i: Изобретение относится к устройствам для формования холстов и может быть Использовано в производстве тепло- и звукоизоляционных изделий в промышленности строительных материалов, легкой, химической промышленности и других отраслях народного хозяйства .
Цель изобретения - повышение качества формуемых изделий.
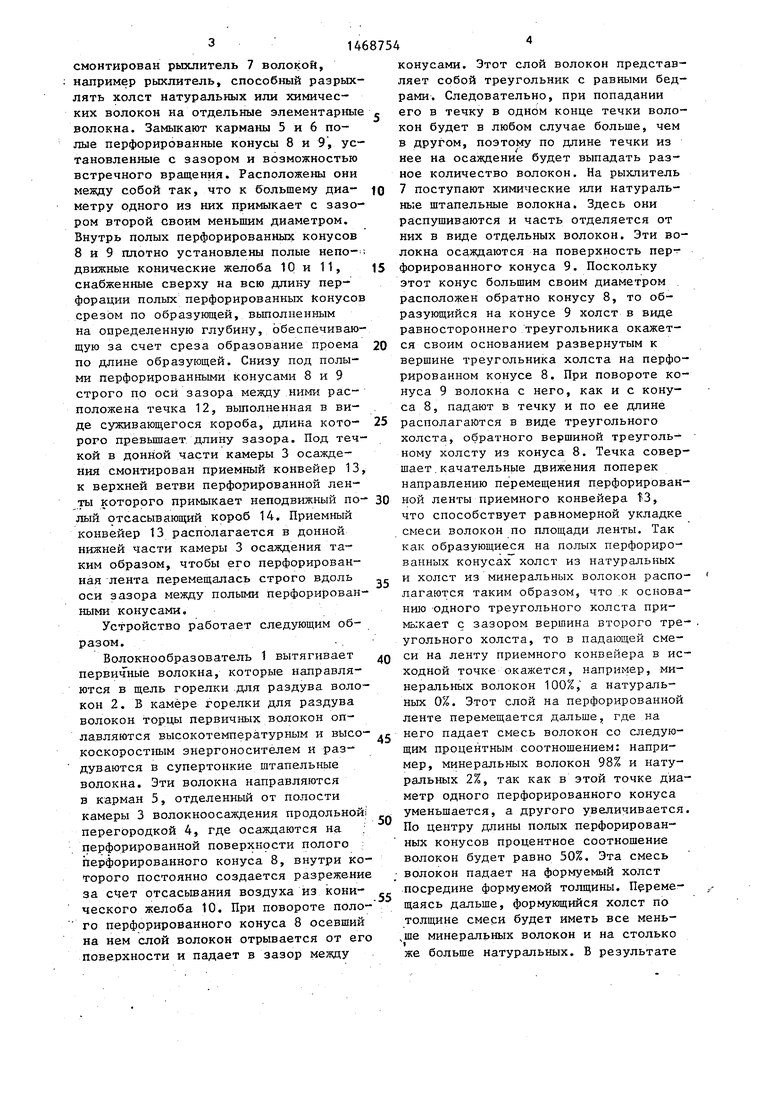
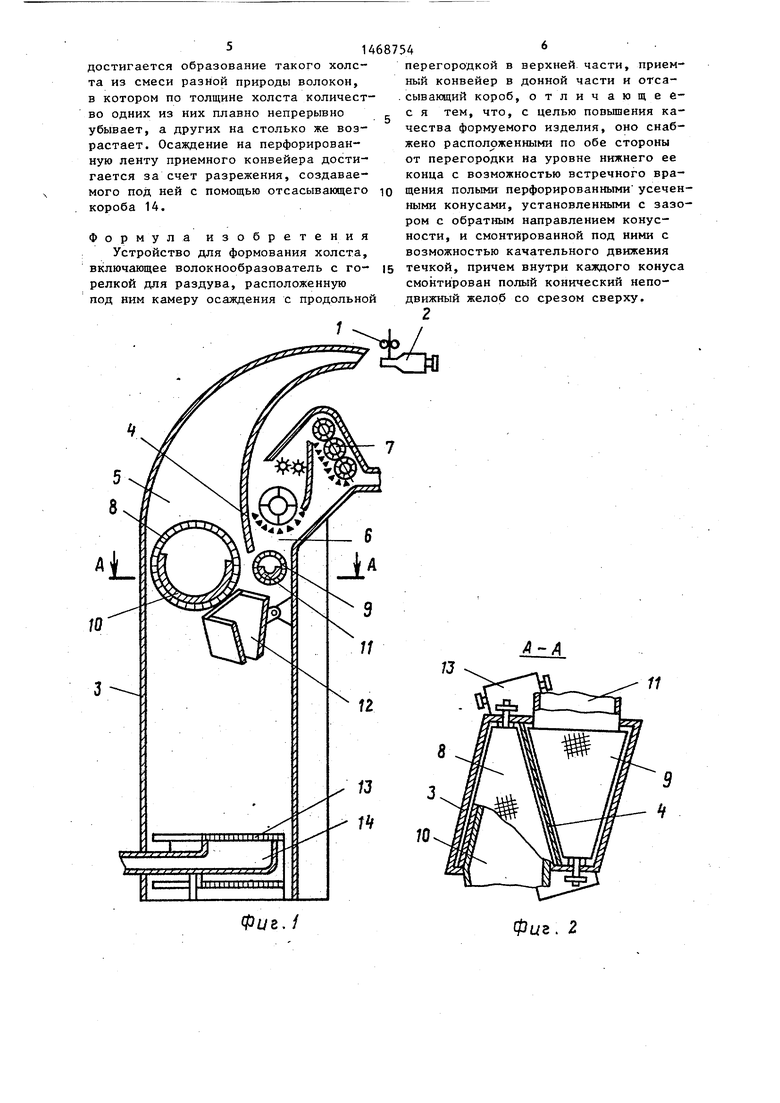
На фиг. 1 изображено устройство , для формования холста, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг.З - устройство для формования холста, вид сбоку.
Устройство для формования холста включает волокнообразователь 1, горелку 2 для раздува волокна, камеру 3 осаждения, продольную перегородку 4, карманы 5 и 6, рыхлитель 7 волокон, полые перфорированные конусы 8 и 9,
неподвижные полые конические желоба 10 и 11, течку 12, приемный конвейер 13 с перофорированной лентой и отсасываю- короб 14.
Волокнообразователь 1 включает два валка, установленные с возможностью встречного вращения над щелью горелки 2 для раздува волокон. Горелка для раздува волокон выполнена в ,.- - виде полого тела, снабженного патрубком подачи газовоздушной смеси, камеры сгорания, щели выхода продуктов сгорания и щели приема первичных волокон, подлежащих раздуву. Она смонтирована против горловин, кармана 5 таким образом, чтобы щель выхода продуктов сгорания примыкала к .полости горловины кармана 5. Кармпн 5 отделен от полости камеры 3 осаждения продольной перегородке; ц с образованием кармана 6, в полости которого
О5
00
ел
4
10
15
20
25
30
монтирован рыхлитель 7 волокой, апример рыхлитель, способный разрыхять холст натуральных или химичесих волокон на отдельные элементарные олокна. Замыкают карманы 5 и 6 поые перфорированные конусы 8 и 9, установленные с зазором и возможностью встречного вращения. Расположены они между собой так, что к большему диаметру одного из них примыкает с зазором второй своим меньшим диаметром. Внутрь полых перфорированных конусов 8 и 9 плотно установлены полые непо-- движные конические желоба 10 и 11, снабженные сверху на всю длину перфорации полых перфорированных конусов срезом по образующей, вьшолненным на определенную глубину, обеспечивающую за счет среза образование проема по длине образующей. Снизу под полыми перфорированными конусами В и 9 строго по оси зазора между ними расположена течка 12, выполненная в виде суживающегося короба, длина которого превышает длину зазора. Под течкой в донной части камеры 3 осаждения смонтирован приемный конвейер 13, к верхней ветви перфорированной ленты которого примыкает неподвижный полый отсасывающий короб 14, Приемный конвейер 13 располагается в донной нижней части камеры 3 осаждения таким образом, чтобы его перфорированная лента перемещалась строго вдоль оси зазора между полыми перфорированными конусами.
Устройство работает следующим об- разом,
Волокнообразователь 1 вытягивает первичные волокна, которые направляются в щель горелки для раздува волокон 2, В камере горелки для раздува волокон торцы первичных волокон оплавляются высокотемпературным и высо- коскоростным энергоносителем и раз- дуваются в супертонкие штапельные волокна. Эти волокна направляются в карман 5, отделенный от полости камеры 3 волокноосаждения продольной;; перегородкой 4, где осаждаются на перфорированной поверхности полого : Перфорированного конуса 8, внутри которого постоянно создается разрежение за счет отсасывания воздуха из кони- ческого желоба 10. При повороте поло- го перфорированного конуса 8 осевший на нем слой волокон отрывается от его поверхности и падает в зазор между
35
40
50
0
5
0
5
0
35
40
50
конусами. Этот слой волокон представляет собой треугольник с равными бедрами. Следовательно, при попадании его в течку в одном конце течки волокон будет в любом случае больше, чем в другом, ПОЭТОМУ по длине течки из нее на осаждение будет выпадать разное количество волокон. На рыхлитель 7 поступают химические или натураль- нь;е штапельные волокна. Здесь они распушиваются и часть отделяется от них в виде отдельных волокон. Эти волокна осаждаются на поверхность пер- форированнога конуса 9. Поскольку этот конус большим своим диаметром расположен обратно конусу 8, то образующийся на конусе 9 холст в виде равностороннего треугольника окажется своим основанием развернутым к вершине треугольника холста на перфорированном конусе 8, При повороте конуса 9 волокна с него, как и с конуса 8, падают в течку и по ее длине располагаются в виде треугольного холста, обратного вершиной треугольному холсту из конуса 8. Течка совершает . качательные движения поперек направлению перемещения перфорированной ленты приемного конвейера , что способствует равномерной укладке смеси волокон по площади ленты. Так как образующиеся на полых перфорированных конусах колет из натуральных и холст из минеральных волокон располагаются таким образом, что к основанию -одного треугольного колета примыкает с зазором вершина второго треугольного холста, то в падающей смеси на ленту приемного конвейера в исходной точке окажется, например, минеральных волокон 100%, а натуральных 0%. Этот слой на перфорированной ленте перемещается дальше, где на него падает смесь волокон со следующим процентным соотношением: например, минеральных волокон 98% и натуральных 2%, так как в этой точке диаметр одного перфорированного конуса уменьшается, а другого увеличивается. По центру длины полых перфорированных конусов процентное соотношение волокон будет равно 50%. Эта смесь волокон падает на формуемый холст посредине формуемой толщины, П реме- щаясь дальше, формующийся холст по толщине смеси будет иметь все мень- ,ше минеральных волокон и на столько же больше натуральных. В результате
достигается образование такого холста из смеси разной природы волокон, в котором по толщине холста количество одних из них плавно непрерывно убывает, а других на столько же возрастает. Осаждение на перфорированную ленту приемного конвейера достигается за счет разрежения, создаваемого под ней с помощью отсасывающего короба 14.
Формула изобретения Устройство для формования холста, включающее волокнообразователь с горелкой для раздува, расположенную под ним камеру осаждения с продольно
перегородкой в верхней части, приемный конвейер в донной части и отса- .сывающий короб, отличающееся тем, что, с целью повышения качества формуемого изделия, оно снабжено расположенными по обе стороны от перегородки на уровне нижнего ее конца с возможностью встречного вращения полыми перфорированными усеченными конусами, установленными с зазором с обратным направлением конусности, и смонтированной под ними с возможностью качательного движения
течкой, причем внутри каждого конуса смонтирован полый конический неподвижный желоб со срезом сверху.
2
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ХОЛСТА ИЗ МИНЕРАЛЬНОГО СУПЕРТОНКОГО ВОЛОКНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2116270C1 |
| Устройство для формирования холстика из супертонкого штапельного волокна | 1985 |
|
SU1279973A1 |
| Способ изготовления безобкладочных теплоизоляционных матов и устройство для его осуществления | 1986 |
|
SU1391899A1 |
| Камера волокноосаждения | 1976 |
|
SU579238A1 |
| Устройство для формования холста | 1987 |
|
SU1530453A1 |
| Способ очистки минерального волокна и устройство для его осуществления | 1982 |
|
SU1234378A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ВЕРТИКАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ НЕПОСРЕДСТВЕННО ИЗ КОВРА ГОРИЗОНТАЛЬНО-СЛОИСТОЙ СТРУКТУРЫ И СПОСОБ ЕЕ ФУНКЦИОНИРОВАНИЯ | 2008 |
|
RU2389603C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕСТКИХ МИНЕРАЛОВАТНЫХ ПЛИТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2024444C1 |
| Способ очистки минеральной ваты от корольков и устройство для его осуществления | 1981 |
|
SU1006397A1 |
| Устройство для формирования изделий из штапельного волокна | 1990 |
|
SU1828454A3 |
Изобретение относится к устройствам для формования холстов различного назначения и может быть использовано в производстве тепло- и звуко- изоляцио нных изделий в промышленности строительных материалов, легкой, химической промьшленности и в других отраслях народного хозяйства страны. Целью изобретения является повышение качества формуемых изделий. Камера осаждения в верхней части снабжена перегородкой. Каждьй из образованных карманов замыкается снизу полыми перфорированными конусами, установленными с возможностью встречного враще- ния. К меньшему диаметру одного из них примыкает с зазором второй большим диаметром. Внутри каждого из них смонтирован неподвижный полый конический желоб, вьшолненный сверху на всю длину перфорации конусов срезом. Под конусами с возможностью качания расположена течка. 3 ил. S
Фиг, /
Фиг. 2
Фиг. J
13
| Способ изготовления безобкладочных теплоизоляционных матов и устройство для его осуществления | 1986 |
|
SU1391899A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
