Изобретение относится к области управления электроприводами реверсивных прокатных станов и предназначено для применения в системах автоматической точной остановки станов с моталками для прокатки черных и цветных металлов, в частности реверсивных станов холодной прокатки.
Известно устройство для автоматической точной остановки, реверсивных станов холодной прокатки, содержащее импульсные датчики угла: поворота моталок, блок измерения длины полосы на моталке, дешифратор, блок измерения частоты вращения валков клети, бло1 сравнения, выходной преобразователь, управляемый двигатель. Команда на начало замедления станов в конце каждого пропуска формируется в функции длины остатка полосы на разматывающей моталке и частоты вращения клети.
В этом устройстве не учитывается скорость входа металла в клеть и, следовательно, его обжатие. При наличии обжатия сигнал на замедление подается преждевременно и остаток полосы на разматывающей моталке в момент начала замедления заведомо
больше необходимого,что приводит к увеличению времениторможения стана и снижений) выходагодного металла. -- -- :- .
Известно устройство автоматической точной останШйй рёвёрсийного прокат ного стана,содержащее импульсные датчики угла поворота моталок, блок измерения длины полосы, блок
0 преобразователя код-аналог, измеряющий остаток полосы на 4)азматывающей моталке в процессе замедления, блоки.измерения частоты вращения разматывающей моталки и валков
5 клети, аналоговый блок умножения скоростей, в1ачисляющий расчетный путь торможения, блок сравнения, выходной преобразователь и управляемый двигатель.
0
Наиболее близким к изобретению по экономической сущности и достигаемому результату является устройство для аВ: оматического точного останова реверсивного стана, содер5жащее импульсные датчики угла поворота моталок, блок измерения длины полосы, дешифратор, блок измерения частоты вращения разматывающей моталки, блок сравнения, выход0
ой преобразователь, управляемый ., вигатель. В своей структуре устойство содержит только элементы искретного действия, что повышает его точность. Это, а также наличие в устройстве блока измерения частоты вращения разматывающей моталки Частично устраняет отмеченные вьпае недостатки.
Существенный недостаток данного устройства состоит в том, что обжатйё металла им учитывается толькодля максимальной скорости прокатки. При скорости прокатки, отличной от максимальной, сигнал на замедление стайа поступает преждевременно, что приводит к увеличению времени торможения, снижению производитель нЬстй станай уменьшений выхода ГоД него металла. Указанный .недостаток является следствием того, что в устройстве отсутствует элемент, учитывающий действительную скорость прокатки.
Целью изобретения является устранение указанного недостатка осуществлением выбора момента начала замедления стана с учетом обжатия металла при любой скорости прокатки для повь1ше| йя производи-гёльности за счет сокращения времени замедления и повышения выхода гёдного металла
.Указанная цель достигается тем, что в устройство дополнительно введены блок измерения частоты вращения
вайкбв клети и блок соотношения час.тот вращения валков клети и разматываймцей моталки, первый вход которого соединен с выходом блока измере иия частоты вращения валков клети, второй вход - с ВЫ1СОДом блока измерения частоты вращения разматывающей моталки, а выход блока, сигнал ко то{)огЬ пропорционален требуемому : пути торможения, соединен с блоком . сравнения.
Определение необходимого момен- та начала замедления стана .в завиримбсти от остатка полосы на разматывгиощей моталке и соотношения частоты вращения клети и разматывающей моталки обеспечивает сокращение времени остановки, чтЬ йрййшает производительность стана. Повышений производительности способствует также уменьшение количества металла, прокат.анногр в период замедления, так как последний, как правило, является некондиционньви. , .
1Блок соотношения частот вращения выполнен в виде ряда схем сравнения сигналов угловых скоростей клети и разматывающей моталки, реализующих
выражение
..
Дгр.
fa
ТДе С -. необходимая длина остатка полосы на разматывающей моталке .в момент начала замедления, м
Ъ - диаметр рабочих валков клетИр м;
- средний за период замедления диаметр рулона на разматывающей моталке, м; tJ - частота вращения валков клети в начальный момент
торможения, 1/сг о - частота вращения разматывающей моталки в начальный момент торможения, 1/с; а - ускорение (зги едление)
клети, м/с. Степень точности реализации выражения определяется количеством схем сравнения.
На фиг, 1 представлена блок-схема устройства системы автоматической точной остановки стана с блоком соотношения частот вращения, выполненным в виде ряда схем сравнения; на фиг. 2 - блок соотношения частот вреаденйя.
Устройство содержит датчики 1 и 2 импульсов угла поворота моталок, выходы которых соединены со входом блока 3 Измерения длины, выход которого соединён с дешифратором 4, выход; последнего соединен со входом блока 5 сравнения, с другим входом блока 5 соединен выход блока б йооТйошения частот вращения, первый 5 вход которого соединен с выходом блока 7 измерения частоты вращения валков кЛети, а второй вход - с блоком 8 измерения частоты вращения моталки. Выход блока 5 сравнения соединен со входом выходного преобразрвагеля 9, выход которого соединей с двигателем 10 клети.
Устройство работает следующим . ., , . . . измерение угла поворота моталок
5 производится посредством датчиков . 1 и 2 импульсов. После очередного пропуска в блоке 3 измерения длины записаны импульсы, число которызс пропорционально углу поворота
0 наматывающей, моталки. В следукицем пропуске из ранее записанного числа считывается число импульсов, пропорциональное углу поворота разматывающей Моталки.
5 Длина полосы на разматывающей мотсшке в начале замедления с выбранной дискретностью определяется .дешифратором 4 -ив блоке 5 сравнивается с требуемой длиной остатка
полосы, которая определяется посредством блока 6 в зависимости от соотношения частот вращения валков клети и разматывающей моталки, контролируемых соответственно блоками
5 7 и 8. В момент равенства блок 5
сравнения через выходной преобразователь 9 формирует команду на замедление и остановку двигателя 10 клети.
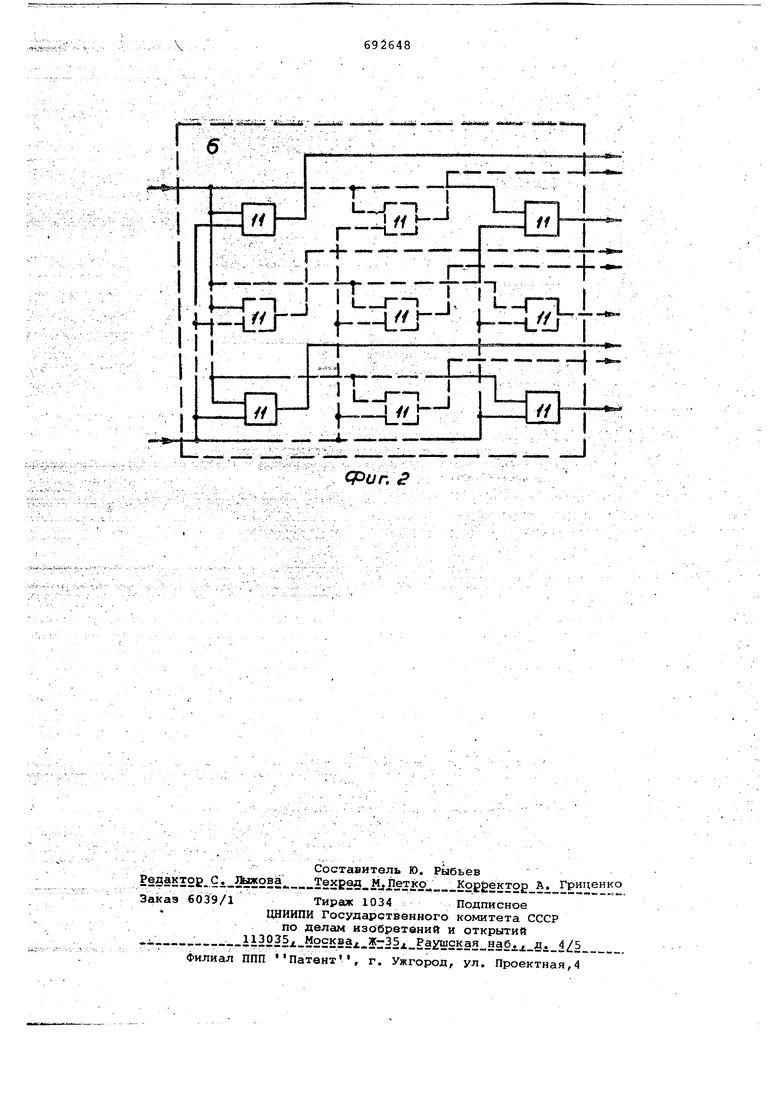
Блок 6 соотношения частот вращения (см. фиг. 2) содержит логические элементы 11 функций И, первый вход каждого логического элемента соединен с блоком 7 измерения частоты вращения валков клети, второй вход - с блоком 8 измерения частоты вращения разматывающей моталки. Выходы всех логических элементов соединены с блоком 5 сравнения.
Каждый логический элемент 11 срабатывает только при определенном соотношении частот вращения валков клети и разматывающей моталки. Логические элементы, расположенные в одном горизонтальном ряду, срабатывают при одном значении частоты вращения валков клети, контролируемой блоком 7, но при разных значениях частоты вращения разматывающей моталки, контролируемой блоком 8. Логические элементы, расположенные в одном вертикальном ряду, срабатывают при одном значении частоты вращения разматывающей моталки, но при разных значениях частоты вращения валков клети.
При срабатывании любого из логических элементов 11 на входе блока 5 сравнения появляется сигнал, соответствующий требуемой, с учетом обжатия, длине полосы на разматываквдей моталке к началу замедления. Количество элементов И определяется требуемой точностью измерения Длины остатка полосы.
Данное устройство позволяет простыми и надежными средствами повысить эффективность системы автоматической точной остановки за счет сокращения времени торможения стана. При этом уменьшается время прокатки одного рулона и, кроме того, увеличивается количество металла, прокатанкого при установившейся скорости, что повышает качество и выход годной продукции..
Устройство без существенных затрат средств и времени может быть реализовано на действующих станах.
Формула изобретения
0
1. Устройство для автоматической точной остановки реверсивного прокатного стана с моталками, содёг жаицёе датчики импульсов угла поворота моталок, блок измейрения длины, дешифра5тор, блок сравнения, блок измерения частоты вращения, разматывающей моталки, выходной преобразователь, управляемый двигатель,о т л и ч а ю:Щ е ее я тем, что, с целью сокра0щения времени Зс1медления и повышения выхода годного металла путем вы:66i a момёнтй начала торможения стана с учетом обжатия металла при любой скорости niiokaTKH, оно дополни5тельно содержит блок измерения частоты В1)ащения валков клети и блок соотношения частот вращения, первый вход которого соединён с йыхОдом блока измерения частоты вращения
0 валков клети, а второй вход соединен с блоком измерения частоты вращения разматыйЕЛяцей моталки, а выход соединен со вторь входом блока сравнения. - :: -
5
2,. Устройство ПО П.1, о т л.Ич а ю щ е е с я тем, что блок соотношения частот вращения выполнен в виде матрицы логич1еских элементов И.
3. Устройство по П.1, о т л итем, что выход
ч а, 50 щ е е с я
блока измерения длИнн соединен с третьим входом блока сравнения, а блок соотношения частот вращения содержит арифметический сумматор кодов
чисел. . .
Фс/г. /
сриг.ё


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1980 |
|
SU937070A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| Устройство автоматического останова реверсивного стана | 1979 |
|
SU865454A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА В КЛЕТЬ ПРИ ПРОКАТКЕ | 1973 |
|
SU405614A1 |
| Устройство для торможения реверсивного стана холодной прокатки | 1977 |
|
SU929260A1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА | 1973 |
|
SU404526A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ НА МОТАЛКЕ РЕВЕРСИВНОГО СТАНА РУЛОННОЙ ПРОКАТКИ ПОЛОСЫ | 2003 |
|
RU2256518C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА РЕВЕРСИВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1999 |
|
RU2156667C1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО ОСТАНОВА РЕВЕРСИВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1970 |
|
SU269256A1 |