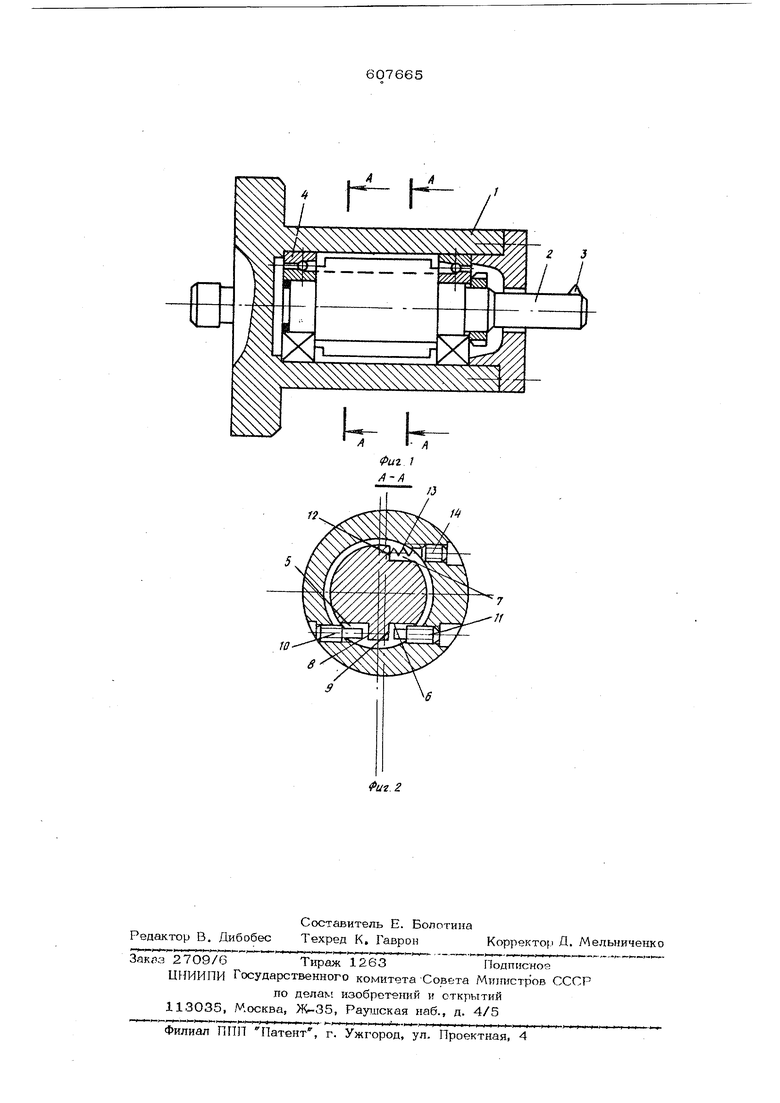
(54) РАСТОЧНАЯ ОПРАВКА Чтобы выставить резец 3 на диаметр об работки, ввинчивают винт 11, который поджимает резцедержатель 2 плоской гранью 8 к винтам 10. Alзрительным инструментом измеряют расстояние от диаметра корпуса 1 оправки, до вериины резца 3. Если диаметр настройки не соответствует диаметру обработки, то дальнейшая РВгул1фовка осуществляется винтами 10 и винтом 11. Затем винт 11 выкручивается и расточная оправка готова к работе. В начале обработки отверстия резец должен быт выставлен на диаметр, несколько больший, чем диаметр необработанного отверстия. При передаче крутящего момента корпус оправки 1 начинает враьчаться, обгоняя резцедержатель, т.е. происходит поворот корпуса относительно резцедержателя 2, который эксцентрично расположен в нем. Пружины 13 сжимаются, а резцедержатель плоской гранью 8 прижимается к винтам 10, к которым он в процессе резания дополнительно будет прижиматься составляю щими от силы резания. При довороте резцедержателя 2 в корпусе 1 оправки за счет эксцентриситета е резец выходит на обработки. Происходит расточка. Так как расточка тонкая и резцедержатель жестко поджат, мы получим правильную геомвтрическуьо форму обрабатываемого отверстия. По окончании расточки пружина 13 за счет сил упругости возвращает резцедержатель 2 в исходное положение, т.е. резец 3 уходит с диаметра обработки, и при выводе расточной оправки из детали риски не будет Р езцЕщержатель устанавливают так, что 6 процессе резания он остается неподвижен, о в начале и в конце цикла обработки поворачивается относительно оси, и новое расположение всех трех параллельных плоских граней на резцедержателе и их взаимодействие с упругим элементом и регулировочными винтам создает такие условия, при которых резец при выходе на диаметр расточкк и до конца цикла обработки будет все время поджат силами реза1шя, а ущэугий элемент сжат, он начинает работать на отжик: только после того, как прекратится вращение и исчезнут силы резания. Все это обеспечивает вывод инструмента из обработанного отверстия без образования риски и получение правильной геометрической формы отверстия. Введение третьей параллельной плоской грани и второго регулировочного винта облегчает настройку расточной оправки под обрабатываемую деталь. Формула изобретения Расточная оправка, содержащая эксцентрично установленный в осевом отверстии корпуса резцедержатель, на котором выпол нены выемки, образующие параллельные плоские грани, одна из которых взаимодействует с упругим элементом, а другая - с ввинчиваемым в корпус регулировочным винтом, отличающаяся тем, что, с целью безрисочного вывода инструмента, она снабжена втЬрым регулировочным винтом, а на резцедержателе выполнена дополнительная выемка, при этом две выемки выполнены оппозитно одна другой по обе стороны оси и их грани взаимодействуют с регулировочными винтами, а ;третья диаметрально расположена относительно первых двух и ее грань взаимодействует с упругим элементом. Источники информации, принятые во внимание при экспертизе: 1. Авторское .свидетельство СССР № 475221, кл. В 23 В 29/02, 1973.
12
fff
.4i 4
r i /
k k -4I-
1
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ОПРАВКА | 1973 |
|
SU395188A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| Расточной патрон | 1987 |
|
SU1484453A1 |
| РАСТОЧНАЯ ОПРАВКА | 2002 |
|
RU2227084C2 |
| Расточная оправка | 1975 |
|
SU532485A2 |
| РАСТОЧНАЯ ОПРАВКА | 2001 |
|
RU2198072C2 |
| РАСТОЧНАЯ ОПРАВКА | 2003 |
|
RU2252840C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2003 |
|
RU2236328C1 |
| РАСТОЧНАЯ ГОЛОВКА | 2000 |
|
RU2175591C1 |