Известны устройства для непрерывной формовки железобетонных изделий, выполненные на базе цепного конвейера со смонтированными на его звеньях формами, снабженными выталкивателями с роликами на концах, с применением виброреек и укладкой бетонной смеси без питателей. Ролики выталкивателей взаимодействуют при выталкивании изделий из форм с упорами, которые установлены в месте распалубки.
Однако в известных устройствах не обеспечен плавный выход отформованных изделий из форм.
Полуавтоматический станок, выполненный согласно изобретению, лишен этого недостатка. Сущность изобретения заключается в выполнении упора предложенного станка в виде наклонно укрепленной на раме шины с горизонтальным участком, над которым установлена вилка для снятия с выталкивателей отформованных изделий на поддонах.
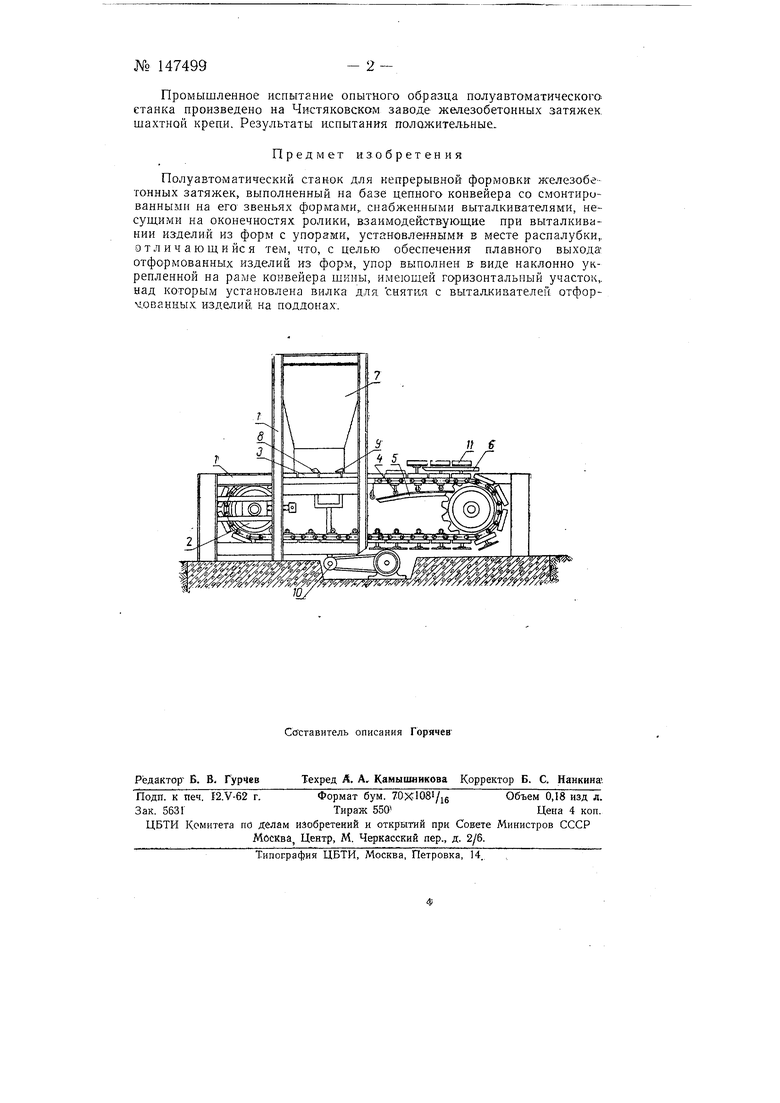
На чертеже изображена схема описываемого полуавтоматического станка для непрерывной формовки железобетонных затяжек.
Станок включает раму ), цепной конвейер 2 с смонтированными на его звеньях формами 3, имеюшими выталкиватели 4 с роликами на концах, упор 5, вилку 6, бункер 7, виброрейки 5 и 9 с приводом от вибратора 10.
Во время работы станка в формы 3 перед формовкой укладываются поддоны и арматурные каркасы, конвейер движется и формы 5 попадают к основанию бункера 7 с бетонной смесью. Происходит формовка железобетонных затяжек с помощью виброреек 5 и Я отформованные затяжки 11 вместе с поддонами плавно выталкиваются (выходят) из форм под действием упора 5 и подаются на вилку 6 приема готовой продукции.
Промышленное испытание опытного образца полуавтоматическогоетанка произведено на Чистяковском заводе железобетонных затяжек, шахтной креаи. Результаты испытания положительные.
Предмет изобретения
Полуавтоматический станок для непрерывной формовки железобетонных затяжек, выполненный на базе цепного конвейера со смонтированными на его звеньях формами,, снабженными выталкивателями, несуш.ими на оконечностях ролики, взаимодействующие при выталкивании изделий из форм с упорами, установленными в месте распалубки,, отличающийся тем, что, с целью обеспечения плавного выхода отформованных изделий из форм, упор выполнен в виде наклонно укрепленной на раме конвейера шины, имеющей горизонтальный участок,, над которым установлена вилка для снятая с выталкивателей отформованных изделий на поддонах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХЗАТЯЖЕК | 1972 |
|
SU428942A1 |
| Станок для изготовления железобетонных затяжек | 1983 |
|
SU1158362A2 |
| Формующее устройство | 1982 |
|
SU1101351A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Вибропрессовальный станок для изготовления легкобетонных камней | 1948 |
|
SU79773A1 |
| ВИБРОТРАМБОВАЛЬНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ СПЛОШНЫХ ИЛИ ПУСТОТЕЛЫХ СТЕНОВЫХ КАМНЕЙ ИЗ БЕТОНА И Т. П. МАТЕРИАЛА | 1942 |
|
SU64873A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ СТРОИТЕЛЬНЫХ БЕТОННЫХ | 2017 |
|
RU2672288C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ И ПЛОСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ЧЕРЕПИЦЫ, НЕПРЕРЫВНЫМ ФОРМОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038972C1 |
| Станок для формовки бетонных и железобетонных безнапорных труб | 1948 |
|
SU95700A1 |
| Вибропрессовальный станок для изготовления бетонных камней (блоков) | 1955 |
|
SU109954A1 |
