Известны способы и устройства для проверки слюдяных деталей радиоламп на проекторе путем наложения на проекцию детали трдфарета. Однако такие способы проверки деталей мало пригодны из-за невоз.можности создания трафарета с учетом плюсовых и минусовых допусков как на отверстия детали, так и на их взаимное расположениеОтличительная особенность предлагаемого устройства состоит в применении в нем, помимо основного трафарета, дополнительных трафаретов с нанесенными на них контурами, соответствующими как номинальному размеру отверстия, так и размерам с учетом предельных отклонений.
Применение дополнительных трафаретов обеспечивает возможность проверки размеров отверстий и их взаимного расположения.
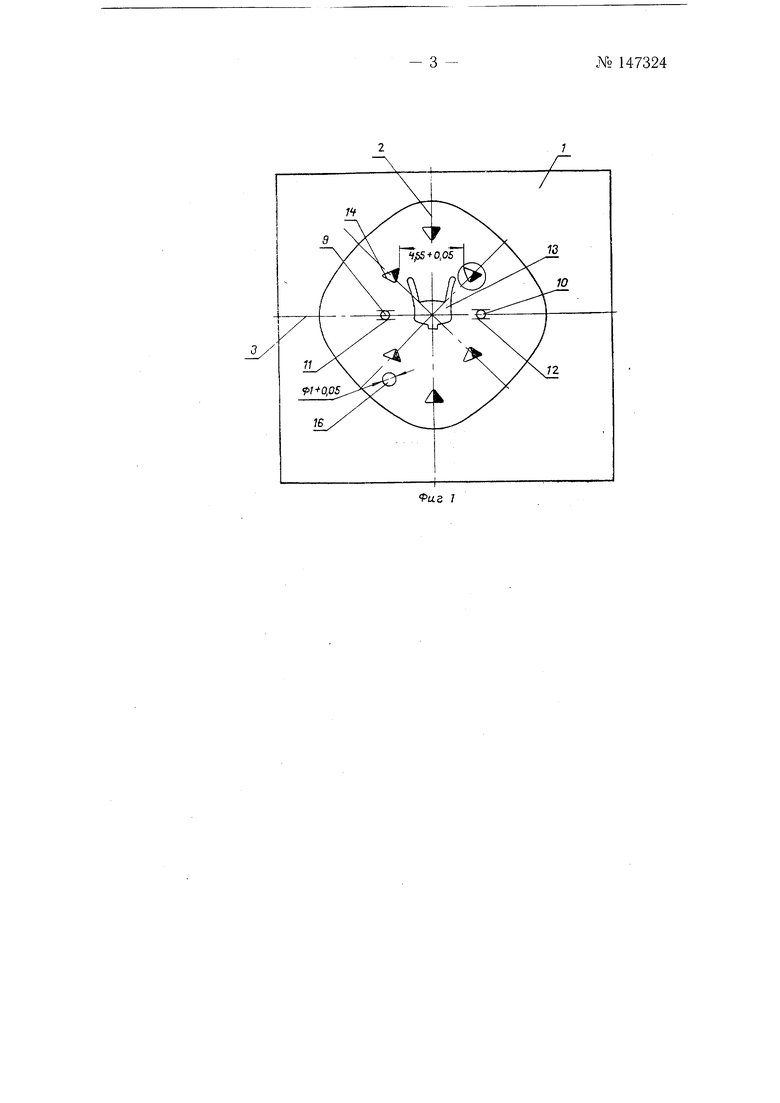
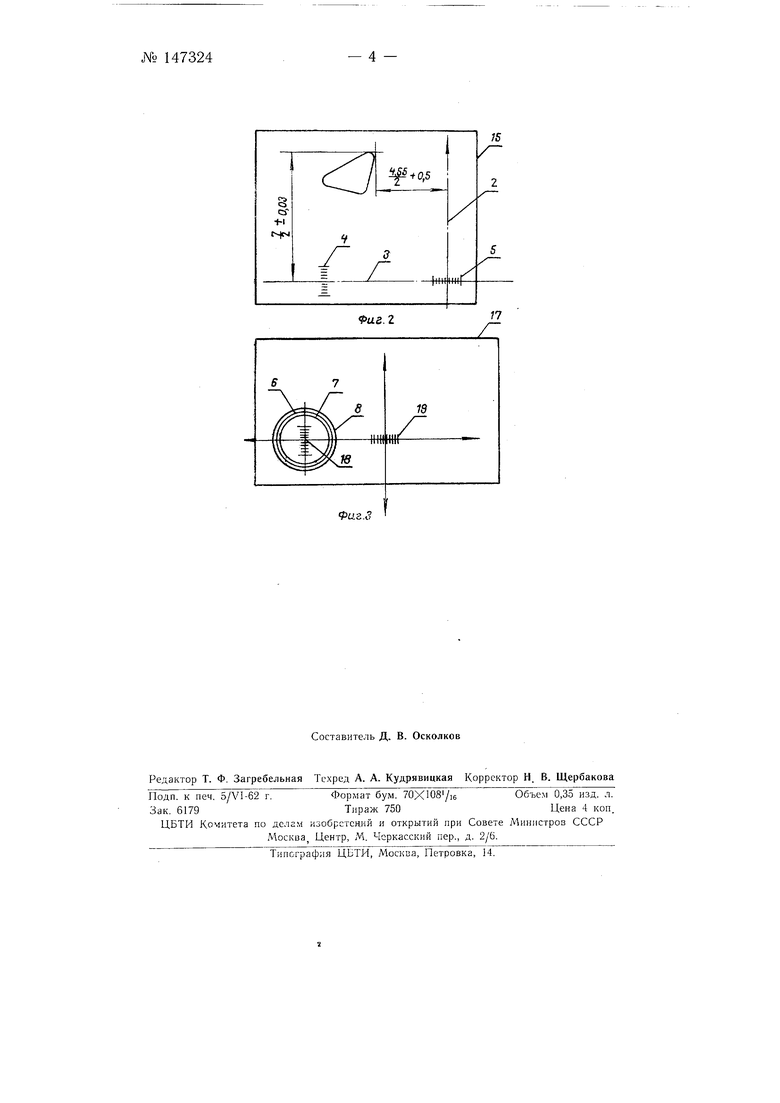
На фиг. 1 изображен основной трафарет в увеличенном масштабе; на фиг. 2 и 3 - дополнительные трафареты для двух отверстий детали.
Основной трафарет 1 изготавливается из органического стекла, плексигласа или другого прозрачного материала на координатно-расточком станке с максимально возможной точностью и в увеличенном масштабе.
. Масштаб увеличения трафарета по сравнению с деталью выбирается Б соответствии с проектором, даюш.им достаточно большое увеличение. На трафарет наносятся все подлежаш,ие проверке отверстия детали по номинальным размерам и геометрические оси симметрии как отверстий, так и всей детали.
Дополнительные трафареты изготовляются отдельно для каждого проверяемого отверстия с нанесением его контура на прозрачном материале в том же масштабе, что и масштаб основного трафарета. На тра№ 147324- 2 фарет наносятся координатные оси, 2 и 3 так же, как на основном трафарете, по номинальным размерам. На обеих координатных осях 2 и 3 вычерчивают штриховые шкалы 4 и 5 и указывают допуски на размер от контура отверстия до координатных осей.
В случае наличия допусков на диаметр отверстия детали на трафарете вычерчивают, кроме контура 6, соответствуюш.его номинальному размеру, контуры 7 и И, соответствуюш,ие размерам с учетом предельных отклонений.
Ориентирование основного трафарета / относительно проекций проверяемой детали производят путем совмеш,ения двух наиболее удаленных отверстий, например 9 и 10, трафарета с соответствуюш.ими проекциями отверстий детали. Если расстояние между отверстиями детали по горизонтальной оси будет иметь отклонения от номинала, тогда проекции этих отверстий не совпадут с соответствующими отверстиями 9 и 10 трафарета /.
С целью обеспечения наиболее точного совмещения трафарета / с проекцией детали к его базовым отверстиям 9 и JO проводят касательные линии // и 72 и ориентируют трафарет по ним.
Ориентирование трафарета / вдоль вертикальной оси осуществляют путем совмещения его центрального отверстия 13 с проекцией этого же отверстия детали, после чего приступают к определению смещений проекций, например отверстия детали от соответствующего отверстия М трафарета 1. Для этого на проекцию этого отверстия детали накладывают всцомогательный трафарет 15 и по его щтриховым щкалам 4 к 5 определяют смещение координатных осей 2 к 3 относительно соответствующих координатных осей основного трафарета.
При проверке отверстия 16 детали, имеющего плюсовой допуск, дополнительный трафарет 17 совмещают с проекцией этого отверстия так, чтобы его контур расположился концентрично в кольцевом зазоре между контурами б и 8 трафарета 17, и определяют по шкалам 18 и 19 смещения отверстия от координатных осей основного трафарета / Если контур проекции проверяемого отверстия 16 выходит за контуры 6 н 8 трафарета 17, деталь бракуется.
При массовом производстве деталей достаточна проверка отверстий, имеющих более жесткий допуск как на диаметр отверстия, так и на его смещение.
Предмет изобретения
Устройство для проверки слюдяных деталей для радиоламп на проекторе с применением основного трафарета, выполненного из прозрачного материала и совмещаемого базисными отверстиями с проекциями отверстий детали, отличающееся тем, что, с целью определения размеров отверстий и их взаимного расположения, применены дополнительHbie трафареты, на каждом из которых нанесены контуры одного из проверяемых отверстий, соответствующие как номинальному размеру, гак и размерам с учетом предельных отклонений, а также кординатные оси, соответствующие координатным осям основного трафарета, и щтриxoBbie шкалы, служащие для определения несовпадений координатных осей основного трафарета с соответствующими координатными осями вспомогательного трафарета при совмещении его отверстия с проекцией отверстия детали.
fO.S
M
Фа&.З
аг. 2
