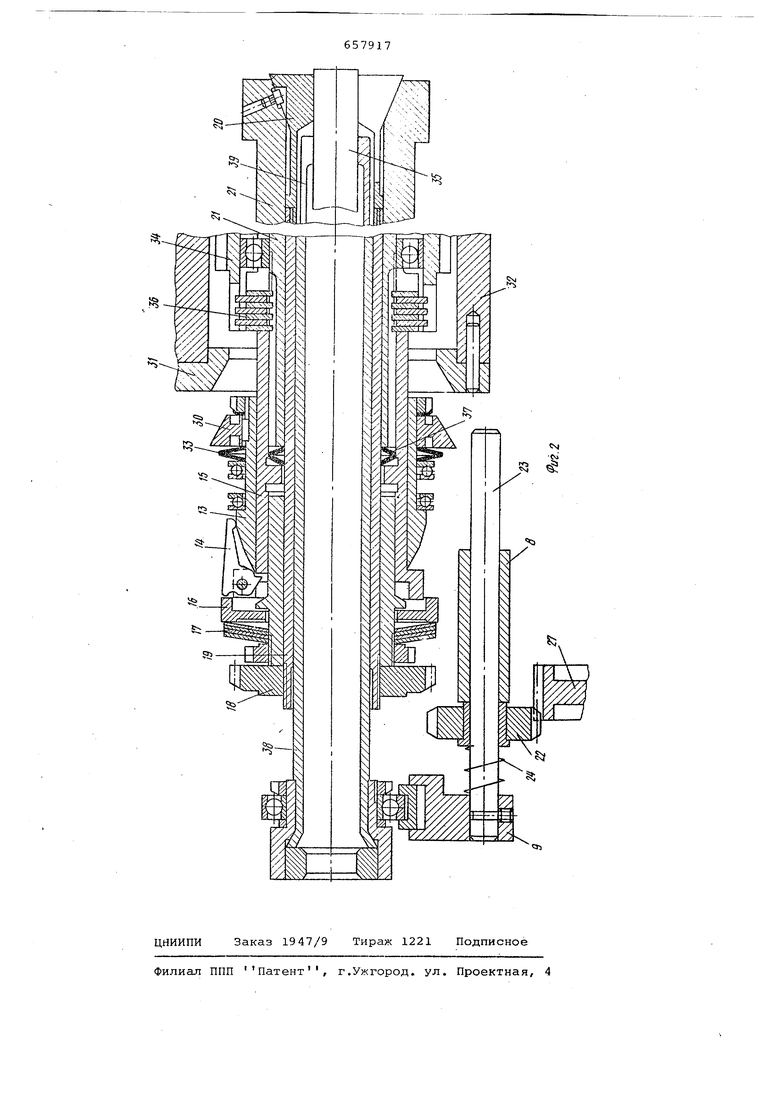
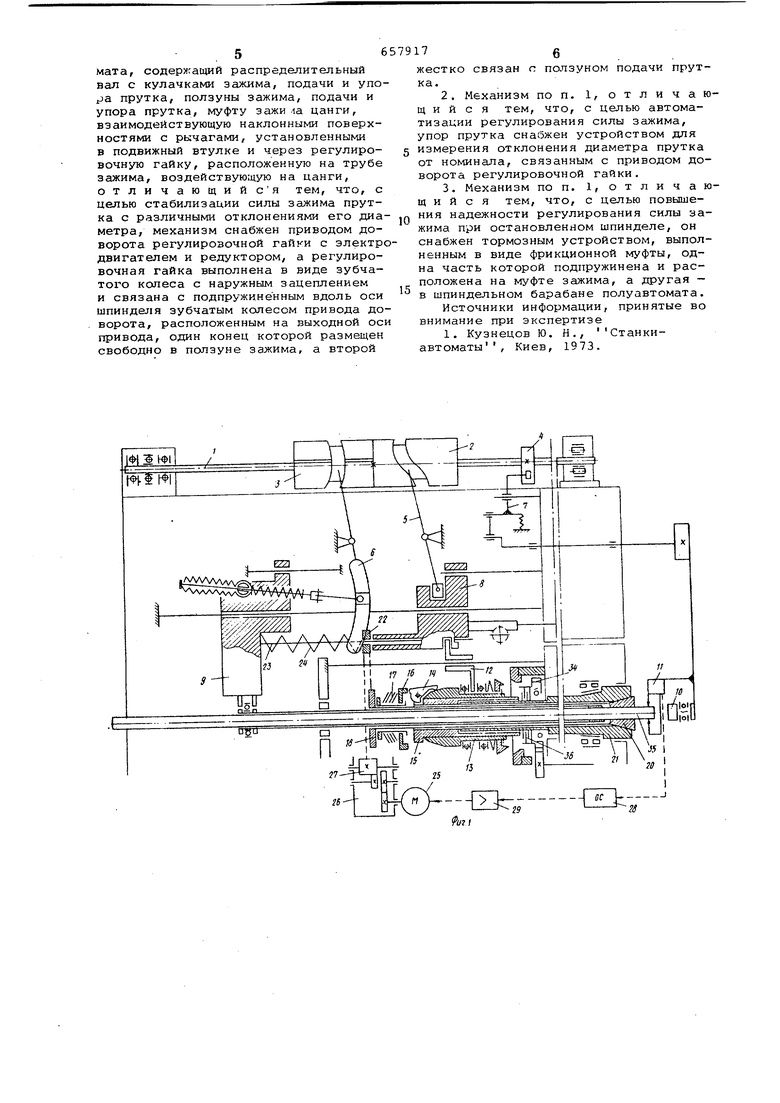
Изобретение относится к области машиностроения, в частности к станко строению, и может быть использовано для закрепления прутков и труб на токарных автоматах и револьверных станках. Известен механизм зажима и подачи прутка токарного . многсшпиндельного автомата, содержащий распределительный вал с кулачками зажима, подачи И упора прутка, передающими движения через рычажные передачи ползунам зажима, подачи и упора прутка, а ползун зажима через вилки связан с подвижными муфтами, взаимодействующими наклонными поверхностями с рычагами, установленными в подвижных втулках и через регулировочные гайки, расположенные на трубах зажима, воздействующие на зажимные цанги, размещенны в шпинделях 1. Недостатком известного устройства являются колебания силы зажима в цан говых патронах в зависимости от колебаний диаметра прутка по длине, что снижает производительность обработки, так как режимы обработки опре деляются по минимальному значению радиальной силы, а она зависит от ве личины диаметра прутка, что требует частых регулировок механизма зажима. Цель настоящего изобретения устранение указанного недостатка. Поставленная цель достигается тем, что механизм снабжен приводом доворота регулировочной гайки с электродвигателем и редуктором, а регулировочная гайка выполнена в виде зубчатого колеса с наружным зацеплением и связана с подпружиненным и плавающим вдоль оси шпинделя зубчатым колесом привода доворота, расположенными на выходной оси привода, причем один конец оси расположен свободно в ползуне зажима, а второй жестко связан с ползуном подачи прутка. С целью автоматизации регулирования силы зажима упор прутка снабжен устройством для измерения отклонения диаметра прутка от номинального, связанным с приводом доворота регулировочной гайки. С целью повышения надежности регулировки силы зажима при остановленном шпинделе он снабжен тормозным устройством, выполненным в виде фрикционной муфты одна часть которой вращающаяся, подпружинена и расположена на муфте зажима/ а другая неподвижная располо жена в шпиндельном барабане. На фиг. 1 изображена принципиальная схема предлагаемого механизма зажима и подачи прутка; на фиг, 2 - продольный разрез линии шпинделя это го механизма. Механизм содержит распределительный вал 1 с кулачками зажима 2, подачи 3 и упора 4 прутка, передающими управляющее движение через рычажные передачи 5, б, 7 соответственно ползунам зажима 8, подачи 9 и упору 10, на котором установлено устройство 11 для .автоматического измерения отклонения диаметра прутка от номингшьного. Ползун зажима 8 через вилку 12 связан с подвижной муфтой 13, взаимо действующей наклонной поверхностью с рычагами 14, установленными в подвижных втулках 15 и передающими движение через обойму 16 и упругое звено 17 (в виде пакета тарельчатых пружин) регулировочной гайке 18, имеющей упорную резьбу (для предотвр щения самоотвинчивания). Регулировоч ная гайка 18, выполненная в виде зуб чатого кольса с наружным зацеплением расположена на трубе зажима 19, связанной с зажимной цангой 20, размещенной в шпинделе 21 станка.. Регулировочная гайка 1В связана с приводом доворота через плавающее вдоль оси шпинделя 21 паразитное зубчатое колесо 22, расположенное на штоке 23, один конец которого размещен подвижно в ползуне зажима 8, а второй жест ко связан с ползуном подачи 9, приче между зубчатым колесом 22 и ползуном подачи 9 расположена пружина 24. Привод доворота состоит из электр двигателя 25 и редуктора 26, выходная шестерня 27 которого выполнена широкой, что позволяет сохранять зацепление между шестернями 27 и 22 да же после отключения зацепления шесте ран 22 и 18. Команда на управление приводом доворота поступает от измерительного устройства 11 через канал обратной связи 28 с усилителем 29, используемых широко в системах автоматического управления и регулирования. Устройство 11 может быть выполнено в виде индуктивного или электро койтактного датчика и должно быть на строено на номинальный диаметр прутк с целью регистрации его отклонений. На Ксшдом шпинделе установлен тормоз в виде фрикционной, например, конической муфты, одна часть которой конус 30 (см.фиг. 2) вращающаяся и рас положена на замкнутой муфте 13, а другая (фланец)31 неподвижная и распо ложена в расточке шпиндельного барабана 32, причем фрикционная муфта поджата пружиной 33 в крайнем положении после разжима механизма. Вращение шпинделя 21 переедается через шестерню 34 при включенной при обработке прутка 35 муфте 36, которая после разжима цанги удерживается пружиной 37, стремящейся сдвинуть втулку 15 влево и развести диски муфты 36. Ползун подачи 9 через подшипник связан с трубой подачи 38, на правом конце которой установлена подающая цанга 39. Принцип работы механизма заключается в следующем. Шпиндель 21 приходит в загрузочную позицию. Происходит отрезка детали, следующий этап подача материала. Ползун зажима 8 перемещается вправо, происходит разжим прутка 35, а пружина 37, отталкивая втулку 15, отпускает диски фрикционной муфты 36. В это время конус 30, находящийся на муфте 13, входит в контакт с фланцем 31, происходит торможение и останов шпинделя 21 .с усилием, развиваемым тарельчатыми пружинами 33. Затем ползун , подачи 9 перемещается вправо, пружиной 24 толкает шестерню 22 и одновременно производит подачу прутка трубой 38 с цангой 39. На рычаге упора 10 расположено измерительное устройство 11, которое фиксирует отклонение диаметра прутка от номинала и через логическую схему обратной связи 28, передает информацию на исполнительный двигатель 25 привода доворота. В зависимости от отклонения диаметра пруткапроисходит доворот или отворот шестерни-гайки 18 через редуктор 26 (если шестерня 22 не всшла первоначально в зацепление с гайкой 18, то входит в самом начале доворота, будучи подпружинена пружиной 24). Происходит доворот, затем зажим прутка. Ползун зажима 8 перемещается влево, своим приливом перемещает шестерню 22, сжимает пружину 24 и выводит из зацепления с шестерней-гайкой 18. Тормозной конус 30 выходит из контакта с коническим фланцем 31, а втулка 15 сжимает диски муфты 36, и шпиндель 21 начинает вращаться. Шестерня 22 остается подпрухшненной до тех пор, пока не произойдет набор материала. При этом ползун подачи 9 с трубой подачи 38 отойдут в крайнее левое положение и будут находиться там в процессе обработки детали. Механизм может быть использован не только на всех моделях токарных многощпиндельных автоматов, на которых изготавливаются детали из пруткового материала, но и на однсшпиндельных токарноревальверн:лх автоматах и револьверных станках, содержащих механизм с ге.ометрическим замыканием. Формула изобретения 1. Механизм зажима и подачи прутка токарного многсшпиндельного авто5мата, содержащий распределительный вал с кулачками зажима, подачи и упо ра прутка, ползуны зажима, подачи и упора прутка, муфту зажила цанги, взаимодействующую наклонными поверхностями с рычагами, установленными в подвижный втулке и через регулировочную гайку, расположенную на трубе зажима, воздействующую на цанги, отличающийся тем, что, с целью стабилизации силы зажима прутка с различными отклонениями его диа метра, механизм снабжен приводом доворота регулировочной гайки с электро двигателем и редуктором, а регулировочная гайка выполнена в виде зубчатого колеса с наружным зацеплением и связана с подпружиненным вдоль оси шпинделя зубчатым колесом привода доворота, расположенным на выходной оси привода, один конец которой размещен свободно в ползуне зажима, а второй 17 жестко связан с ползуном подачи прутка. 2.Механизм по п. 1, отличающийся тем, что, с целью автоматизации регулирования силы зажима, упор прутка снабжен устройством для измерения отклонения диаметра прутка от номинала, связанным с приводом доворота регулировочной гайки. 3.Механизм по п. 1, о т л и ч а ющ и и с я тем, что, с целью повышения надежности регулирования силы зажима при остановленном шпинделе, он снабжен тормозным устройством, выполненным в виде фрикционной муфты, одна часть которой подпружинена и расположена на муфте зажима, а другая - в шпиндельном барабане полуавтомата. Источники информации, принятые во внимание при экспертизе 1. Кузнецов Ю. Н., СтанкиавтоматыКиев, 1973.

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1979 |
|
SU882704A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1979 |
|
SU872038A1 |
| Механизм зажима и подачи прутка токарного многошпиндельного автомата | 1977 |
|
SU625842A1 |
| Токарный многошпиндельный станок | 1989 |
|
SU1660850A1 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| Механизм зажима пруткового материала | 1981 |
|
SU1028429A2 |
| Механизм зажима пруткового материала | 1981 |
|
SU956156A1 |
| Механизм зажима заготовок | 1982 |
|
SU1090504A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Механизм зажима пруткового материала | 1980 |
|
SU917924A1 |