1
1472205
Изобретение относится к станкостроению, а именно к устройствам для поддержки нежестких прутков при обработке на автоматах продольного точения.
Цель изобретения - повышение точности обработки путем обеспечения постоянного зазора между люнетной цангой и обрабатываемым прутком.
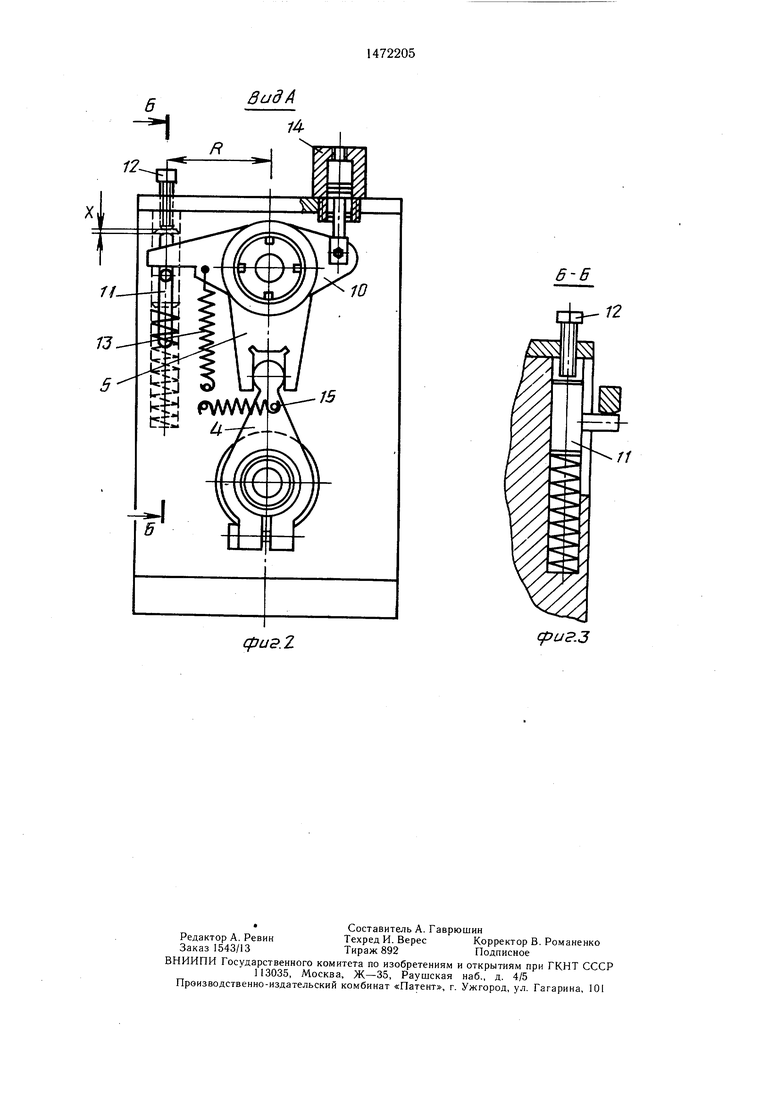
На фиг. 1 изображен предлагаемый люнет, осевой разрез; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2. Люнет состоит из неподвижного корпуса 1, в коническом отверстии которого установлена люнетная цанга 2 с регулировочной гайкой 3. На регулировочной гайке 3 с помощью клеммного зажима закреплен рычаг 4, связанный с промежуточным рычагом 5, свободно сидящим на оси 6 и связанным посредством фрикциона 7, поджимаемого через тарельчатую пружину 8 гайкой 9. На оси 6 закреплен также приводной рычаг 10, взаимодействую- щий с подпружиненным толкателем 11, перемещение которого ограничивается регулируемым упором 12. Рычаг 10 связан также с пружиной 13 и гидроцилиндром 14. Рычаг 4 подпружинен пружиной 15. Люнет работает следующим образом. Перед загрузкой нового прутка шток гидроцилиндра 14 смещается в крайнее нижнее положение, поворачивая рычаг 10 и растягивая пружину 13. При этом рычаги 5 и 4 и гайка 3 поворачиваются, в резуль- тате чего люнетная цанга 2 разжимается, давая возможность прутку свободно войти в люнет, а пружина 15 растягивается. После этого гидроцилиндр 14 переключается и его шток перемещается в крайнее верхнее положение, поворачивая рычаг Ю, а. через фрикцион 7 - рычаги 5 и 4 и гайку 3. Происходит зажим люнетной цангой 2 загруженного прутка. Усилие зажима определяет ся моментом, передаваемым фрикционом, причем этот зажим, а следова- тельно, и остановка рычагов 5 и 4 происходит раньше остановки штока гидроцилиндра 14 и связанного с ним рычага 10 в крайнем положении. Положение, в котором остановятся рычаги 5 и 4, зависит от диаметра прутка и будет изменяться при за- грузке разных прутков. Положение же рычага 10 при зажиме прутка всегда определенное и зависит только от хода щтока гидроцилиндра 14.
После того, как шток гидроцилиндра 14 прийдет в крайнее верхнее положение, дав- ление с гидроцилиндра снимается и рычаг 10 вместе с рычагами 4 и 5 и гайкой 3 под действием подпружиненного толкателя 11 повернется в обратную сторону на угол определяемый величиной перемещения толкателя 11 до упора 12. Эта величина X заранее отрегулирована и определяет зазор между прутком и люнетной цангой. Так -как положение рычага 10 не зависит от диаметра прутка, то величина зазора будет всегда постоянной и не зависящей от колебания диаметров прутков. Угол поворота рычагов 4 и 5 зависит от величины зазора между цангой и прутком и определяется из соотношения
«-. 180. Z Sp. tgj,
где Z - величина зазора между цангой и прутком;
SP - шаг регулировочной гайки;
j - угол конуса люнетной цанги.
Необходимое для обеспечения требуемого зазора Z между прутком и цангой в процессе работы перемещение толкателя, обеспечиваемое регулировкой упора 12, определяется из соотношения
у Z. л. R - Sptgfj
где R - радиус рычага 10;
X - величина зазора между толкателем 11 и упором 12 при верхнем положении щтока гидроцилиндра 14.
Формула изобретения
Люнет автомата продольного точения, в коническом отверстии корпуса которого расположена люнетная цанга с зажимной гайкой, связанной с приводом ее поворота, отличающийся тем, что, с целью повышения точности путем обеспечения постоянного зазора между люнетной цангой и обрабатываемым прутком, люнет снабжен механизмом автоматического регулирования зазора, выполненным в виде приводного промежуточного и подпружиненного рычагов, фрикциона, толкателя и регулируемого упора, причем приводной рычаг, связанный с приводом поворота гайки и толкателем, и промежуточный установлен с возможностью поворота на введенной в устройство оси, размещенной в корпусе, а между ними расположен фрикцион, подпружиненный рычаг связан с зажимной гайкой и промежуточным рычагом, при этом приводной рычаг подпружинен введенными в устройство пружинами растяжения и сжатия, причем последняя размещена в корпусе, толкатель расположен между ней и приводным рычагом, а регулируемый упор также установлен в корпусе и предназначен для взаимодействия с толкателем.
ЗидА
фиэ.г
6-6
12
сриг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЮНЕТ ДЛЯ АВТОМАТА ПРОДОЛЬНОГО ТОЧЕНИЯ | 2001 |
|
RU2212993C2 |
| Люнет к автоматам фасонно-продольного точения | 1985 |
|
SU1321546A1 |
| ТОКАРНЫЙ АВТОМАТ ПРОДОЛЬНОГО ТОЧЕНИЯ | 1999 |
|
RU2167032C2 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| СТАНОК-АВТОМАТ ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШТУЧНЫХ ЗАГОТОВОК | 1973 |
|
SU395182A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| УСТРОЙСТВО для ПОДАЧИ ПРУТКОВ в ТОКАРНЫЙ АВТОМАТ | 1970 |
|
SU284572A1 |
| Многошпиндельный токарный автомат | 1979 |
|
SU1040696A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1977 |
|
SU657917A1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU365195A1 |
Изобретение относится к станкостроению, а именно к устройствам для поддержки нежестких прутков при обработке на автоматах продольного точения. Целью изобретения является повышение точности обработки путем обеспечения постоянного зазора между люнетной цангой и обрабатываемым прутком. В корпусе 1 размещена цанга 2, на которую навинчена гайка 3, связанная через подпружиненный рычаг 4 с промежуточным рычагом 5, связанным с осью 6 через фрикцион 7. На оси 6 закреплен приводной рычаг 10, на который воздействует шток гидроцилиндра 14. Рычаг 10 подпружинен пружиной сжатия через толкатель, ход которого ограничен регулируемым упором. Под воздействием штока гидроцилиндра 14 рычаг 10 поворачивается и посредством рычагов 5 и 4 поворачивает гайку 3, которая освобождает цангу 2, в которую вводят пруток. Затем штоком гидроцилиндра 14 рычаг 10 поворачивается в обратную сторону, а через рычаги 5 и 4 - гайка 3. При этом происходит зажим люнетной цангой 2 прутка. Усилие зажима определяется регулировкой фрикциона 7 и зажим, а следовательно, и остановка рычагов 5 и 4 происходят раньше остановки штока гидроцилиндра 14 и связанного с ним рычага 10 в крайнем положении. Положение рычагов 5 и 4 зависит от диаметра прутка и является переменным при загрузке разных прутков. Положение рычага 10 при зажиме прутка всегда определенное и зависит от хода штока гидроцилиндра 14. Затем снимается давление в гидроцилиндре 14 и под действием пружины сжатия рычаг 10 поворачивается в обратную сторону на угол, определяемый ходом толкателя или регулируемым упором. Тогда через рычаги 5 и 4 поворачивается гайка 3 и освобождает цангу 2. 3 ил.
| Паспорт автомата продольного точения фирмы «Торное, Швейцария, 1980, Люнет, «Мажик,№ Т | |||
| КОЛПАЧЕК ДЛЯ ПАРОПЕРЕГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1923 |
|
SU634A1 |
