1
Изобретение относится к области обработки металлов давлением и может быть использовано в лентопрокатных цехах.
Известен способ закрепления полосы при намотке на барабан моталки путем зажима конца полосы в барабане.
Известный способ закрепления полосы с использованием сил трения при ее перегибе в зажиме барабана не позволяет надежно закрепить полосу при высоких натяжениях. При таком способе закрепления полосы требуется намотать несколько витков с предварительным натяжением, что увеличивает расход металла на недокат.
С целью повышения надежности закрепления полосы при высоких натяжениях на конце полосы прошивают сквозные отверстия, а зажим производят штырями через указанные отверстия. Прошивку отверстий производят непосредственно в барабане моталки и совмещают с зажимом конца полосы, при этом штыри используют в качестве прошивных пуансонов.
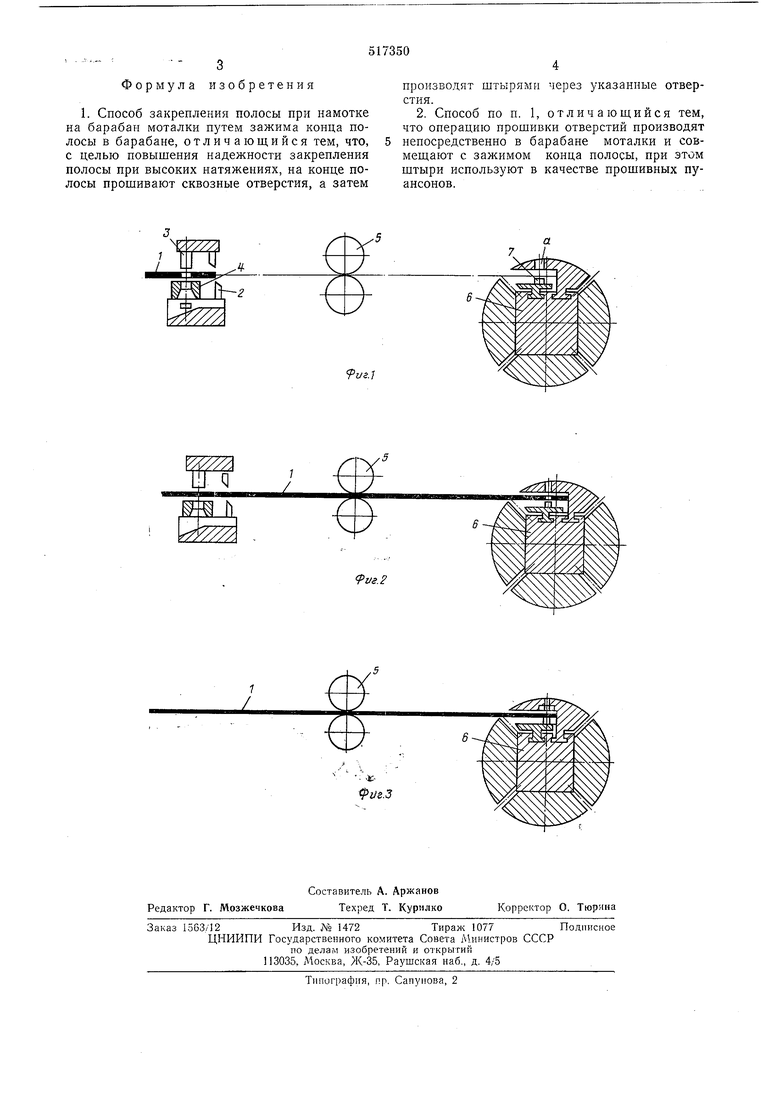
На фиг. 1 показана прошивка отверстий в полосе, совмеш,енная с обрезкой конца полосы; на фиг. 2 - закрепление полосы на барабан моталки; на фиг. 3 - прошивка отверстий на барабане моталки.
По первому варианту (см. фиг. 1) прошивка
. 2
отверстий в полосе 1 осуш,ествляется одновременно с обрезкой переднего конца полосы на ножницах 2. При этом нуансоны 3 могут устанавливаться на верхнем подвижном суппорте ножниц, а матрицы 4 - на неподвижной траверсе. С целью уменьшения общего усилия прошивки пуансоны по ширине полосы могут устанавливаться по наклонной линии, параллельной лннни наклона ножа.
После прошивки отверстий полоса роликами 5 подается в сжатый барабан 6, узел зажима которого снабжен штырями 7 и отверстиями а. Количество и расположенне штырей и отверстий в зажиме выполняется в соответствии с прошитыми в полосе 1 отверстиями (см. фиг. 2). При этом диаметр штырей может быть меньше диаметра прошитых в полосе отверстий для облегчения захода штырей. После подачи полосы в зев барабан разжимается, и штыри 7 через отверстия в полосе входят в отверстия а, закрепляя полосу. Затем к полосе прилагается полное натяжение, и производится намотка.
По второму варианту (см. фиг. 3) прошивка отверстий в полосе осуш,ествляется после ее подачи в зев при разжиме барабана 6, при этом удерживаюш;ие штыри используются в качестве пуансонов, а матрицы совмещаются с отверстиями а для удаления высечек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат продольной резки | 1983 |
|
SU1151378A1 |
| УСТРОЙСТВО для РАЗДЕЛЕНИЯ И ЗАДАЧИ ПОЛОС В ЗЕВ МОТАЛКИ | 1966 |
|
SU182092A1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| Агрегат продольной резки | 1988 |
|
SU1637961A1 |
| Двухбарабанная моталка | 1983 |
|
SU1166855A1 |
| Агрегат продольной резки рулонного материала | 1987 |
|
SU1750864A1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| Барабан моталки | 1974 |
|
SU548334A1 |
| Устройство для натяжения нескольких полос | 1985 |
|
SU1258553A1 |
| Барабан моталки | 1973 |
|
SU495864A1 |
