ществлять заправку полосы в щель между роликами 6 и кольцом 9. Перемещая кольцо 9 в направлении комплекта кот нических роликов, уменьшают, благодаря встречной конусности, зазор между ними. При движении в обратном направлении зазор увеличивается. Вал 3 постоянно вращается. Каждый цикл прокатки непрерывен. За счет сокращения длительности пауз между прокаткой отдельных участков полосы и их полного отсутствия во время раскатки каждого отдельного участка- производительность возрастает. 1 ил.
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Разматыватель рулонов полосы консольного типа | 1990 |
|
SU1764735A1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Нятяжное устройство | 1984 |
|
SU1186311A1 |
| Устройство для измерения жесткости рабочей клети прокатного стана | 1990 |
|
SU1722629A1 |
| УСТАНОВКА ДЛЯ ПРОКАТКИ ТОНКОЙ ЛЕНТЫ | 2010 |
|
RU2427435C1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1310051A1 |
Изобретение относится к прокатному производству и может быть ис9 1 10 //////// /7 ///////// пользовано для поперечной прокатки тонких полос. Цель изобретения - повышение производительности путем непрерывности проведения каждого цикла прокатки. В процессе пластической деформации полосы 8 вращающийся приводной вал 3 с посаженной на нем направляющей обоймой 5 вовлекает благодаря силам трения во враи(ательное движение комплект конических роликов 6, которые, вращаясь вокруг оси приводного вала с одновременным вращением вокруг собственной оси, осуществляют поперечную раскатку полосы. ДеЛюрмирую- щее кольцо 9 устанавливают в станине с возможностью осевого перемещения, в результате чего можно изменять степень деЛормации полосы и осуS (Л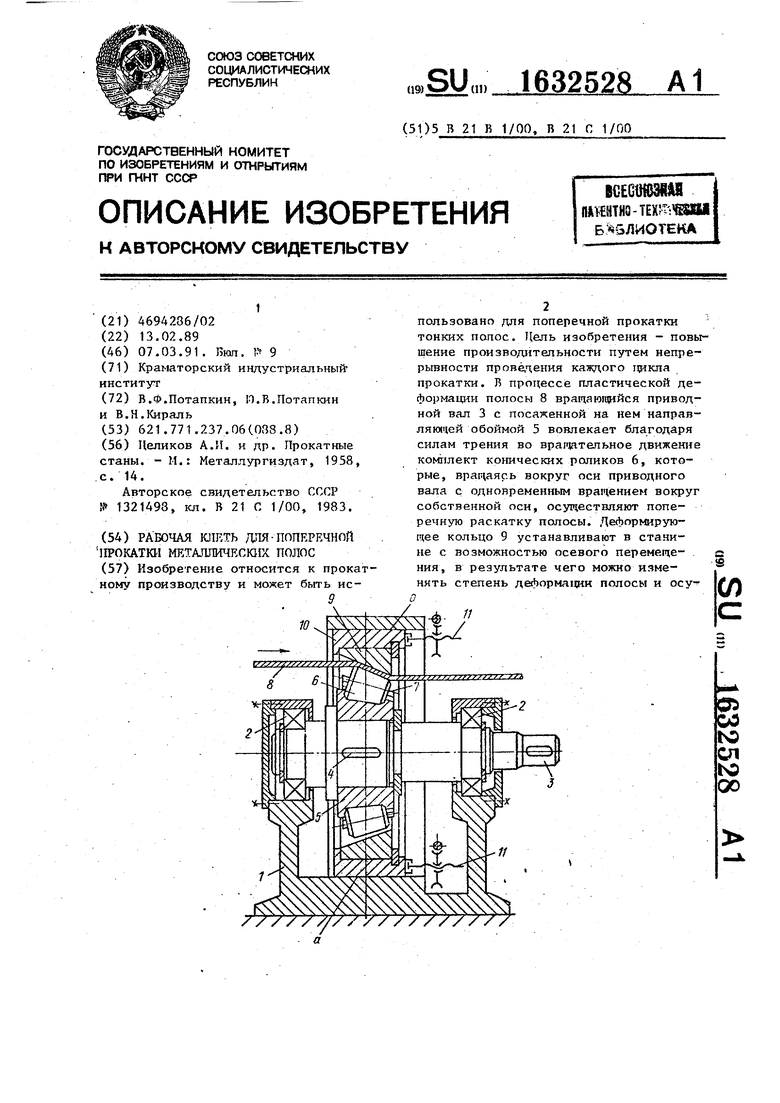
Изобретение относится к прокатному производству и может быть использовано для поперечной прокатки тон- ких полос.
Целью изобретения является повышение производительности путем непрерывности проведения каждого цикла прокатки.
На чертеже представлена рабочая клеть для поперечной прокатки металлических полос.
Рабочая клеть состоит из станины 1, где на подшипниковых опорах 2 установлен приводной вал 3, на который посажена зафиксированная от поворота с помощью гапонки 4 направляющая обойма 5, на последнюю опирается комплект конических роликов Ь, уставов- ленных в сепараторе 7.
Прокатываемая полоса И заправляется между комплектом конических роликов 6 и деформирующим клином, выполненным в виде( кольца 9 с внутренней конусностью, противоположной конусности комплекта роликов 6,.Кольцо 9 установлено в цилиндрической обойме 10, изготовленной из антифрикционного материала, имеющей возможность осевого перемещения в направляющих станины 1, с помощью червячно-винтового привода 11 .
Клеть работает следующим образом. При заправке полосы в рабочую клеть полосу подают с левой моталки в щель, образованную между комплектом коничес- ким роликом 6 и кольцом 9 (обойма 10 с установленным на ней кольцом 9 занимает крайнее правое положение), и заправляют на правой моталке. На чертеже обе моталки условно не показаны. Затем включают привод вращения приводного вала 3 с установленной на нем направляющей обоймой 5, которая, вращаясь, приводит во вращение, благодаря силам трения между роликами 6 и обоймой 5, комплект конических роликов 6. Перемещая с помощью механизмов 11 обойму 10 с установленным в ней кольцом 9, добиваются обжатия полосы 8, заправленной между комплектом конических роликов 6 и коническим кольцом 9. Обжатие полосы регулируется осевым перемещением с помощью механизмов 11, кольца 9 и обоймы 10, при этом, благодаря встречной конусности комплекта роликов 6 и кольца 9, происходит изменение зазора между последними. С целью снижения износа поверхностей ot, обойма 10 изготовлена из антифрикционного материала. После раскатки полосы 8 до нужного размера обойму 1-0 и кольцо 9 отводят от комплекта конических роликов 6, добиваясь образования зазора между последними, достаточного для свободного перемещения полосы через клеть так, чтобы из очага деформации вышел раскатанный и зашел недеформированный участок полосы. При этом приводной вал 3, опорная обойма 5 и комплект конических роликов 6 непрерывно вращаются, благодаря чему снижаются динамические нагрузки на привод, связанные с разгоном и торможением послед- него, а также сокращается время пауз. После выполнения выпе сказанного все операции повторяются для вновь заправленного участка полосы до тех пор пока не будет раскатан весь рулон.
Формула изобретения
Рабочая клеть для поперечной прокатки металлических полос, включающая станину, рабочие ролики, установленные в ней с возможностью перемещения перпендикулярно оси прокатки, и деформирующий клин, смонтированный с возможностью перемещения вдоль оси прокатки, отличающаяся тем, что, с целью повышения производительности путем непрерывности про- : ведения каждого цикла прокатки, клеть
516325286
снабжена установленным в опорах при-нутую обойму, а деформирующий клин
водным валом с обоймой, ролики выпол- выполнен в виде охватывающего ролики нены коническими, установлены в коль- кольца с внутренней конической по- цевом сепараторе и оперты на упомя-верхностью и снабжен приводом.
| Целиков А.Я | |||
| и др | |||
| Прокатные станы | |||
| - II.: Металлургиздат, 1958, с | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
