Изобретение касается неразрушающего контроля сварных соединений и может быть использовано для контроля по сигналам акустической эмиссии (АЭ) соединений, выполненных диффузионной сваркой.
Целью изобретения является повышение достоверности контроля качества соединений, выполненных диффузионной сваркой через промежуточную металлическую прокладку и работающих при перепадах температуры, за счет разделения сигналов АЭ от различных микропроцессов, возникающих в материалах сварного соединения при его испытании термическим воздействием.
На чертеже представлена схема реализации предлагаемого способа.
Верхний образец и нижний образец 2, соединенные через металлическую прокладку 3, образуют сварное соединение 4. Нижний образец 2 установлен на матрице 5, верхний образец 1 - над сварочным пуансоном 6. Преобразователь 7 АЭ установлен на матрице 5 и соединен с регистратором 8 АЭ. Системы 9 охлаждения и индуктор 10 расположены соосно с металлической прокладкой 3.
Способ контроля качества сварных соединений осуществляется следующим образом.
Сварное соединение 4 с металлической прокладкой 3, выполненное диффузионной сваркой, охлаждают с помощью системы 9 охлаждения. Преобразователем 7 АЭ, установленным на матрице 5, принимают сигналы АЭ, возникающие в сварном соединении 4 в результате охлаждения. Регистратором 8 АЭ измеряют число сигналов АЭ и фиксируют время достижения порогового значения числа сигналов АЭ, после чего прекращают воздействие на сварное соединение 4. Пороговое значение числа сигналов АЭ выбирают экспериментально. Для этого предварительно образец из материала прокладки 3 нагревают индуктором 10 до температуры сварки, сдавливают сварочной нагрузкой пуансоном 6, а затем охлаждают системой 9 охлаждения. В процессе охлаждения регистратором 8 АЭ измеряют число сигналов АЭ, а также время до разрушения образца из материала прокладки 3. Число сигналов АЭ, предшествующее разрушению образца, принимают за пороговое значение, и сварное соединение 4 признают дефектным, если время достижения порогового значения числа сигналов АЭ сварного соединения 4 составляет менее 0,5 от времени разрушения образца из материала прокладки 3.
Таким образом, предлагаемый способ позволяет повысить достоверность контроля за счет выбора порогового значения числа сигналов АЭ и времени охлаждения сварного соединения по результатам испытаний образца, выполненного из материала прокладки. (56) Иванов В. И. , Белов В. М. Акустико-эмиссионный контроль сварки и сварных соединений. - М. : Машиностроение, 1981, с. 151.
Авторское свидетельство СССР N 1210092, кл. G 01 N 29/04, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ отбраковки сварных соединений при сварке давлением | 1987 |
|
SU1470047A1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| СПОСОБ ОТБРАКОВКИ СВАРНЫХ СОЕДИНЕНИЙ ПРИ СВАРКЕ ДАВЛЕНИЕМ | 1985 |
|
SU1380432A1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| Устройство обнаружения дефектов в сварных швах в процессе сварки | 2019 |
|
RU2727065C1 |
| Способ определения качества сварных швов изделий | 1989 |
|
SU1670588A1 |
| Способ определение наличия и координат напряжений в околошовных зонах трубопроводов методом измерения скорости прохождения ультразвуковой волны | 2017 |
|
RU2653955C1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА | 2001 |
|
RU2192003C1 |
| Способ контроля качества сварных соединений | 1987 |
|
SU1422138A1 |
Изобретение касается неразрушающего контроля сварных соединений и может быть использовано для контроля по сигналам акустической эмиссии (АЭ) соединений, выполненных диффузионной сваркой. Целью изобретения является повышение достоверности контроля качества соединений, выполненных диффузионной сваркой через промежуточную металлическую прокладку и работающих при перепадах температуры, за счет разделения сигналов АЭ от различных микропроцессов, возникающих в материалах сварного соединения при его испытании термическим воздействием. Выбор порогового значения числа сигналов АЭ, позволяющего отбраковать дефектное сварное соединение, и времени охлаждения сварного соединения при его контроле осуществляют по результатам испытаний образца, выполненное из материала прокладки. 1 ил.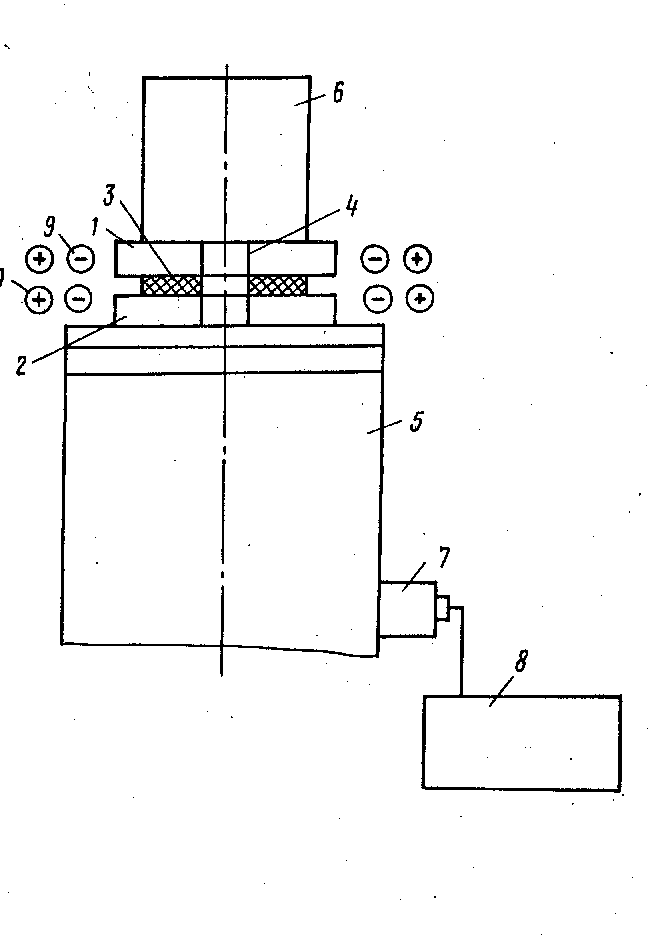
СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ, заключающийся в том, что сварное соединение охлаждают, регистрируют сигналы акустической эмиссии и по их параметрам судят о качестве сварного соединения, отличающийся тем, что, с целью повышения достоверности контроля качества соединений, полученных диффузионной сваркой через промежуточную металлическую прокладку, предварительно образец из металла прокладки нагревают до температуры сварки, сдавливают сварочной нагрузкой, затем охлаждают до разрушения прокладки, при этом измеряют время τ1 с момента начала охлаждения до разрушения прокладки, регистрируют в процессе охлаждения сигналы акустической эмиссии, принимают число сигналов, предшествующих разрушению, за пороговое значение, при охлаждении сварного соединения измеряют время τ2 , за которое число сигналов акустической эмиссии достигает порогового значения, после чего охлаждение прекращают, а сварное соединение считают дефектным при τ2 < 0,5τ1.
