Известны печи для скоростного однократного бескапсельного обжига фарфоровых изделий, осуществляемого на инвентарных огнеупорных плитах, перемещаемых посредством шагающих подов. Эти печи снабжены концевыми шиберами и конвейером для возврата инвентарных плит.
Предлагаемая печь выгодно отличается от известных наличием автоматизации работы, включая и возврат плит.
Для этого на обоих концах печи установлены закрепленные на шарнирных параллелограммах консольные рольганги, один из которых снимает у выхода из печи и опускает на конвейер инвентарные плиты, другой снимает с конвейера и поднимает их к входу в печь. Кроме того, приводы шагающих подов, шиберов и рольгангов выполнены в виде гидроцилиндров, питаемых рабочей жидкостью через синхронно работающие золотники.
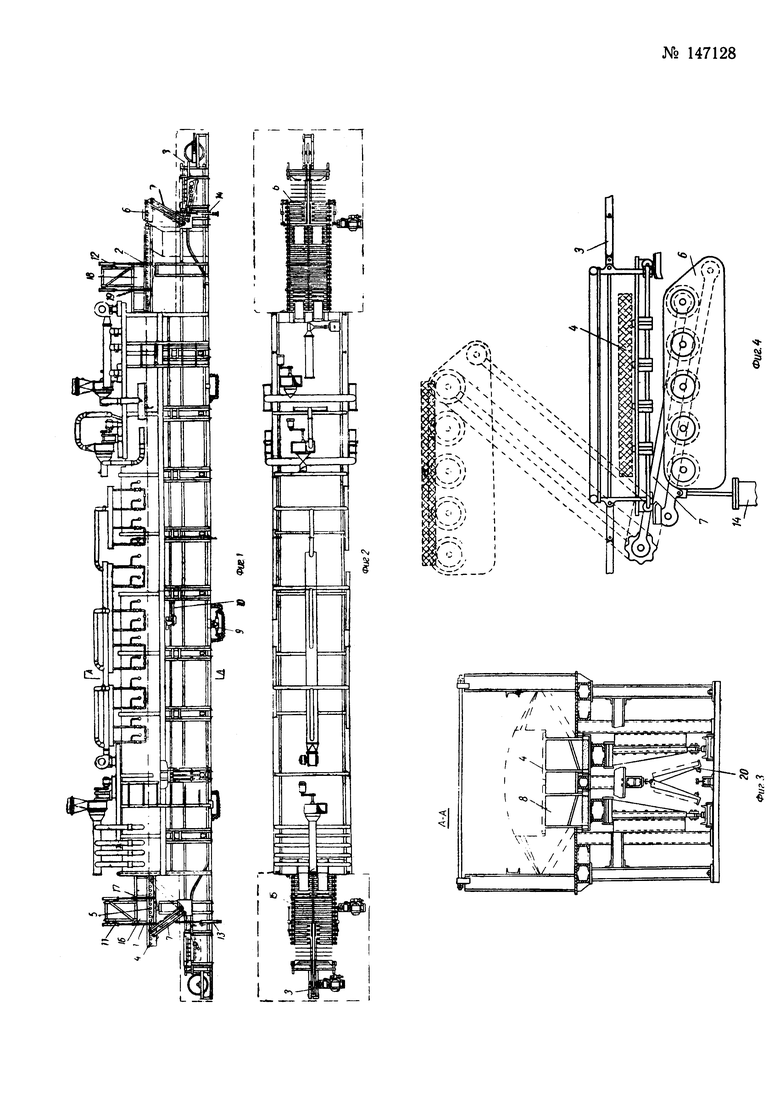
На фиг. 1 и 2 изображена в двух проекциях предлагаемая печь; на фиг. 3 - разрез по А-А на фиг. 1; фиг. 4 - консольный рольганг печи (схематично).
Предлагаемая печь для скоростного однократного бескапсельного обжига фарфоровых изделий оборудована концевыми шиберами 1 и 2 и конвейером 3 для возврата инвентарных плит 4. На обоих концах печи установлены консольные рольганги 5 и 6, закрепленные на шарнирных параллелограммах 7. Приводы шатающих подов 8, шиберов 1 и 2 и рольгангов 5 и 6 выполнены в виде гидроцилиндров (соответственно) 9, 10, 11, 12, 13 и 14, питаемых рабочей жидкостью через синхронно работающие золотники (на чертежах не показаны).
Работа печи осуществляется следующим образом.
На огнеупорных инвентарных плитах 4 устанавливаются изделия, предназначенные для обжига. Система вращающихся роликов 15 перемещает плиты во входную камеру 16 печи; затем вращение роликов прекращается, плита останавливается и шибер 1 опускается. После этого поднимается шибер 17 и плита закатывается в печь, вплотную к ранее установленным плитам. С этого места шагающие поды 8 с помощью гидроцилиндров 9 и 10 начинают перемещать плиты к зоне обжига и в дальнейшем в выходную камеру 18 печи при открытом шибере 19. Затем последний закрывается, а шибер 2 открывается. Плита 4 перекатывается на рольганг 6 и останавливается на нем. В этом положении с плиты снимаются обожженные изделия. Затем рольганг 6 опускается и оставляет плиты 4 на люльках 20 конвейера 3. Последний транспортирует плиты к входу в печь, где другой рольганг 5 снимает их с конвейера и поднимает их к входу в печь. Далее цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Газовая печь непрерывного действия для обжига керамических изделий | 1959 |
|
SU139234A1 |
| Туннельная многоярусная печь | 1976 |
|
SU657225A1 |
| Автоматизированная линия для изготовления мелкоштучных строительных изделий | 1981 |
|
SU1033338A1 |
| Устройство для транспортировки изделий при обжиге в туннельной печи | 1981 |
|
SU983424A1 |
| Туннельная печь для термической обработки изделий | 1990 |
|
SU1765655A1 |
| Печь для термической обработки изделий | 1978 |
|
SU836153A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| УСТАНОВКА ДЛЯ ЗАГРУЗКИ СТЕКЛОИЗДЕЛИЙ | 1964 |
|
SU159612A1 |
Печь для скоростного однократного бескапсельного обжига фарфоровых изделий, осуществляемого на инвентарных огнеупорных перемещаемых посредством шагающих подов плитах. с концевыми шиберами и конвейером для возврата инвентарных плит, отличающаяся тем, что, с целью автоматизации работы печи, включая и возврат плит, на обоих концах печи установлены закрепленные на шарнирных параллелограммах консольные рольганги, один из которых снимает у выхода из печи и опускает на конвейер инвентарные плиты, другой снимает с конвейера и поднимает их к входу в печь, а приводы шагающих подов, шиберов и рольгангов выполнены в виде гидроцилиндров, питаемых рабочей жидкостью через синхронно работающие золотники.
