Изобретение относится к области металлургии, конкретно к изготовлению полых слитков литьем,
Цель изобретения - повьшение качества слитка.
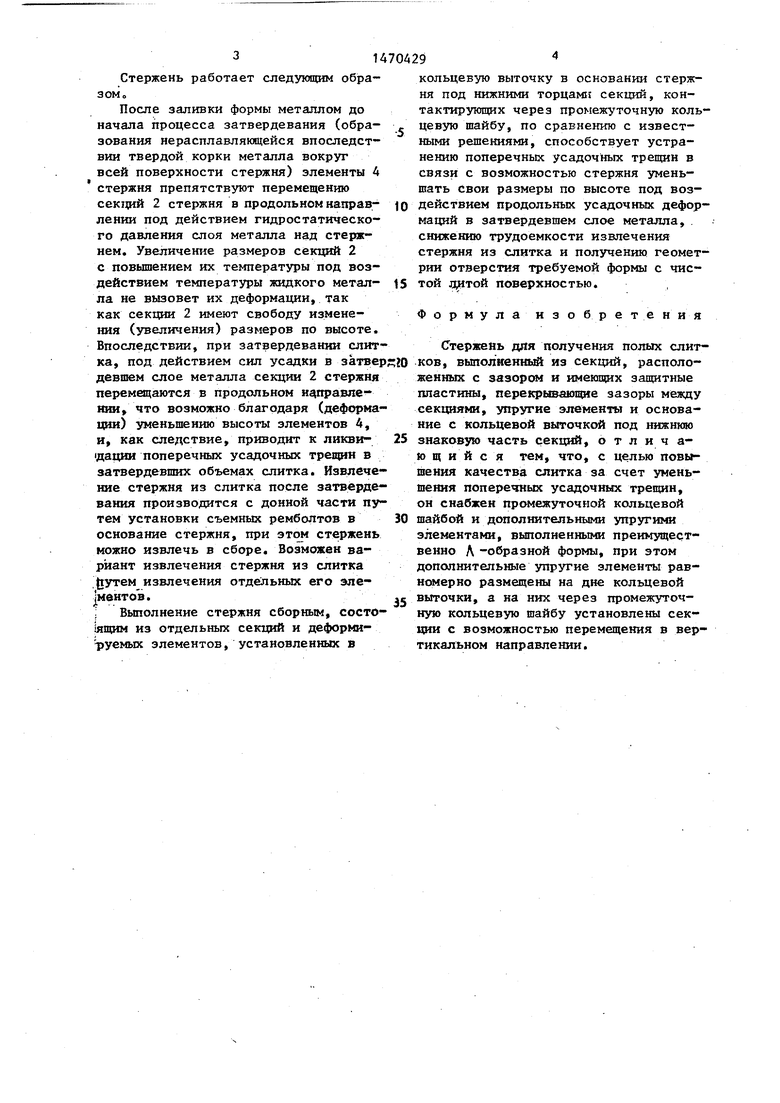
На фиг, 1 изображен стержень, разрез ; на фиг, 2 - сечение А-А на фиг, 1; на фиГо 3 - сечение Б-В на фиг, 2,
Стержень состоит из основания t, секций 2с защитными пластинами, упругих втулок (элементов) 3, служащих опорой для секций 2 и расположенных в нижней и верхней частях стержня, которые, деформируясь под действием усадочных сил, создают условия для перемещения секций в радиальном направлении, дополнительных упругих элементов 4, расположен- ньк в кольцевой выточке основания по гфомежуточной кольцевой шайбой 5, на которой расположены секции стержня. Элементы 4 с шайбой 5 служат опорой секций по вертикали, которые, дефор- мируясь под действием.продольных усадочных деформаций в затвердевающем слитке, обеспечивают надежную работу стержня при перемещении сек- ций в вертикальном направлении. Эле- менты 4 выполнены Л-образной формы. Введение в конструкцию стержня дополнительных упругих элементов, уста-, новленных под секциями стержня и контактирующих с ними через промежзг- точную кольцевую шайбу, придает (.- стержню новое свойство - возможность свободного изменения размеров секций по высоте за счет уменьшения высоты деформируемых элементов под воздей- ствием продольных усадочных деформаций В затвердевающем слитке,
Вьшолнение элементов 4 Л -образной формы обеспечивает простоту Их изготовления, точное определение их жесткости непосредственным измерением под нагрузкой и при известном весе секций и столба металла над стержнем позволяет точно определять их количество, при .котором они не будут деформироваться только под воздействием веса стержня и столба жидкого металла над стержнем. Промежуточная кольцевая шайба служит для равномерного распределения нагрузки на все деформируемые элементы и упрощения процесса сборки стержня. Выполнение в основании стержня кольцевого паза для установки в него дополнительных
упругих элементов и промежуточной кольцевой шайбы позволяет конструктивно решить вопрос о перемещении секций в вертикальном направлении при удалении деформируемых элементов из зоны непосредственного теплообмена между отливкой и стержнем, что по вьппает надежность работы этих элементов. Придание элементами 4 свойства стержню уменьшать свои размеры по вертикали под действием продольных усадочных деформаций в затвердевшем вокрзгг стержня слое металла позволяет выполнять лтержень консольным, не входящим в прибыль, что резко улучшает условия работы прибьти - способствует уменьшению усадочных дефектов в осевой части стенки слитка, что особенно важно, так как при изготовлении слитка полым резко личивается отношение высоты слитка к толщине.стенки.
Материалом упругих элементов является упругая листовая сталь толщиной 0,5-8,0 мм, Тсхпщнкой стенки этих элементов и их количеством под сек- Щ1ЯМИ обеспечивается их жесткость, ;при которой они не деформируются под весом секций и давлением столба жидкого металла над стержнем. При толщине стенки дeфop шpoвaнныx элементов меньше 0,5 мм или больше 8,0 мм возникают трудности, связанные с необходимостью, соответственно, увеличения или уменьшения жесткости деформируемых элементов до требуемого значения, которое зависит от массы стержня и высоты прибыльной надставки.
Рабочая поверхность стержня защищена огнеупорным покрытием 6,Крьш1- .ка 7, стяжка 8 с гайками необходимы для сборки стержня с фиксированным положением секций. Верхний конец стяжки выполнен в виде крюка 9 для транспортировки и установки стержня в изложницу, Каяздая секция стержня в верхнем и нижнем торцах имеет съемные ремболты для операций транспортировки, сборки и удаления секций из слитка, установки стержня в изложницу стяжку секф1й ослабляют путем откручивания верхней гайки на стяжке, пространство вокруг крюка 9 в крышке 7 заполняют сыпучим огне- упорным материалом с низкой теплопроводностью и сверху на крьш1ке 7 за крепляют керамический защитный крл- пак 10,
3U
Стержень работает следующим образом
После заливки формы металлом до начала процесса затвердевания (образования нерасплавлякяцейся впоследствии твердой корки металла вокруг всей поверхности стержня) элементы А стержня препятствуют перемещению сек1щй 2 стержня в продольном направлении под действием гидростатического давления слоя металла над стержнем. Увеличение размеров секций 2 с повышением их температуры под воздействием температуры жидкого металла не вызовет их деформации, так как секции 2 имеют свободу изменения (увеличения) размеров по высоте. Впоследствии, при затвердевании слит
кольцевую выточку в основании стержня под нижними торцами секций, контактирующих через промежуточную кольцевую шайбу, по сравнению с известными решениями, способствует устранению поперечных усадочных трещин в связи с возможностью стержня уменьшать Свои размеры по высота под воздействием продольных усадочных деформаций в затвердевшем слое металла, снижению трудоемкости извлечения стержня из слитка и получению геометрии отверстия требуемой формы с чис- той датой поверхностью.
Ф о р м у л а и 3 о б р е т е н и я Стержень для получения полых слит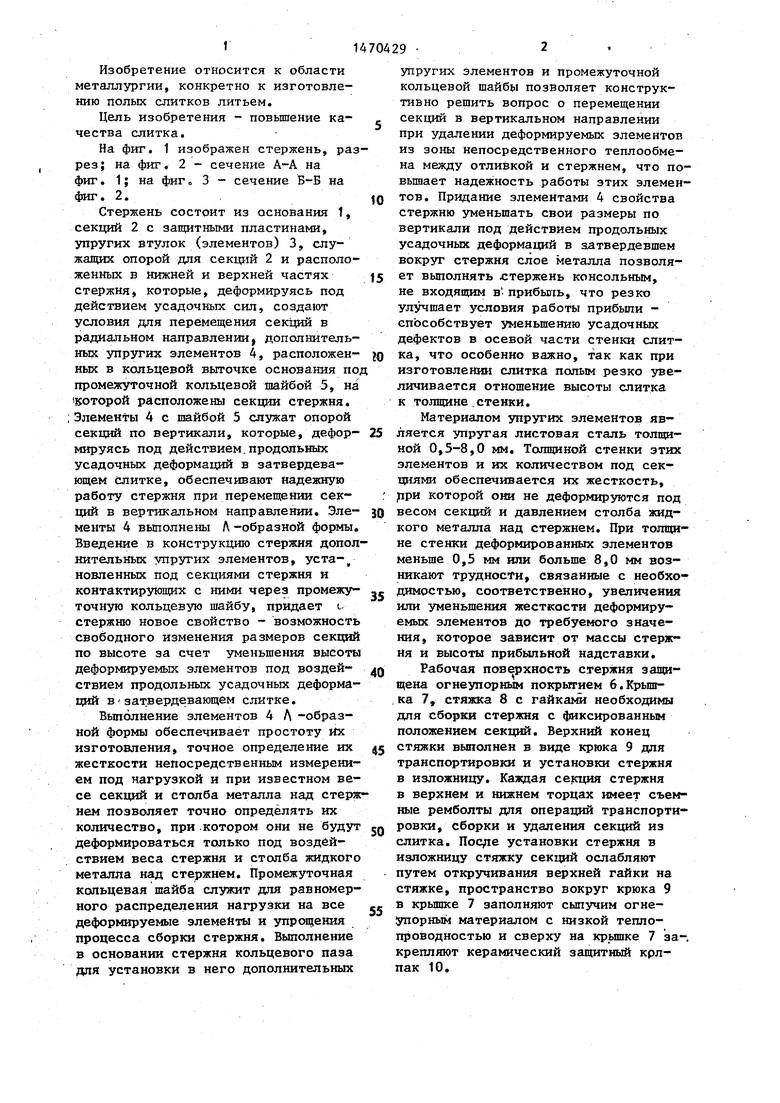
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 1987 |
|
RU1563045C |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2002 |
|
RU2211110C1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ И ОТЛИВОК | 2001 |
|
RU2185926C1 |
| Стержень для получения полых отливок | 1983 |
|
SU1082554A1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2004 |
|
RU2259257C1 |
| СТЕРЖЕНЬ ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ ОТЛИВОК | 2003 |
|
RU2239519C1 |
| Устройство для получения полых слитков | 1988 |
|
SU1570835A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2002 |
|
RU2221671C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2004 |
|
RU2266173C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОЛЫХ СЛИТКОВ | 2007 |
|
RU2336969C1 |

Изобретение относится к области металлургии, конкретно к изготовлению полых слитков литьем. Целью изобретения является повышение качества слитка за счет уменьшения поперечных усадочных трещин. Стержень состоит из основания 1, секций 2 с защитными пластинами, упругих элементов 3, служащих опорой для секций и расположенных в нижней и верхней частях стержня, которые, деформируясь под действием усадочных сил, создают условия для перемещения секций в радиальном направлении, дополнительных упругих элементов 4 Л-образной формы, расположенных в кольцевой выточке основания под промежуточной кольцевой шайбой 5, на которой расположены секции стержня. При затвердевании залитого металла под действием сил усадки секции 2 перемещаются как в радиальном направлении, так и в продольном направлении благодаря наличию кольцевой шайбы 5 с дополнительными упругими элементами 4. Сочетание указанных элементов позволяет сократить или исключить поперечные усадочные трещины в полом слитке. 3 ил.
ка, под действием сил усадки в затвер ;го ков, вьтолненньй из секций, располодевшем слое металла секции 2 стержня перемещаются в продольном ндправле- НИИ что возможно благодаря (деформации) уменьшению высоты элементов 4, и, как следствие, приводит к ликвидации поперечных усадочных трещин в затвердевших объемах слитка. Извлечение стержня из слитка после затвердевания производится с донной части путем установки съемных ремболтов в основание стержня, при этом стержень можно извлечь в сборе. Возможен вариант извлечения стержня из слитка {1Утем извлечения отдельных его эле- |ментов.
: Вьтолнение стержня сборным, состо- 1ящим из отдельных секций и деформируемых элементов, установленных в
женных с зазором и имеющих завщтные пластины, перекрывающие зазоры между секциями, тругие элементы и основание с кольцевой выточкой под нижнюю
25 знаковую часть секций, отличающийся тем, что, с целью шения качества слитка за счет уменьшения поперечных усадоч1И х трещин, он снабжен промежуточной кольцевой
30 шайбой и дополнительными упругими элементами, выполненными преимущественно Л -образной формы, при этом дополнительные упругие элементы рав- нсмерно размещены на дне кольцевой
5 выточки, а на них через промежуточную кольцевую шайбу установлены сек- 1ЩИ с возможностыо перемещения в вертикальном направлении.
женных с зазором и имеющих завщтные пластины, перекрывающие зазоры между секциями, тругие элементы и основание с кольцевой выточкой под нижнюю
знаковую часть секций, отличающийся тем, что, с целью шения качества слитка за счет уменьшения поперечных усадоч1И х трещин, он снабжен промежуточной кольцевой
шайбой и дополнительными упругими элементами, выполненными преимущественно Л -образной формы, при этом дополнительные упругие элементы рав- нсмерно размещены на дне кольцевой
выточки, а на них через промежуточную кольцевую шайбу установлены сек- 1ЩИ с возможностыо перемещения в вертикальном направлении.
иг.З
| Стержень для получения полого слитка | 1981 |
|
SU1069928A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Стержень для получения полых отливок | 1983 |
|
SU1082554A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
