и преимущественно может быть использовано на реверсивных и непрерывных станах холодной прокатки тонких полос. Цель изобретения - увеличение выхода годного проката за счет уменьшения длины некондиционных концов полосы и увеличения степени механизации процесса. В концах полосы 6 пробивают отверстия посредством матрицы 18 и штырей 9 головки 7. Матрица 18 отходит вниз. Полоса 6. закрепленная на штырях 9, посредством криво- шипно-рычажного механизма с натяжением передается на моталки 4 или 5. В результате того достигается необходимое обжатие переднего конца полосы, что ведет к увеличению выхода годного проката. Передача переднего конца полосы, сброс его на штыри моталки и закрепление полностью механизированы 5 ил.
Фиг.2
фи&. 3
1Ъ
25
| Целиков А | |||
| Н | |||
| и др | |||
| Прокатные станы | |||
| М.: Металлургиздат, 1958, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Пишущая машина | 1922 |
|
SU37A1 |
| Способ закрепления полосы при намотке на барабан моталки | 1975 |
|
SU517350A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
