Aj
4
О О)
Изобретение относится к области упаковывания плитных изделий в полиэтиленовую пленку и может найти применение для упаковывания строительных материалов - минераловатных плит в полиэтиленовой упаковке.
Цель изобретения - расширение технологических возможностей путем гибкого регулирования режимов работы линии и повышение производительности.
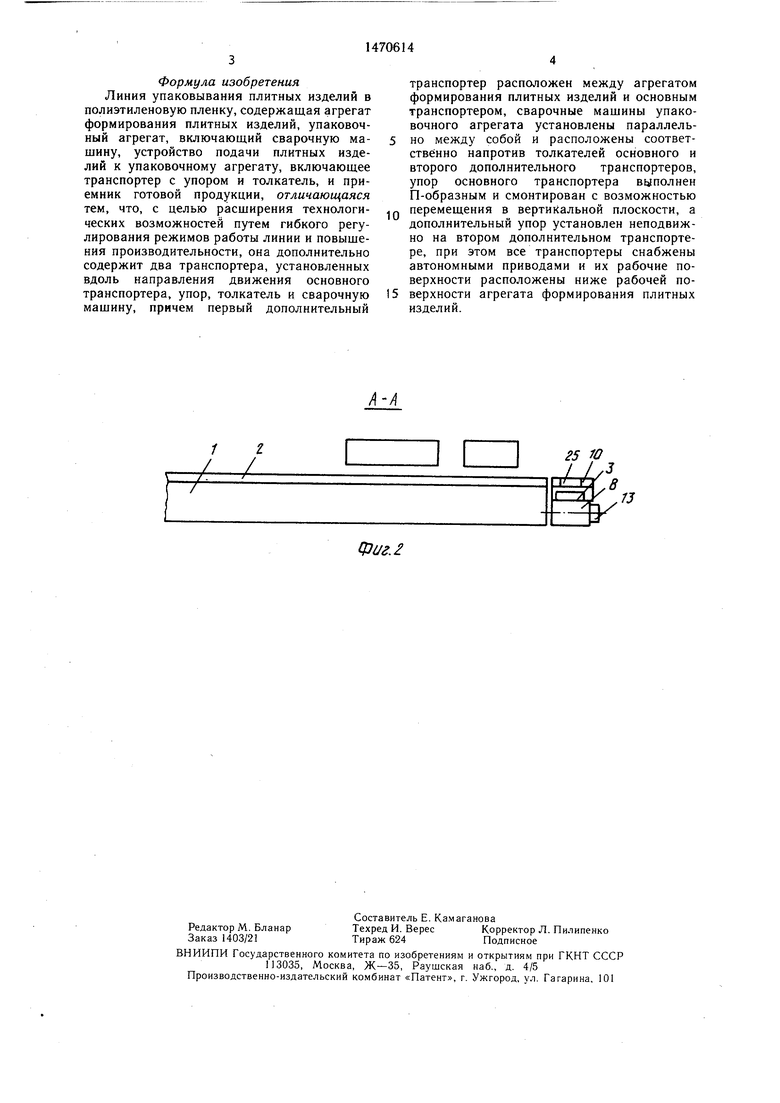
На фиг. 1 представлена схема линии; на фиг. 2 - разрез А-А на фиг. 1.
Линия содержит агрегат 1 формирования плитных изделий из минераловатного ковра 2 - минераловатных плит 3 и 4 и упаковочный агрегат, включающий две сварочные машины 5 и 6, установленные параллельно между собой.
Устройство подачи плитных изделий к упаковочному агрегату 1 содержит три транспортера 7-9, расположенных в одну линию. Транспортер 7 расположен между агрегатом формирования плитных изделий и транспортером 8. Последний снабжен упором 10, выполненным П-образным и смонтированным с возможностью перемещения в вертикальной плоскости. Упор 11 неподвижно смонтирован на трайспортере 9. Транспортеры 7-9 снабжены автономными приводами 12-14.
На транспортере 7 установлен концевой выключатель 15, который целесообразно располагать так, чтобы плиты 3 и 4, поступившие на транспортер 7, воздействовали на него, а в момент схода с транспортера 7 освобождали выключатель 15..-Кроме того, он должен быть установлен неподвижно относительно элементов линии и недоступен для воздействия на него перемещающейся ленты транспортера 7.
Линия содержит также пост 16 хранения рулонов с пленкой, электротельфер 17, приемник готовой продукции, содержащий транспортеры 18 и 19 и устройство 20 загрузки изделий в контейнеры 21 и транспортер 22 контейнеров 21.
Линия снабжена толкателями 23 и 24, причем сварочные машины 5 и 6 расположены напротив соответствующих толкателей. Рабочие поверхности транспортеров 7-9 расположены ниже рабочей поверхности агрегата 1 формирования плитных изделий. На упорах 10 и 11 и на толкателях 23 и 24 установлены концевые выключатели 25- 30.
Линия работает следующим образом.
На агрегате 1 формирования плитных изделий из минераловатного ковра 2 формируют попарно путем, например, резки последнего минераловатные плиты 3 и 4.
Такт работы линии, как правило, обусловлен работой агрегата 1. Далее возможны варианты работы линии.
0
При работе только упаковочной машины 5 на машине 6 проводится, например, при помощи электротельфера 17 смена рулонов с пленкой. В этом случае П-образный упор
10 находится в опущенном состоянии. Минераловатные плиты 3 и 4 подают на транспортер 7 и воздействуют на концевой выключатель 15. Последний даёт команду приводу 12 на перемещение
Q транспортера 7 и одновременно включает транспортер 8. Скорость транспортера 8 устанавливают больше скорости транспортера 7 (разность скоростей рассчитывается в соответствии с тактом линии). Плита 3 подхватывается транспортером 8 и перемещается до упора 10 и воздействует на кон- цевЬй выключатель 25, который дает команду на выключение привода транспортера 8 и включение толкателя 23. Последний перемещает плиту в зону упаковки и воздействует на концевой выключатель 27, который дает команду на работу исполнительным механизмам упаковочной машины 5 и на возвращение толкателя 23 в исходное положение. Возвратясь в исходное положение, толкатель 23 воздействует на концевой вы5 ключатель 28, который дает команду на включение привода 13 транспортера- 8. Плита 4 сходит с транспортера 7, освобождая концевой выключатель 15, который дает команду на остановку приводу 12, и транспортером 8 подается до упора 10. Цикл упаковки
0 повторяется, а упавшая на транспортер 7 следующая пара плит 3 и 4 возобновляет цикл упаковки.
При работе только упаковочной машины
6 упор 10 находится в поднятом состоянии. Работа происходит аналогично 1 варианту, однако тактовые манипуляции возможно осуществлять всеми транспортерами (7-9), установив скорость их перемещения различной.
0 При работе одновременно обеих сварочных машин 5 и 6 упор 10 работает в режиме подъем-опускание, транспортный такт формируется подбором скоростей перемещения транспортеров 7-9.
Пройдя упаковочные машины 5 и/или б, упакованные в полиэтиленовую пленку плиты 3 и 4 поступают на транспортеры 18 и 19, подаются к устройству 20 загрузки, посредством которого изделия загружаются в контейнер 21 и транспортер 22 доставляет
Q контейнеры 21 с продукцией к месту складирования, дальнейшей транспортировки и т. д. Таким образом, предлагаемая конструкция дает многовариантную схему работы линии, что особенно важно .в условиях гибких автоматизированных производств, поз5 воляет существенно повысить производительность упаковки за счет исключения простоев оборудования, кроме того, линия проста и надежна в эксплуатации.
Формула изобретения Линия упаковывания плитных изделий в полиэтиленовую пленку, содержащая агрегат формирования плитных изделий, упаковочный агрегат, включающий сварочную машину, устройство подачи плитных изделий к упаковочному агрегату, включающее транспортер с упором и толкатель, и приемник готовой продукции, отличающаяся тем, что, с целью расширения технологических возможностей путем гибкого регулирования режимов работы линии и повышения производительности, она дополнительно содержит два транспортера, установленных вдоль направления движения основного транспортера, упор, толкатель и сварочную машину, причем первый дополнительный
транспортер расположен между агрегатом формирования плитных изделий и основным транспортером, сварочные машины упаковочного агрегата установлены параллельно между собой и расположены соответственно напротив толкателей основного и второго дополнительного транспортеров, упор основного транспортера выполнен П-образным и смонтирован с возможностью
перемещения в вертикальной плоскости, а дополнительный упор установлен неподвижно на втором дополнительном транспортере, при этом все транспортеры снабжены автономными приводами и их рабочие поверхности расположены ниже рабочей поверхности агрегата формирования плитных изделий.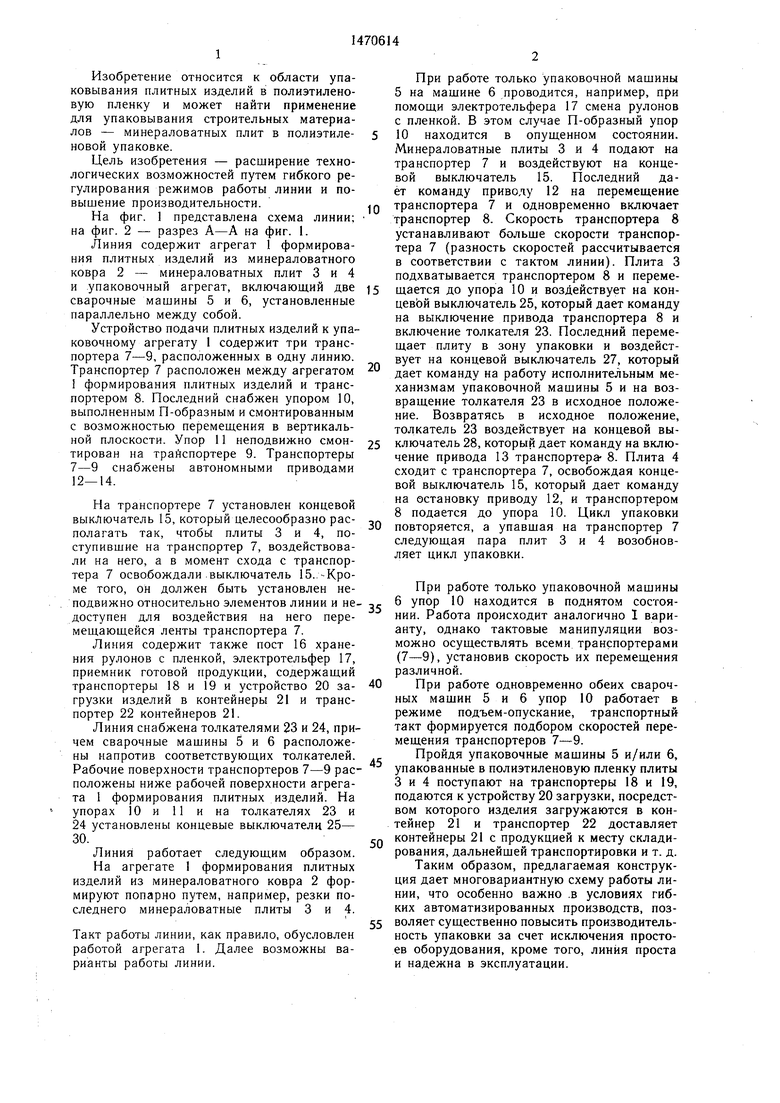
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковывания изделий в термоусадочную пленку | 1986 |
|
SU1451062A1 |
| Устройство для упаковывания изделий в термосклеивающуюся пленку | 1985 |
|
SU1303494A1 |
| Линия для упаковывания мотков проволоки и формирования пакета мотков | 1990 |
|
SU1792878A1 |
| Устройство для упаковывания изделий в термоусадочную пленку | 1987 |
|
SU1601030A1 |
| Способ упаковывания пачек с сыпучим материалом и линия для его осуществления | 1984 |
|
SU1288117A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ УПАКОВКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ | 2001 |
|
RU2203841C1 |
| Технологическая линия для изготовления теплоизоляционных материалов | 1990 |
|
SU1787792A1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| Способ производства минераловатных теплоизоляционных материалов на основе базальтовых горных пород и получаемый минераловатный утеплитель на основе экологически чистых базальтовых горных пород | 2022 |
|
RU2804530C1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ЗАВОДА ПО ПРОИЗВОДСТВУ ПОЛИСТИРОЛБЕТОННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2299803C2 |
Изобретение относится к линии упаковывания плитных изделий в полиэтиленовую пленку и может быть использовано для упаковывания строительных материалов минераловатных плит в полиэтиленовую пленку. Цель изобретения - расширение технологических возможностей путем гибкого регулирования режимов работы линии и повышение производительности. Линия содержит агрегат 1 формирования плитных изделий и устройство подачи плитных изделий к упаковочному агрегату, включающее транспортеры 7,8 и 9 с упорами 10 и 11 и толкатели 23 и 24. Концевые выключатели 15,25,26,27,28,29 и 30 установлены на транспортерах 7,8,9, толкателях 23 и 24 и упорах 10 и 11. Упаковочный агрегат содержит две параллельно установленные сварочные машины 5 и 6. Линия содержит пост 16 хранения рулонов с пленкой, электротельфер 17 и приемник готовой продукции. 2 ил.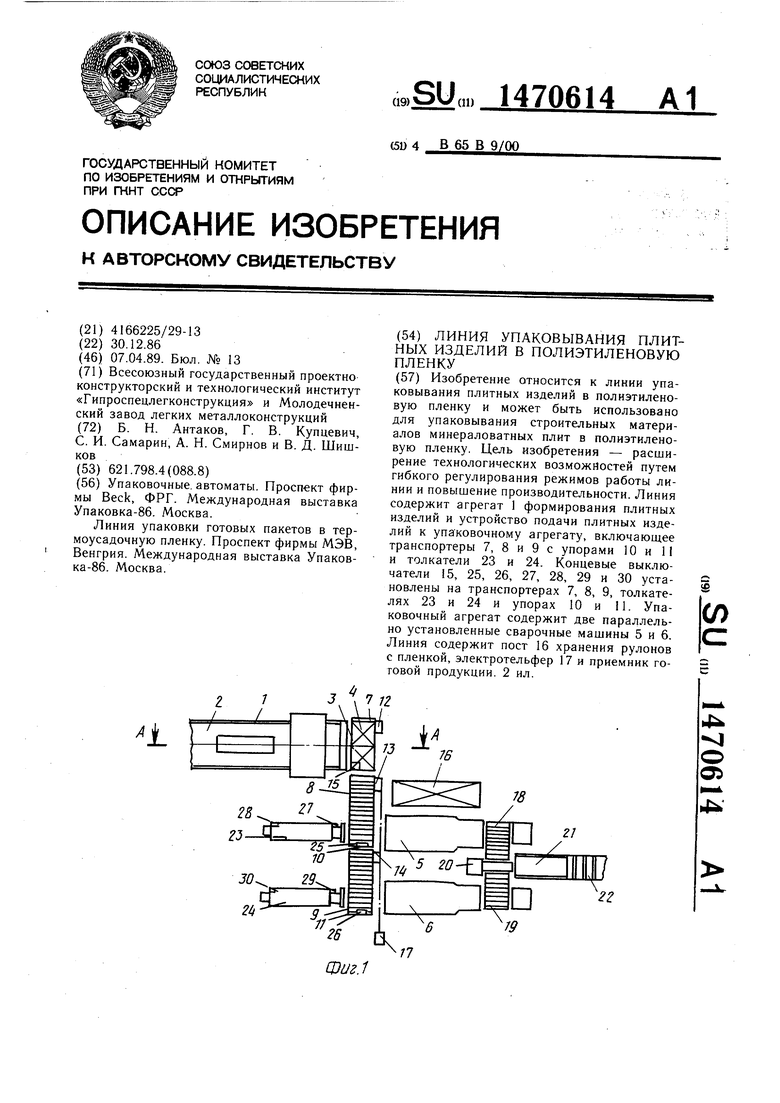
1 I J./
25 Ю
.3 .8
.13
Фиг. 2
| Упаковочные, автоматы | |||
| Проспект фирмы Beck, ФРГ | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Москва | |||
| Линия упаковки готовых пакетов в термоусадочную пленку | |||
| Проспект фирмы МЭВ, Венгрия | |||
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
| Москва. | |||
