Фиг.1
Изобретение относится к области прокатного производства и может использоваться в станах непрерывной прокатки труб на длинной оправке.
Цель изобретения - повышение по- изводительности путем сокращения вспомогательного времени.
На фиг. 1 изображен передний стол до задачи гильзы в стол; на фиг. 2 - то же, при опускании оправки; на фиг. 3 - вид А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - разрез Г-Г на фиг. 1; на фиг. 7 - разрез Е-Е на фиг. 1; на,фиг. 8 - разрез Д-Д на фиг. 1.
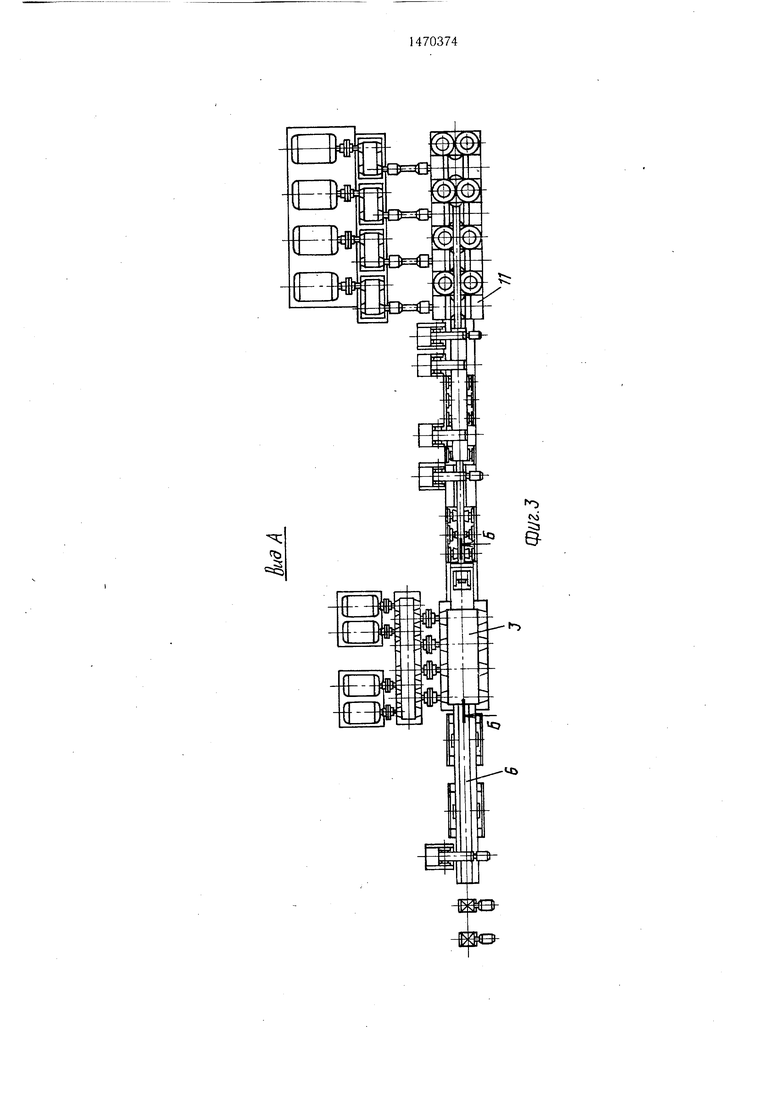
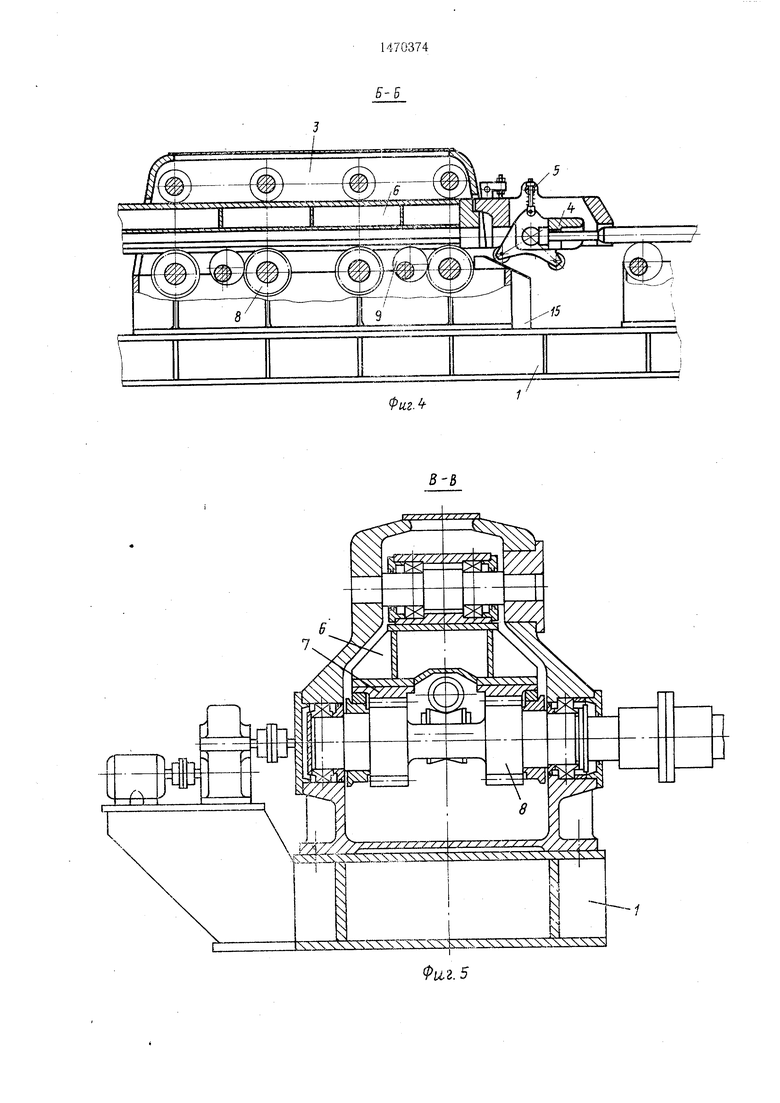
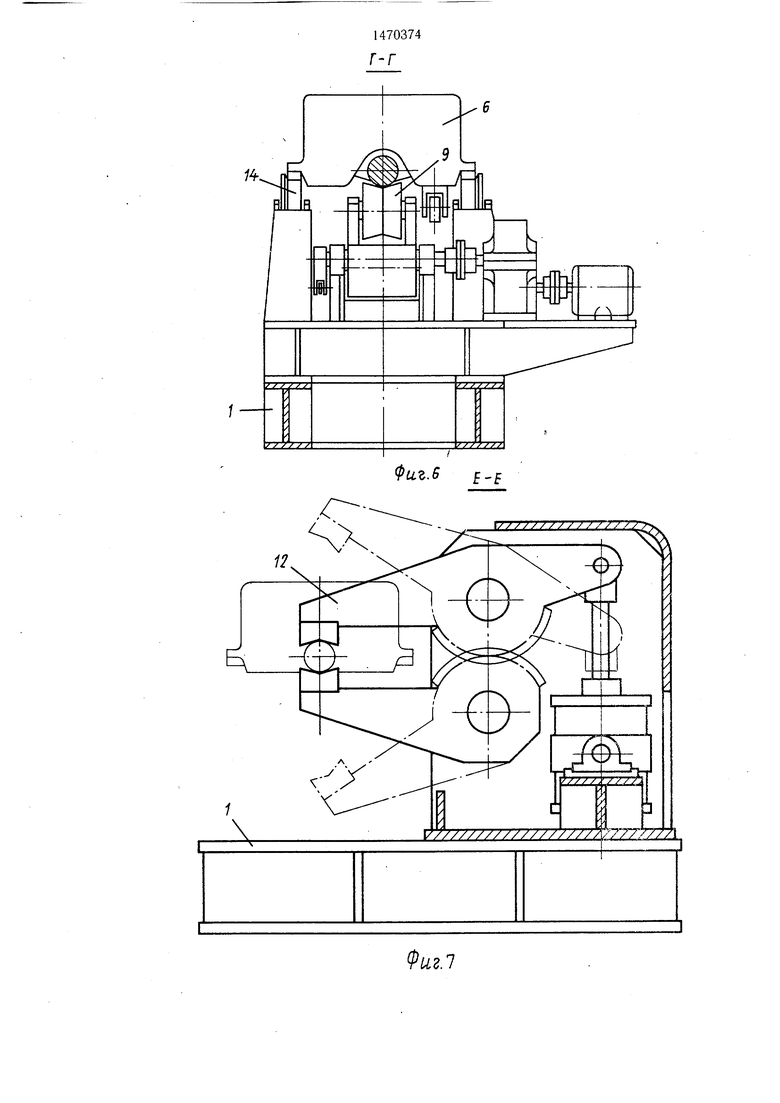
Передний стол длиннооправочного стана содержит установленные на раме 1 рольганг 2, устройство 3 для удержания оправки, имеющее захват 4, снабженный фиксатором 5. Захват закреплен на переднем конце шагового элемента, выполненного в виде штанги 6. Штанга в нижней части имеет выемку для , размещения оправки и закрепленные по обе стороны от нее зубчатые рейки 7, взаимодействующие с рядом последовательно расположенных раздвоенных приводных шестерен 8, между которыми установлены поддерживающие ролики 9. Устройство для удержания оправки расположено между задающими роликами 10 для подачи оправки. Далее по направлению к стану 11 установлены прижи мы 12 для гильзы и задающие, ролики 13 для гильзы. По поддерживающим роликам и Катковым опорам 14 перемещается штанга. Задающие ролики для оправки снабжены механизмом 15 изменения зазора для- прохода штанги.
Передний стол длиннооправочного стана работает следующим образом.
Гильза после прошивки поступает на поддерживающие ролики 9 и фиксируется прижимами 12. При этом оправка находится перед торцом гильзы и задающими роликами 10 5ВОДИТСЯ в гильзу. При достижении заданного выдвижения переднего конца оправки из гильзы прижимы 12 освобождают се и гильза направляется в стан 11 задающими роликами 13. При этом задающие ро.чики 10 для оправки раскрываются и захват 4 входит в зацецление с хвостовиком оправки. Это происходит при взаимодействии с механизмом 15 изменения зазора во время перемещения штанги 6 к устройству 3 по Катковым опорам 14. Штанга 6 перемещается посредством взаимодействия
реек 7, закрепленных на штанге 6, с приводными щестернями 8. Положение захвата 4 фиксируется фиксатором 5. После зах-вата гильзы валками оправка подается в стан с заданной скоростью устройством 3 для удержания оправки. По выходе задне- го конца трубы из предпоследней клети захват 4 взаимодействует с механизмом 15 изменения зазора, выводя последний из взаимодействия с хвостовиком оправки и освобождая ее. Это положение захвата 4
5 фиксируется фиксатором 5. В процессе прокатки очередная-, оправка по рольгангу 2 подается -к задающим роликам 10, которые подают оправку.по поддерживающим роликам 9 сквозь щтангу 6 к заднему торцу гильзы. После освобождения оправки штан0 га б с захватом 4 возвращается в исходное положение. В гильзу задающими роликами 10 вводится оправка и цикл повторяется. Предложенное расположение конструктивных элементов переднего стола длинно5 оправочного стана позволяет сократить вспомогательное время, уменьшить габариты стана и тем самым повысить производительность.
0
Формула изобретения
Передний стол длиннооправочного стана, содержащий установленные на раме устройство для удержания оправки, имеющее тяговый элемент с захватом, расположенным между задающими роликами для
5 оправки, задающие ролики для гильзы, а также ролики, поддерживающие гильзу и оправку, и прижим для гильзы, отличающийся тем, что, с целью повыщения производительности путем сокращения вспомогательного времени, тяговый элемент выпол- нен в виде щтанги с выемкой под оправку с захватом на переднем конце и приводом перемещения в виде пары зубчатых реек и раздвоенных шестерен, установленных в промежутках между поддер5 живающими оправку роликами, при этом задающие ролики для оправки снабжены механизмом изменения зазора для прохода штанги с захватом.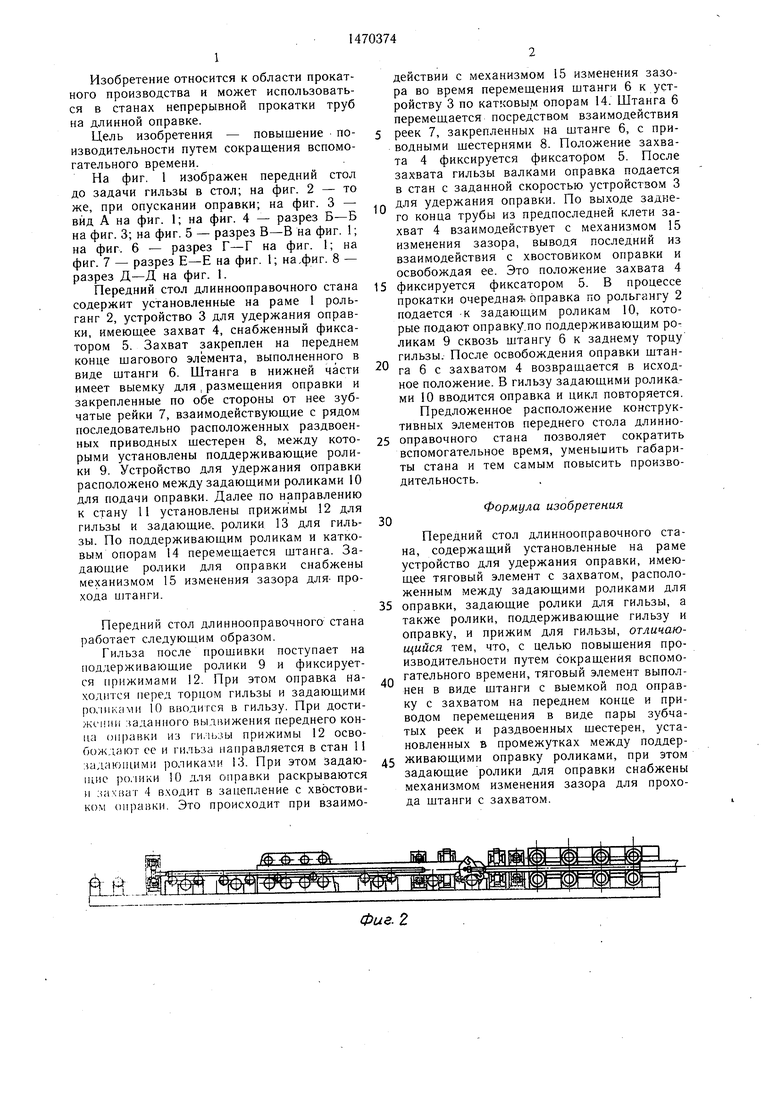
| название | год | авторы | номер документа |
|---|---|---|---|
| Передний стол длиннооправочного трубопрокатного стана | 1985 |
|
SU1284622A1 |
| Передний стол длиннооправочного трубопрокатного стана | 1972 |
|
SU471132A1 |
| Передний стол трубопрокатного стана | 1983 |
|
SU1138198A1 |
| Задающее устройство трубопрокатного оправочного стана | 1986 |
|
SU1409360A1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| ЗАДАЮЩЕЕ УСТРОЙСТВО ТРУБОПРОКАТНОГО СТАНА | 1992 |
|
RU2033869C1 |
| Задающее устройство трубопрокатного оправочного стана | 1985 |
|
SU1284633A1 |
| Устройство для перемещения оправки непрерывного стана | 1987 |
|
SU1421440A1 |
| Устройство для принудительного перемещения оправки стана непрерывной прокатки труб | 1974 |
|
SU519235A1 |
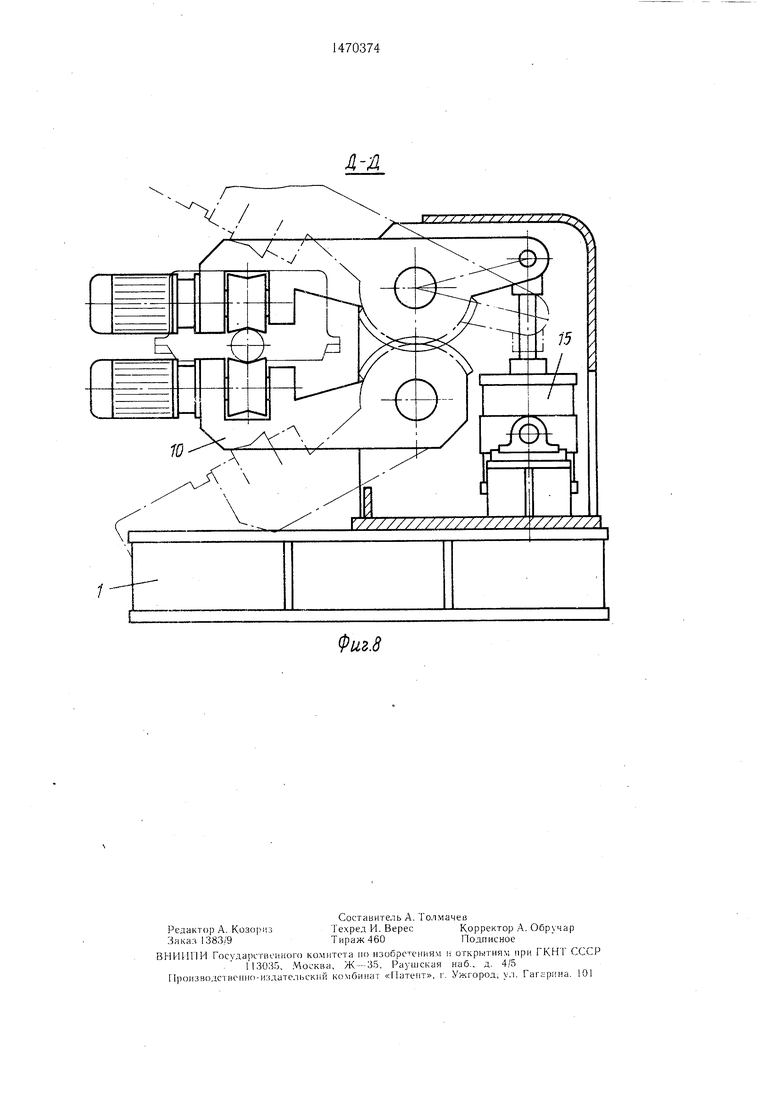
Изобретение относится к области прокатного производства, в частности его можно использовать в станах непрерывной прокатки труб на длинной оправке. Цель изобретения - повышение производительности путем сокращения вспомогательного времени. Передний стол длиннооправочного стана содержит установленное на раме 1 устройство 3 для удержания оправки, имеющее захват 4, снабженный фиксатором. Тяговый элемент выполнен в виде штанги 6 с выемкой в нижней части для оправки и зубчатыми рейками, взаимодействующими с раздвоенными шестернями. Между шестернями установлены поддерживающие ролики 9. Устройство для удержания оправки расположено между задающими роликами 10 для подачи оправки. По направлению к стану 11 установлены прижимы 12 для гильзы и задающие ролики 13 для гильзы. Штанга перемещается по поддерживающим роликам и катковым опорам. Задающие ролики для оправки снабжены механизмом 15 изменения зазора для прохода штанги. 8 ил.
Фие.2
Фиг.
ь.
KX xX X vX kVV v v XVvXX.
.5
Фиг.6
Е Е
Фиг.1
Фиг.8
| Патент США № 4498324, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Патент США № 4090386, кл | |||
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Устройство для принудительного перемещения оправки стана непрерывной прокатки труб | 1974 |
|
SU519235A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
