Фиг.1
Изобретение может быть .использовано в промьшшенности строительных материалов для формования экстру- зионных полых асбестоцементных изделий.
Цель изобретения - снижение трудоемкости и расширение номенклатуры из|- делий.
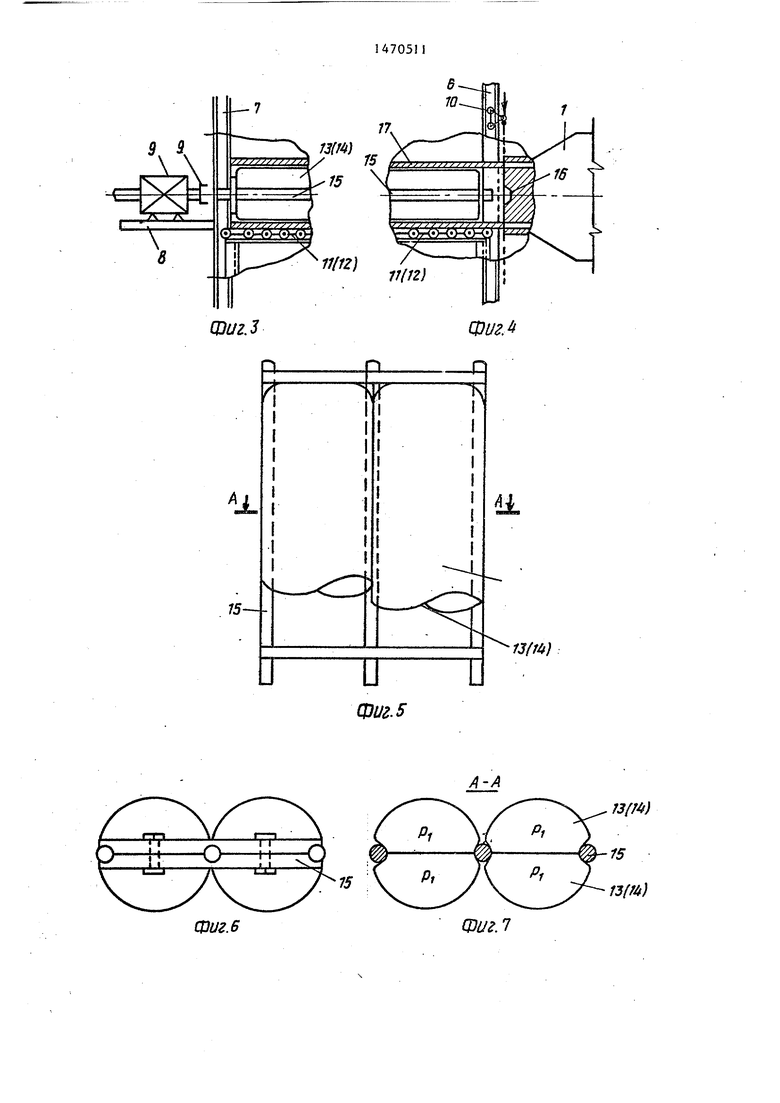
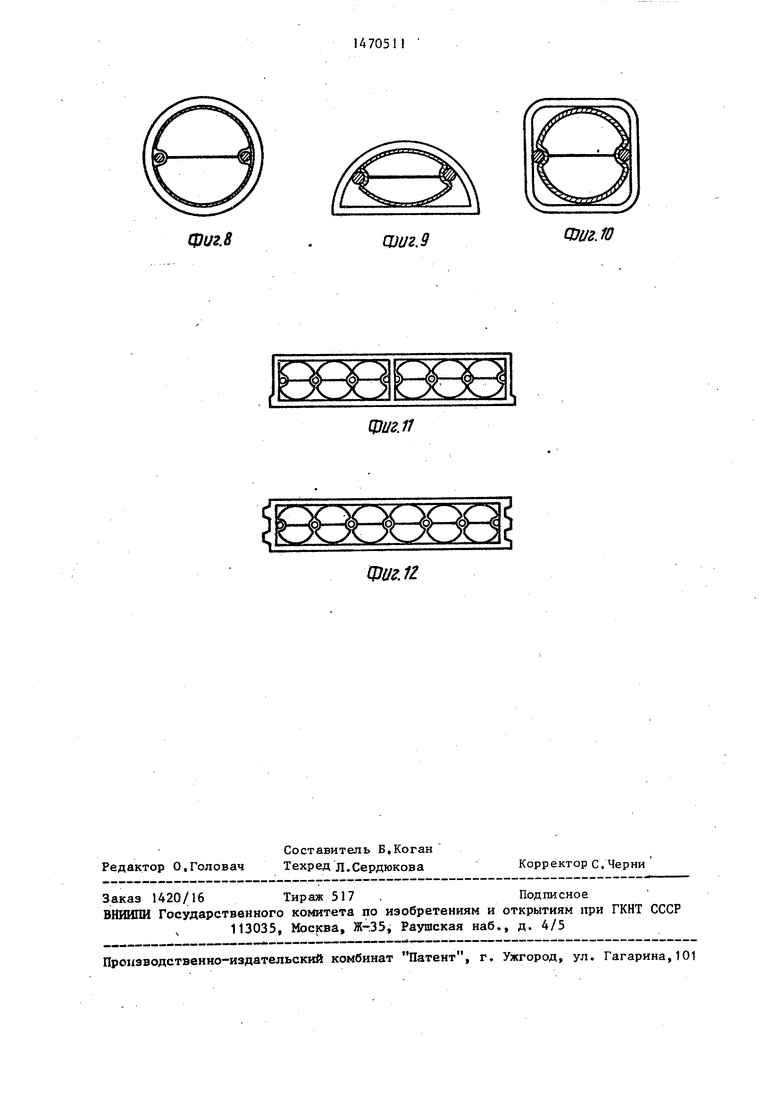
На фиг.1 изображена установка для формования полых асбестоцементных изделий, общий вид; на фиг.2 - то же, план; на фиг.З и 4 - узлы фиксации надувного каркаса в кассете и мундштуке экструдера; на фиг,5 - надувной каркас, план; на фиг.6 - то же, вид с торца; на фиг,7 - селение А-А на фиг.З; на фиг.-8-12 - схемы размещения -надувных каркасов в изделиях различного сечения.
Установка содержит зкструдер 1 с формирующим мундштуком, кассету 2 для приема изделий и отборочные транспортеры 3-5.
Кассета 2 представляет собой раму с четырьмя вертикальными стойками: двумя передними б и двумя задними 7. К стойкам 7 жестко прикреплена площадка 8, на которой установлеа фиксатор 9. На стойках 6 с наружной стороны установлены подвижно каретки 10 струнного резательного устройства. На направлягацих стоек 6 и 7 установлены две горизонтальные платформы 11 и 12, снабженные рольгангами,
С целью обеспечения синхронного перемещения вдоль направлякяцих стоек 6 и 7 платформы И и 12 сблокированы одна относительно другой.,Фиксатор 9 установлен соосно с экструде- 1,
Подающие транспортеры 4 и 3 установлены неподвижно, а транспортер 5 имеет возможность перемещаться поступательно в вертикальном направле-
НИИ.
Установка работает следующим образом.
На начальной стадии на платформах 11 и 12 установлены сменные надувные каркасы 13 и 14 с жесткими рамками ,15, Первый каркас 13 захватывающим устройством фиксатора 9 подается вперед так, что упоры жесткой рамки надувного каркаса заходят в фиксаторы 16 мундштука экструдера 1. Таким образом, надувной каркас фиксируется в соосном положении с экструдером 1 и фиксатором 9, ПРИ этом в нижних полостях пневматических камер создается пониженное давление, а в верхних остается избыточное.
При работе экструдера формуемое изделие 17 выходит из его мундштука, причем нижняя полка изделия перемещается, опираясь, на рольганг платформы 11, При этом полка изделия опирается своей внутренней поверхностью на камеры надувного каркаса 13. Она скользит вдоль этих камер так, что по мере выхода формуемого изделия из мундштука экструдера надувной каркас оказывается в его внутренней полости. Таким образом происходит не ввод каркаса во внутреннюю полость изделия, а как бы наодевание оболочки изделия на каркас. По окончании наодева- ния оболочки на каркас захватывающее устройство фиксатора 9 синхронно с выходом формуемого изделия подает назад {от зкструдера) и.происходит одновременно подача избыточного давления в нижние полости камер каркаса 13. при этом упоры рамки 15 каркаса выходят из фиксаторов 16 мундштука экструдера (фиг.2), В этот момент приводится в работу механизм резания. Каретки 10 резательного устройства, между которыми закреплена струна, перемещаются вертикально вниз (или вверх), и струна резател.ьного устройства отделяет сформованное изделие от экструдера.
После отделения изделия от экструдера захватывающее устройство .фиксатора 9 освобождается от рамки 15 надувного каркаса (фиг..З) и механизм привода платформ 11 и 12 перемещает их вверх (вниз) так, что в зону подачи формуемого изделия поступает но- шш надувной каркас 14. При этом фиксатор 9 захватывает рамку 15 надувного каркаса.14 и подает ее вперед до входа упоров рамки в фиксаторы 16 мундштука экструдера,. Вновь происходит наодевание оболочки на надувной каркас.
Отформованное изделие 17 с надувным каркасом во внутренней полости после перемещения платформы находится на уровне с транспортерами 3 и 4 и перемещается на один из этих транспортеров.
Подвижный транспортер 5 принимает это изделие и перемещает на главный транспортер 18, который подает обо- .лочку к камерам термовлажностной об31470511
аботки, После снятия избыточного авления в камерах каркаса он извлекается из изделия. Перед транспортиовкой, для повторного использования, в камерах каркаса вновь создается избыточное давление.
Посде схода сформованного изделия с транспортера 3 (4) на него подается следующий надувной каркас 19ю (фиг,4), Он перемещается на транспортеры 3-(4) с платформы 20 подающего устройства 21 (фиг,4), Платформа 20 снабжена рольгангами и может перемещаться вдоль направляющих четырех15 вертикальных стоек так, что при подаче надувного каркаса на транспортеры 3 (4) она устанавливается на одном уровне с одним из них, С платформы 20 подающего устройства 21 на- 20 дувной каркас перемещается на платформу 3,(4) толкателями в направлении, показанном стрелками (толкатели на фиг,4 не показаны)« На платформу 20 подающего устройства 21 надувные 25 каркасы перемещаются из зоны удаления каркасов из полостей изделий после их предварительной термовлаж- ностной обработки по транспортеру 22, Направления движения транспортеров 30 показаны стрелками,
Применение предлагаемой установки с надувными каркасами позволяет изготавливать методом экструзии изделия с любой степенью плотности, .
Надувной каркас, введенный во внутреннюю полость сформованной оболочки, обеспечивает сохранение первоначальной заданной изделий из сырого материала от действия массо- Q вых сил. Его применение снимает все
ограничения на форму изделия, на размер пустот в ней, так как каркас можно изготовить любой формзг, соответствующей сечению внутренней полости изделия, Он обеспечивает сохранение заданной формы до тех пор, пока материал не наберет требуемую для сохранения фор№1 прочность.
Использование надувного каркаса позволяет отказаться полностью или частично от продольных перегородок, В связи с этим снижается расход материала, Применение надувного каркаса позволяет снизить толщину конет. . трукции и, следовательно, также понизить расход материала.
Для плит и панелей применение надувного каркаса позволяет расширить их номенклатуру, увеличивая высоту их в поперечном сечении, а при необходимости и щирину.
Формула изобретения
1,Установка для формования полых асбестоцементных изделий, содержащая экструдер с мундштуком, резательное устройство, кассету для приема изделий и отборочные транспортеры, о т личающая ся тем, что, с цель снижения трудоемкости и распшрения номенклатуры изделий, она снабжена установленным в жесткой рамке по оси экструдера сменным надувным каркасом, входящим в полость изделия, причем кассета и мундштук выполнены с фиксаторами для крештения жесткой
.рамки в
2,Установка . по п,1, о т л и ч а ю щ а я с я тем, что надувной каркас выполнен из верхней и нижней злас- тичных камер с изолированными полостями.
Г5 , /5 f
urn
CDUL3
Ц.
r
11(П)
т I
I
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Автоматическая линия для производства керамических изделий | 1986 |
|
SU1369898A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1990 |
|
RU2068750C1 |
| Конвейерная линия для изготовления листовых асбестоцементных изделий | 1980 |
|
SU982924A1 |
| Устройство для укладки керамическихиздЕлий HA СушильНыЕ ВАгОНЕТКи | 1979 |
|
SU837886A1 |
| Установка для изготовления спиралеобразных изделий из пластмасс | 1979 |
|
SU1016187A1 |
| Установка для многострунной резки и укладки кирпича на сушильные вагонетки | 1984 |
|
SU1186497A1 |
| Экструдер для формования строительных изделий | 1979 |
|
SU948666A2 |
| Установка для изготовления армированных экструзионных изделий | 1985 |
|
SU1288072A1 |
| Установка Степановых для производства изделий из пластичного материала | 1990 |
|
SU1765013A1 |

Изобретение может быть использовано для формования экструзионных полых асбестоцементных изделий. Целью изобретения является расширение номенклатуры изделий. Установка для формования полых асбестоцементных изделий содержит экструдер 1 с формующим мундштуком, кассету 2 для приема изделий и отборочные транспортеры 3,4 и 5. На стойках 6 кассеты 2 установлены каретки 10 струнного резательного устройства,а также сблокированные между собой горизонтальные платформы 11 и 12, на которых установлены надувные каркасы 13 и 14 с жесткими рамками 15. В рабочем положении надувные каркасы 13 или 14 фиксируются по оси экструдера 1 фиксаторами 9 и 16, размещенными соответственно на кассете 2 и в мундштуке экструдера 1. По мере выхода из мундштука экструдера пустотелое асбестоцементное изделие 17 "надевается" на надувной каркас 13 и остается на нем до затвердения. 1 з.п.ф-лы, 12 ил.
75фиг.6
13{JU
U
фиг. 5
Фиг Л
фиг,8
Фиг. 9
Озиг. 10
фиг.11
Цзиг.11
| Косогоров A.M., Пицкель Л.Н, Ас- бестоцементные конструкции в строительстве | |||
| - М.: Стройиздат, 1984, с.44-75 | |||
| Верней И,И,, Колбасов В.М, Технология асбестоцементных изделий | |||
| - М,: Стройиздат, 1985, с.327-336. |
