Изобретение относится к транспортному машиностроению, может быть использовано для определения коэффициента теплоотдачи и каналах охлаждаемых лопаток газовых турбин авиационных двигателей и является усовершенствованием изобретения по авт. св. № 550008.
Целью изобретения является повышение точности определения коэффициента теплоотдачи путем обеспечения выравнивания
руя время продувки т и температуру Тох охлаждающей среды. Затем вынимают лопатку 3, измеряют толщину 6 образовавшейся корки металла и вычисляют коэффициент
, r-6-p
теплоотдачи по формуле Кг(Тг-Тоху
где
г - теплота кристаллизации; р - плотность металла 2.
При этом продувку лопатки осуществтемпературного поля расплава по сечению Ю ляют с задержкой по времени, соответствую- ванны.щей образованию на в-нутренней поверхносНа фиг. 1 показана установка, реализую- ти ванны 1 корки металла 2 толщиной б2 щая способ; на фиг. 2 - ванна, поперечное в плоскости корневого сечения лопатки 3, сечение.составляющей 0,1-0,15 от ширины Н ванУстановка для определения коэффициен- ны 1.
та теплоотдачи в каналах охлаждаемых лопаток газовой турбины содержит ванну . 1 с расплавленным металлом 2, исследуемую лопатку 3 с магистралью 4 подвода охлаждающей среды и коллектором 5 отвода охлаждающей среды.
При реализации предлагаемого способа исследуемую лопатку 3 помещают в ванну 1 с расплавленным металлом 2 и при температуре Тг кристаллизации последнего продувают лопатку 3 охлаждающей среды, фиксиФормула изобретения
Способ определения коэффициента теплоотдачи по авт. св. № 550008, отличающийся тем, что, с целью повышения точности, 20 продувку лопатки осуществляют с задержкой по времени, соответствующей образованию на внутренней поверхности ванны корки металла толщиной в плоскости корневого сечения лопатки, составляющей 0,1-0,15 ширины ванны.
руя время продувки т и температуру Тох охлаждающей среды. Затем вынимают лопатку 3, измеряют толщину 6 образовавшейся корки металла и вычисляют коэффициент
, r-6-p
теплоотдачи по формуле Кг(Тг-Тоху
где
ны 1.
Формула изобретения
Способ определения коэффициента теплоотдачи по авт. св. № 550008, отличающийся тем, что, с целью повышения точности, продувку лопатки осуществляют с задержкой по времени, соответствующей образованию на внутренней поверхности ванны корки металла толщиной в плоскости корневого сечения лопатки, составляющей 0,1-0,15 ширины ванны.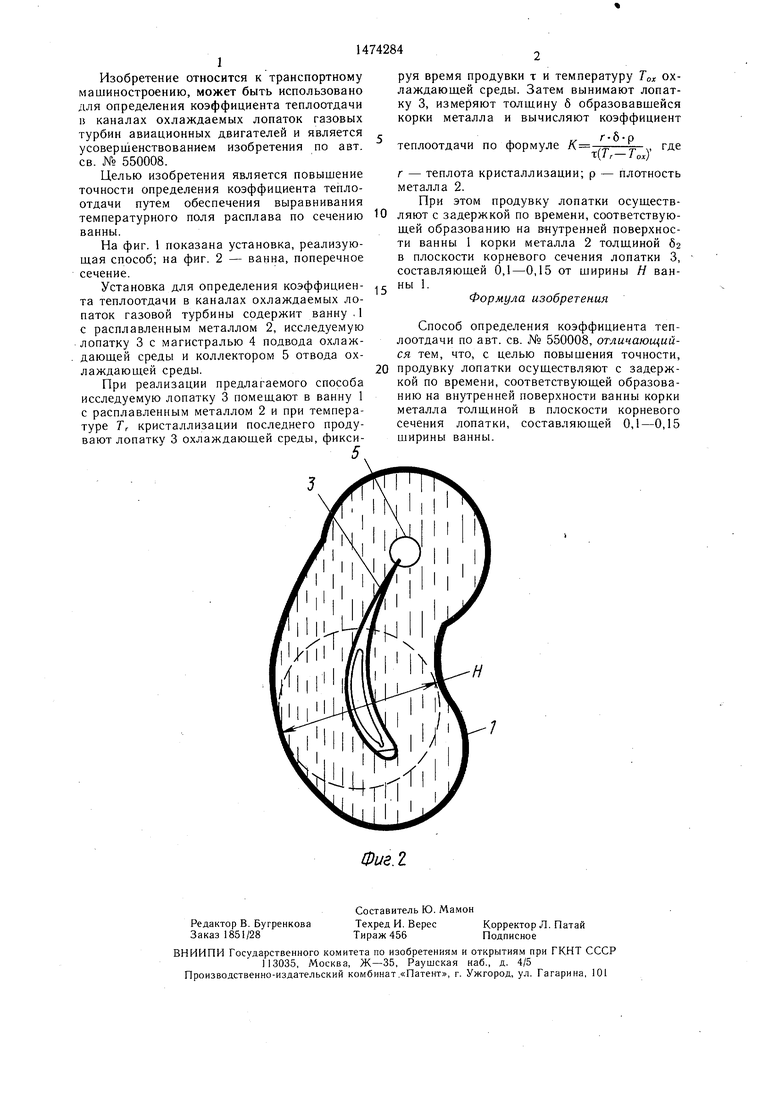
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения коэффициента теплопередачи через стенку конвективно охлаждаемой детали | 2018 |
|
RU2677973C1 |
| Способ определения коэффициента теплопередачи | 1990 |
|
SU1822959A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТЕПЛООТДАЧИ | 2001 |
|
RU2220409C2 |
| Способ определения коэффициента теплопередачи | 1982 |
|
SU1081504A1 |
| Способ определения коэффициента теплопередачи | 1986 |
|
SU1341505A1 |
| СПОСОБ КОНТРОЛЯ ОХЛАЖДАЕМОЙ СТЕНКИ С ОТВЕРСТИЯМИ | 1987 |
|
SU1492815A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТЕПЛОПЕРЕДАЧИ ЧЕРЕЗ СТЕНКУ КОНВЕКТИВНО ОХЛАЖДАЕМОЙ ДЕТАЛИ | 1994 |
|
RU2084881C1 |
| Способ определения коэффициента теплопередачи | 1975 |
|
SU550008A1 |
| Способ определения коэффициента теплоотдачи детали | 2022 |
|
RU2796333C1 |
| СПОСОБ КОНТРОЛЯ ОХЛАЖДАЕМОЙ СТЕНКИ С ОТВЕРСТИЯМИ | 1996 |
|
RU2117164C1 |
Изобретение позволяет повысить точность определения коэффициента теплоотдачи. Лопатку 3 помещают в ванную 1 с расплавленным металлом 2 и при температуре кристаллизации металла 2 продувают лопатку 3 охлаждающей средой, фиксируя время продувки и т-ру охлаждающей среды. Продувку лопатки осуществляют с задержкой по времени, соответствующей образованию на внутренней поверхности ванны корки металла толщиной в плоскости корневого сечения лопатки, составляющей 0,1-0,15 ширины ванны.Способ обеспечивает выравнивание температуры поля расплава по сечению ванны. 2 ил.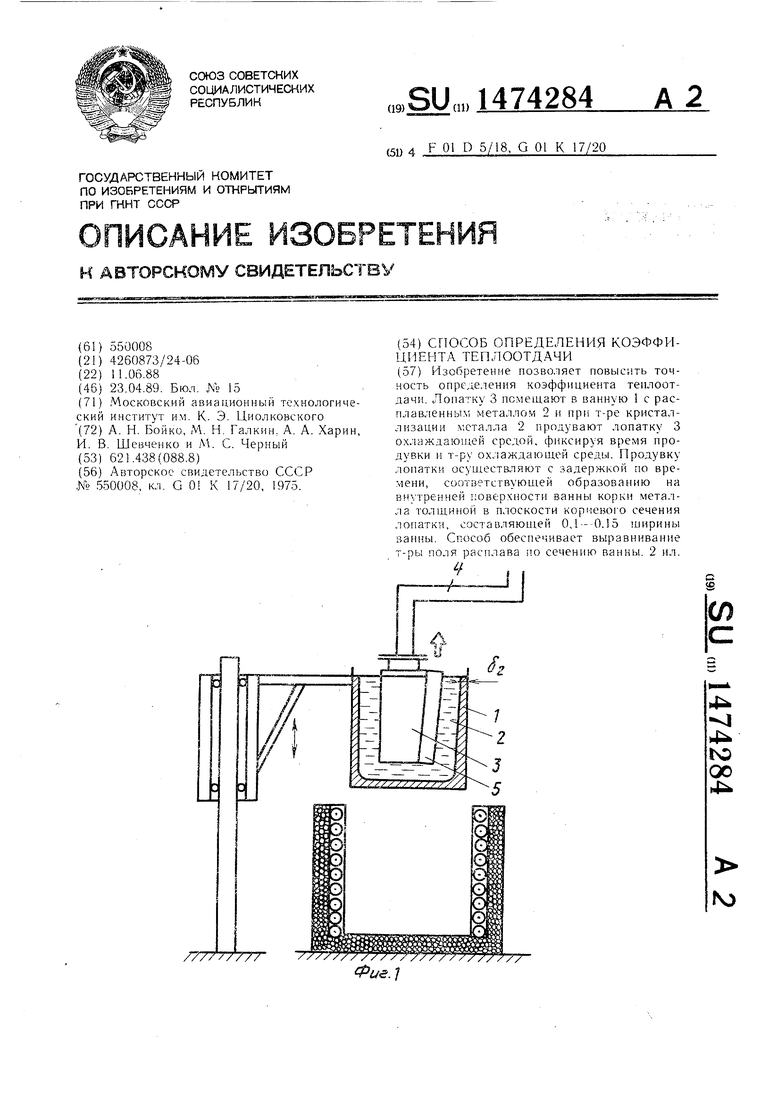
| Способ определения коэффициента теплопередачи | 1975 |
|
SU550008A1 |
