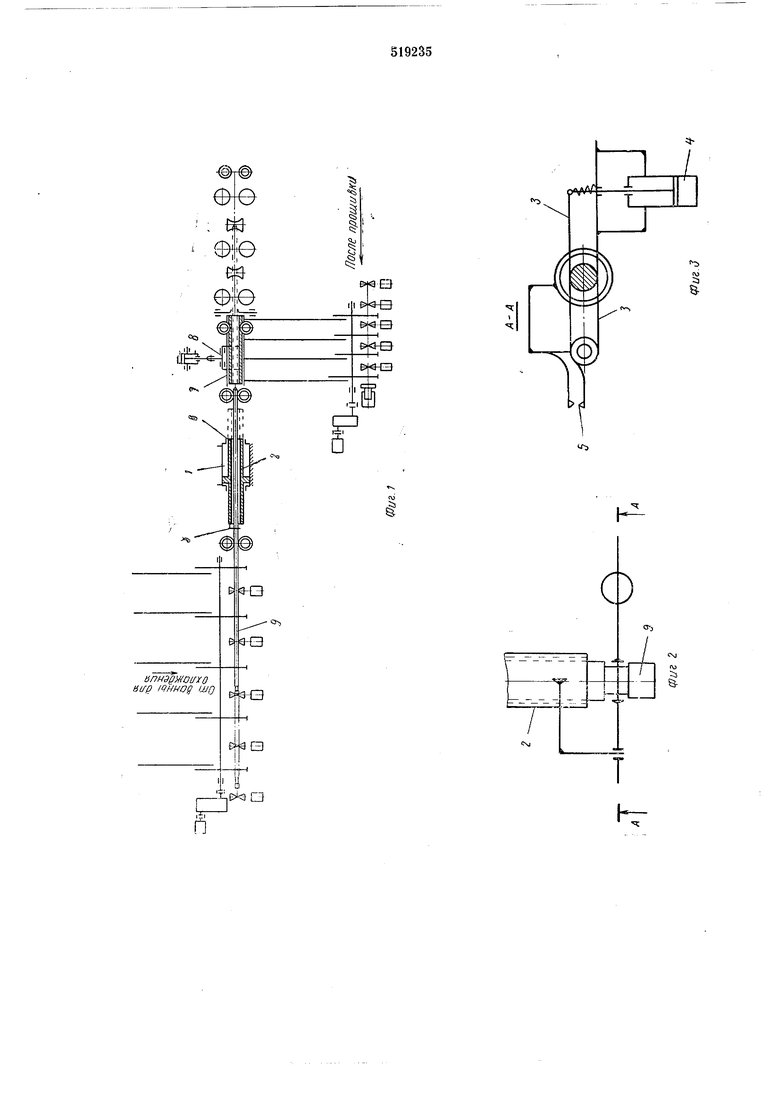
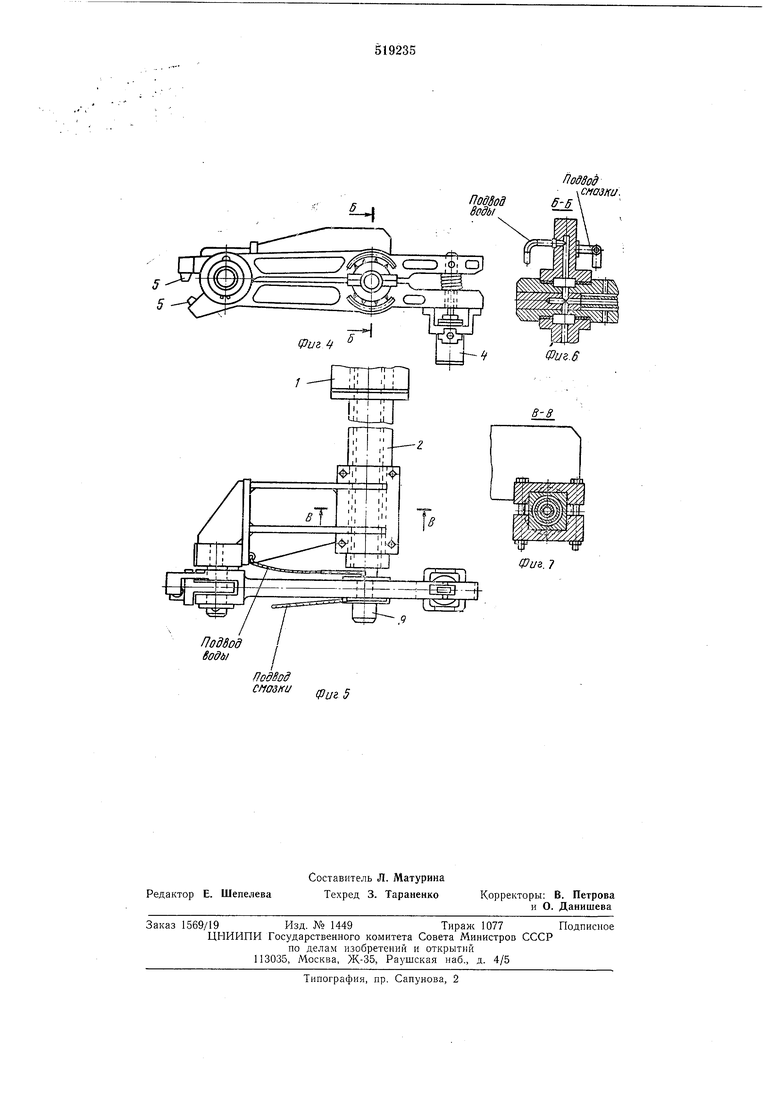
3 каналами подвода смазки и охлал дающей воды к оправке. На фиг. I изображено описываемое устройство в нлане (кинематическая схема); на фиг. 2 - замок устройства (кинематическая5 схема); на фиг. 3 - разрез по А-А па фиг. 2; на фиг. 4 - замок устройства; на фиг. 5- то же, в плане; на фиг. 6 - разрез по Б-Б на фиг. 4; па фиг. 7 - разрез по В-В на фиг. 5.10 Устройство состоит из гидравлического цилиндра 1 с полым порщнем со штоком 2, на конце которого, пропущенного через осевое отверстие на задней стенке цилиндра, смонтирован удерживатель опраВКи в виде двухis щарнирно соединенных на одном конце и подпружицепных па другом рычагов 3, взаимодействующих друг с другом через привод 4 и ограничители их раскрытия 5. Для увеличения долговечности в полый20 шток цилиндра может быть встроена направляющая опора 6 для оправки. Работа устройства происходит следующим образом, Гильза после прошивки поступает в при-2.5 емный желоб 7, в котором фиксируется механизмом прижима 8 от продольного перемещения. К этому времени оправка 9, прой-. дя от вапиы для охлаждения по передаточному механизму п транспортирующим роли-30 кам, заняла исходное положение перед зарядкой гильзы: перед 1ий ее конец прошел сквозь направляющую опору 6 полого штока 2; задающие ролики в готовности к проникновению через прижатую к желобу гильзу.35 В дальнейшем с помощью задающих роликов гильза заряжается оправкой 9, при этом передний конец оправки перемещается до середины предпоследней клети. Во время движения через зону рычагов замка оправка40 смазывается через соответствующие каналы рычагов, на схеме не показанные. Шибер с выдержкой по времени подает команду на освобождение гильзы с заряженной оправкой от механизма прижима 8 и на45 включение задающих роликов для задачи заряжепной гильзы в первую клеть стана. При захвате гильзы валками первой клети стана рычаги 3 удерживателя смыкаются и надежно фиксируют оправку 9, включается в50 работу гидравлический цилиндр и происходит удержание онравки с заданной скоростью, отличающейся от скорости прокатки гильзы в клетях стана. Автоматически через 4 рычаги и соответствующие каналы оправки подается охлаждающая вода. В момент прохождения задним концом гильзы последней клети непрерывного стапа включаются тянущие ролики, установленные за станом, и стаскивают полученную трубу с оправки. Как только задний конец прокатанной трубы при своем движении минует зону тянущих роликов, подается сигнал для освобождения оиравки от удержания и она вслед за трубой покидает зону непрерывного стана, а гидроцилиндр 1 включается на обратный ход для занятия исходного положения, причем вспомогательное время на возврат штока цилиндра не входит в рабочий цикл, так как сопрягается по времени с цодачей гильзы на линию стана и оиравки в исходное положение перед зарядкой после прохождения заднего конца оправки первой клети стана, По выходе заднего конца первой оправки из зоны первой клети стана очередная гильза укладывается в желоб, при этом вторая оправка - наготове к зарядке ее. Так, в вышеописанной последовательности происходит работа предлагаемого устройства, Конструкция устройства позволяет производить работу на долго не сменяемой оправке, но при этом оправка возвращается в исходное положение с помощью реверса задающих роликов с одновременным перемещением полого штока цилиндра в крайнее левое положение, что является вспомогательной операцией, сдерживающей производительность стана, Формула изобретения Устройство для иринудительного перемещения оправки стана непрерывной прокатки труб, содержащее поршневой цилиндр с осевой цилиндрической направляющей для оправки, его полый поршень и удерживатель оправки, отличающееся тем, что, с делью создания возможности пропуска оправки через стан, на задней стенке цилиндра выполиено осевое отверстие, через которое пропущен полый шток со смонтированным на его конце удерживателем оправки в виде приводных рычажных захватов с каналами подвода смазки и охлаждающей воды к онравке.
. Г
,ллА
S
О
o-j
г
т
&
Г7ГТ, Поддод бодш
ПодВоё сподки
Фиг 5 Подвод CffOJ/fU.
| название | год | авторы | номер документа |
|---|---|---|---|
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ ЦИЛИНДРИЧЕСКИХ ОБОЛОЧЕК | 1969 |
|
SU235704A1 |
| ЗАДАЮЩЕЕ УСТРОЙСТВО ТРУБОПРОКАТНОГО СТАНА | 1992 |
|
RU2033869C1 |
| Задний стол непрерывного оправочного трубопрокатного стана | 1991 |
|
SU1794512A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1992 |
|
RU2028843C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2138350C1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| В. М. А. К. Пономарев и И. А. ЧекмаревДнепропетровский металлургический институтКПСОЮЗ.Т'Я4}уя1/;^^С'-^^о. TEXL-fH:Fc.v^afiWK 'i.-aTr-VA1/ | 1967 |
|
SU194038A1 |