1
Изобретение относится к копирным устройствам, применяемым в автоматах для сварки круговых швов, преимущественно телескопических соединений, в стесненных условиях.
Известен механизм настройки сварочной головки на стык, содержащий корпус, шарнирно закрепленную на нем стойку, несущую в свою очередь шариирно установленный двуплечий рычаг, один конец которого снабжен копирным роликом.
Применение известного механизма дает некачественный шов при сварке соединений с переменным зазором по периметру, так как в процессе сварки расстояние между копирным роликом и электродом и длина дуги не изменяются.
С целью повышения качества сварного соединения предлагаемый механизм снабжен вторым двуплечим рычагом с копирным роликом, установленным симметрично первому на одной с ним оси, свободные концы рычагов подпружинены между собой и через пару шарнирных тяг связаны со стойкой, при этом, ось рычагов и сварочная головка закреплены на ползуне, установленном с возможностью вертикального перемещения в пазу, выполненном в стойке.
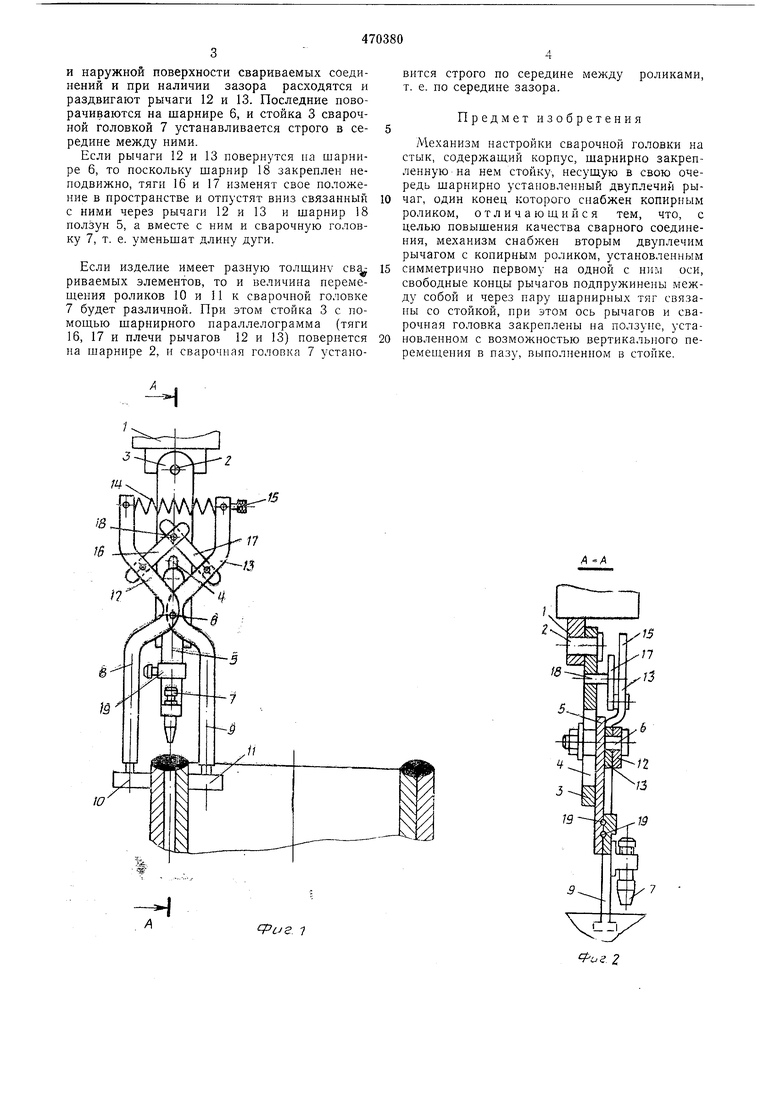
На фиг. 1 представлен предлагаемый механизм, общий вид; на фиг. 2 - пазоез по А--А на фиг. 1.
2 .
На корпусе 1 с помощью шарнира 2 закреплена стойка 3. В последней выполнен паз 4, в котором установлен ползун 5 с шарниром 6 и сварочной головкой 7. На шарнире 6 посажены двуплечие рычаги 8 и 9 с копирными роликами 10 и И на одном конце.
Свободные плечи рычагов 12 и 13 соединены пружинным устройством 14, имеющим фиксатор 15. Плечи рычагов 12 и 13 тягами 16 и 17 соединены с неподвижным шарниром 18 и образуют шарнирный параллелограмм с одним неподвижным шарниром, установленным на стойке 3. На ползуне 5 установлен механизм 19 поднастройки сварочной головки 7.
Предлагаемый механизм работает следующим образом.
Фиксатором 15 выключают пружинное устройство 14. Затем разводят в стороны ролики 10 и И и устанавливают механизм на свариваемое изделие. Освобождают пружинное устройство 14. При этом ролики 10 и 11 входят Б контакт соответственно с внутренней и наружной поверхностью свариваемого изделия и прижимаются к ним пружинным устройством 14. Механизм 19 выводят сварочную головку на стык. Затем устанавливают необходимую длину дуги и проводят сварку.
При перемещении сварочной головки вдоль стыка ролики 10 и 11 скользят по внутренней
и наружной поверхности свариваемых соединений и при наличии зазора расходятся и раздвигают рычаги 12 и 13. Последние поворачиваются на шарнире 6, и стойка 3 сварочной головкой 7 устанавливается строго в середине между ними.
Если рычаги 12 и 13 повернутся па шарнире 6, то поскольку шарнир 18 закреплен неподвижно, тяги 16 и 17 изменят свое положение в пространстве и отпустят вниз связанный с ними через рычаги 12 и 13 и шарнир 18 ползун 5, а вместе с ним и сварочную головку 7, т. е. уменьшат длину дуги.
Если изделие имеет разную толш,ину св риваемых элементов, то и величина перемешения роликов 10 и 11 к сварочной головке 7 будет различной. При этом стойка 3 с помошью шарнирного параллелограмма (тяги 16, 17 и плечи рычагов 12 и 13) повернется на шарнире 2, и сварочная головка 7 установится строго по середине между роликами, т. е. по середине зазора.
Предмет изобретения
Механизм настройки сварочной головки на стык, содержаш,ий корпус, шарнирно закрепленную на нем стойку, несущую в свою очередь шарнирно установленный двуплечий рычаг, один конец которого снабжен копирным роликом, отличают, и и ся тем, что, с целью повышения качества сварного соединения, механизм снабжен вторым двуплечим рычагом с копирным роликом, установленным
симметрично первому на одной с ним оси, свободные концы рычагов подпружинены между собой и через пару шарнирных тяг связаны со стойкой, при этом ось рычагов и сварочная головка закреплены на ползуне, установленном с возможностью вертикального перемеп1,ения в пазу, выполненном в стойке.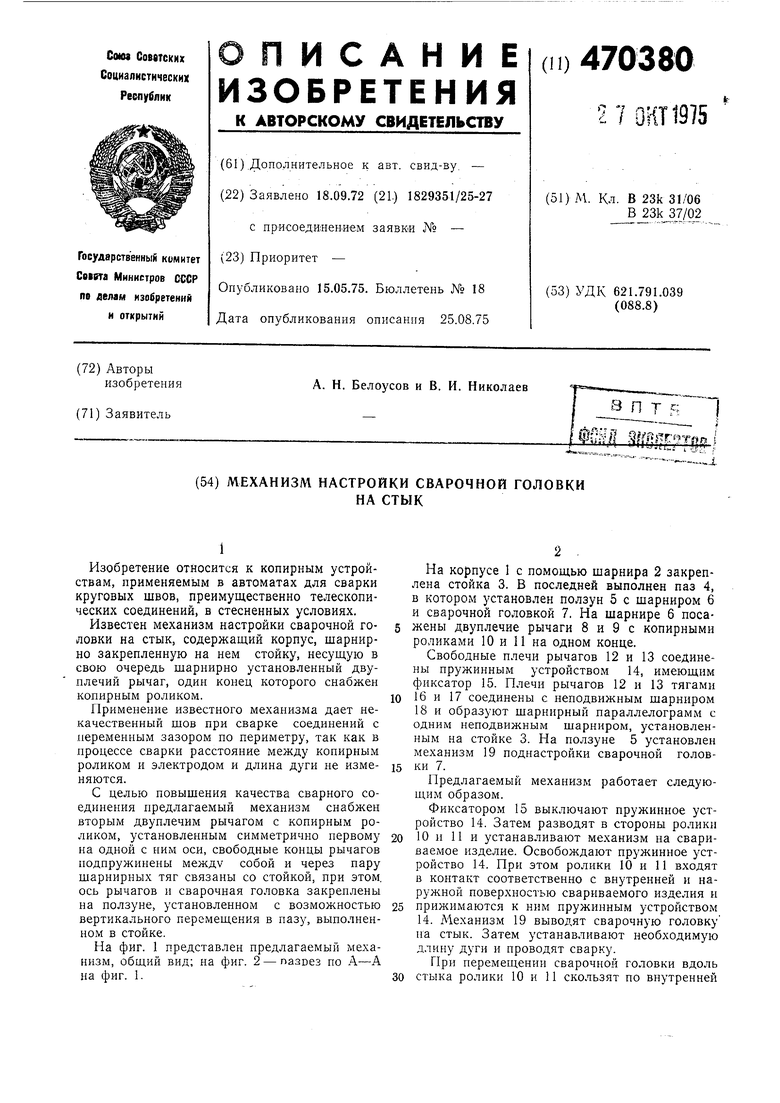
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ СВАРОЧНОЙ ГОРЕЛКИ НА СТЫК | 1987 |
|
SU1471416A1 |
| МЕХАНИЗМ НАСТРОЙКИ ПРЕИМУЩЕСТВЕННО СВАРОЧНОГО ЭЛЕКТРОДА НА СТЫК | 1972 |
|
SU330928A1 |
| Устройство для направления сварочного электрода по стыку | 1983 |
|
SU1094712A1 |
| Устройство для автоматической сварки швов по линии пересечения двух цилиндров | 1989 |
|
SU1632718A1 |
| Устройство для сварки | 1989 |
|
SU1787727A1 |
| Устройство для сварки неплавящимся электродом | 1982 |
|
SU1061955A1 |
| Устройство для сварки криволинейных швов с автоматическим копированием | 1990 |
|
SU1731516A1 |
| Устройство для автоматической сварки | 1985 |
|
SU1222472A1 |
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОЙ СВАРКИ ДВУХ УГЛОВЫХ ШВОВ | 1973 |
|
SU363562A1 |
| Устройство для автоматической сварки флюсом в потолочном положении | 1988 |
|
SU1673341A1 |
