Известны автоматы для сборки узлов с резьбовым соединением, снабженные требуемым количеством одинаковых рабочих позиций в виде жестко связанных с ротором сборочных головок, получающих возвратно-поступательное движение при помощи копиров и совмещенных с пальцами-ловителями деталей, поступающих по лоткам.
В предлагаемом автомате, с целью упрощения конструкции и осуществления смены лотков при настройке без замены копиров, лотки выполнены с пазами, а в сборочных головках применены пружины сжатия. Под воздействием пружин пальцы-ловители, скользящие по поверхности лотков, вводятся в пазы для захвата детали и подачи ее на рабочую позицию.
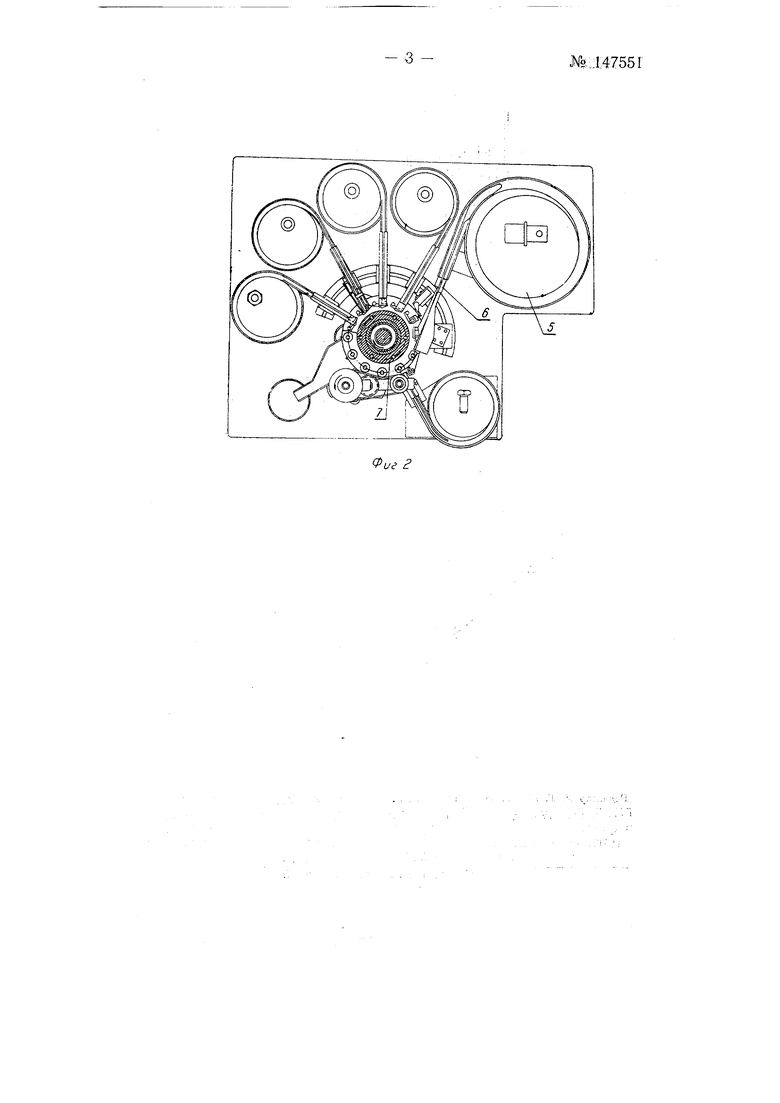
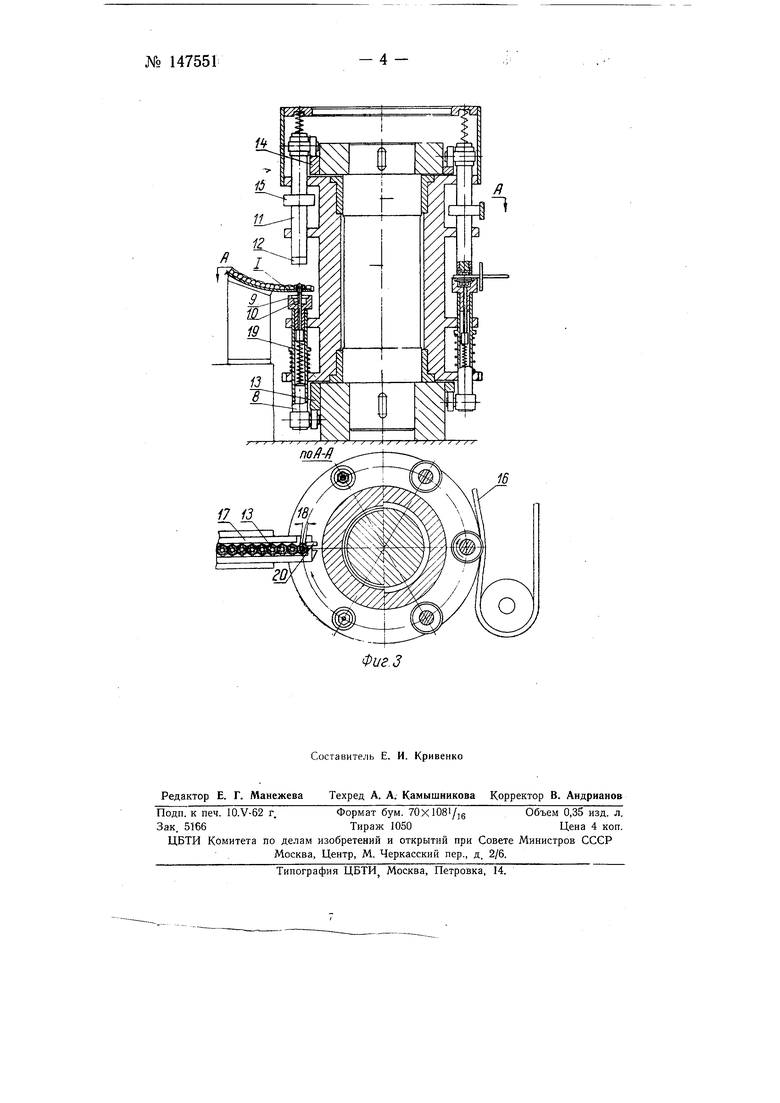
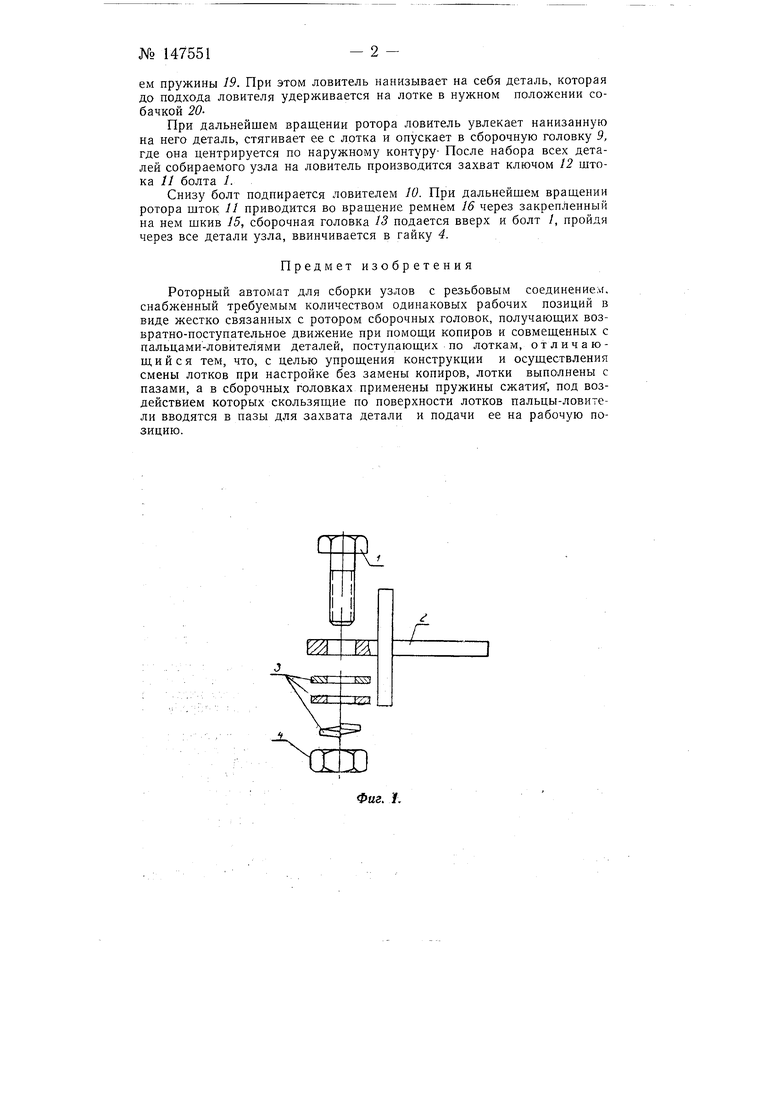
На фиг. 1 изображен пример монтируемого узла: на фиг. 2 - схема предлагаемого автомата; на фиг. 3 - схема рабочего ротора автомата.
Предлагаемый автомат осуществляет сборку узлов с резьбовым соединением, состоящих, например, из болта (винта) /, детали 2 с резьбовым соединением, шайб 3 и гаек 4. При работе автомата входящие в собираемый узел детали, начиная с гайки, подаются из вибробункеров 5 по лоткам 6 к рабочему ротору 7.
На роторе имеется необходимое число одинаковых рабочих позиций, состоящих из нижнего штока 8 с закрепленной в нем сборочной головкой 9, внутри которой проходит подпружиненный палец-ловитель }0. Соосно с нижним расположен верхний шток 11, на нижнем конце которого закреплен ключ 2. .ижение штока в осевом направлении обеспечивается при вращений ротора неподвижными копирами 13 и М. На участке свинчивания верхний шток с ключом П1зиводится во вращение фрикционной парой шкив /5 -ремень 16- При подходе к лотку шток 8 сначала опускается так, чтобы ловитель 10 оказался ниже поверхности лотка 17. После этого шток поднимается, ловитель упирается в лоток 17 и скользит по. нему до попадания в паз 75 под действием пружины 19. При этом ловитель нанизывает на себя деталь, которая до подхода ловителя удерживается на лотке в нужном положении собачкой 20При дальнейшем вращении ротора ловитель увлекает нанизанную на него деталь, стягивает ее с лотка и опускает в сборочную головку 9, где она центрируется по наружному контуру- После набора всех деталей собираемого узла на ловитель производится захват ключом 12 штока // болта /.
Снизу болт подпирается ловителем 10. При дальнейшем вращении ротора шток 11 приводится во вращение ремнем 16 через закрепленный на нем шкив 15, сборочная головка 13 подается вверх и болт /, пройдя через все детали узла, ввинчивается в гайку 4.
Предмет изобретения
Роторный автомат для сборки узлов с резьбовым соединением, снабженный требуемым количеством одинаковых рабочих позиций в виде жестко связанных с ротором сборочных головок, получающих возвратно-поступательное движение при помощи копиров и совмещенных с пальцами-ловителями деталей, поступающих по лоткам, отличающийся тем, что, с целью упрощения конструкции и осуществления смены лотков при настройке без замены копиров, лотки выполнены с пазами, а в сборочных головках применены пружины сжатия , под воздействием которых скользящие по поверхности лотков пальцы-ловители вводятся в пазы для захвата детали и подачи ее на рабочую позицию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление, например, к токарному станку для нанесения декоративных рифлений | 1958 |
|
SU122662A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| МНОГОПОЗИЦИОННЫЙ АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1972 |
|
SU435915A1 |
| Автомат для сборки резьбовых соединений | 1986 |
|
SU1386414A1 |
| АВТОМАТ ДЛЯ СБОРКИ БОЛТОВ С ШАЙБАМИ | 1971 |
|
SU426786A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 1998 |
|
RU2149092C1 |
| Многопозиционный автомат для сборки узлов | 1989 |
|
SU1660925A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |