Изобретение относится к производству оборудования для переработки пластических материалов и может быть использована как формообразующая оснастка для реактоплас- тичных материалов.
Целью изобретения является уменьшение потерь электрической энергии за счет использования энергии излучения нагретых плит для дополнительного обогрева формообразующих деталей.
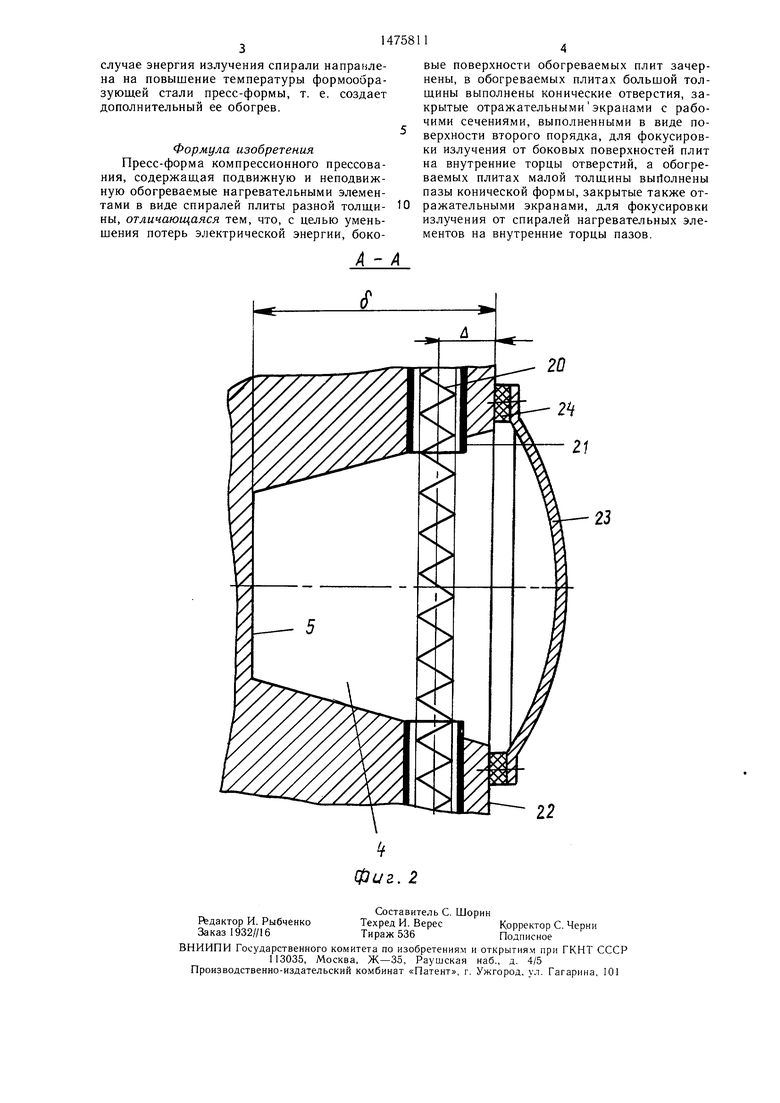
На фиг. 1 показана пресс-форма, разрез; на фиг. 2 - разрез А-А на фиг. 1.
Пресс-форма (фиг. 1) состоит из подвижной обогреваемой части 1, включающей в себя теплоизолирующую прокладку 2, пуан- сонодержатель 3, в котором выполнен ко- нический паз 4 с внутренним торцом 5, и пуансон 6. Неподвижная часть 7 пресс- формы включает в себя обойму 8, матрицу 9, подушку 10, основание 11, блок 12 выталкивания. В обойме 8 выполнены конические отверстия 13 с внутренними торцами 14, а также спирали 15 в изоляции 16. К боковой зачернённой поверхности 17 обоймы крепится экран 18, изолированный от нее с помощью прокладок 19. В пуан- сонодержателе и подушке 10 проходят ни- хромовые спирали 20 (фиг. 2) в фарфоровой изоляции 21. Кроме того, к боковой зачерненной поверхности 22 пуансонодержа- теля (и подушки 10) прикреплены экраны 23, изолированные от пуансонодержа- теля прокладками 24.
Пресс-форма работает следующим образом.
Нихромовые спирали 15 и 20 подключают к сети переменного тока, при этом происходит нагревание плит 3, 8, 10 и формообразующей стали пресс-формы (пуансона 6 и матрицы 9) до рабочей температуры порядка 400 К. Боковая поверхность 17 обоймы нагревается до температуры порядка 400 К и поэтому излучает энергию, причем длина волны максимума излучения рав- на ,2 мкм (определяется по закону Вина). Это излучение экраном 18 проецируется на внутренний торец 14 конического отверстия 13, причем для экрана, форма рабочего сечения которого является сферой, т. е. частным случаем поверхности второго порядка, радиус его определяется по формуле
R-- г ivz-fl
где б - глубина конического отверстия;
V- линейное увеличение экрана.
Формула радиуса экрана сферической
формы выводится из известной формулы
для сферического зеркала,
где V - линейное увеличение сферическо-
то зеркала;
S - расстояние от вершины зеркала до предмета; Ј нашем случае расстояние от вершины сферического экрана до боковой поверхности обоймы;
S - расстояние от вершины зеркала до изображения; в нашем случае расстояние от вершины экрана до внутреннего торца конического отверстия.
Тогда (см. фиг. 1). Отсюда
(V-1);
JL L 2
R V6/V-1 6/(V-l) R
V-, V-l + V2-V 2 + f R.
to
или
to
так как при выводе формулы знаки отрезков не учитывались (для простоты рассуждений), то
Таким образом, с помощью экрана 18 излучение боковой поверхности обоймы 17 фокусируется на внутреннем торце 14 конического отверстия, т. е. в непосредственной близости от формообразующей стали (матрицы 9), при этом температура торца конического отверстия увеличивается, т. е. энергия излучения боковой поверхности обоймы направлена на повышение температуры формообразующей стали пресс-формы, что означает дополнительный ее обогрев.
В тонких плитах пресс-формы, например в подушке 10 или пуансодержателе 3, где невозможно расположить коническое отверстие как в обойме, т. е. между нихромовыми спиралями 20, выполнен конический паз 4. В этом случае спираль 20 проецируется экраном 23 на внутренний торец 5 паза, при этом для экрана, рабочее сечение которого является цилиндрической поверхностью радиусом R, радиус определяется по формуле
р. Пб-Д)
K.i-«i где Д - расстояние от торца плиты до оси
спирали (фиг. 1).
Формула для радиуса экрана цилиндрической формы выводится из формулы где Л - расстояние от торца плиты до оси спирали. Поэтому - б-А Ь- v-l Окончательно
Е W-A). - II
Таким образом, с помощью экрана 23 излучение спирали 20 фокусируется на внутренний торец 5 конического паза 4, расположенный вблизи пуансона 6, т. е. и в этом
случае энергия излучения спирали направлена на повышение температуры формообразующей стали пресс-формы, т. е. создает дополнительный ее обогрев.
Формула изобретения Пресс-форма компрессионного прессования, содержащая подвижную и неподвижную обогреваемые нагревательными элементами в виде спиралей плиты разной толщины, отличающаяся тем, что, с целью уменьшения потерь электрической энергии, боко
вые поверхности обогреваемых плит зачернены, в обогреваемых плитах большой толщины выполнены конические отверстия, закрытые отражательными экранами с рабочими сечениями, выполненными в виде поверхности второго порядка, для фокусировки излучения от боковых поверхностей плит на внутренние торцы отверстий, а обогреваемых плитах малой толщины выполнены пазы конической формы, закрытые также отражательными экранами, для фокусировки излучения от спиралей нагревательных элементов на внутренние торцы пазов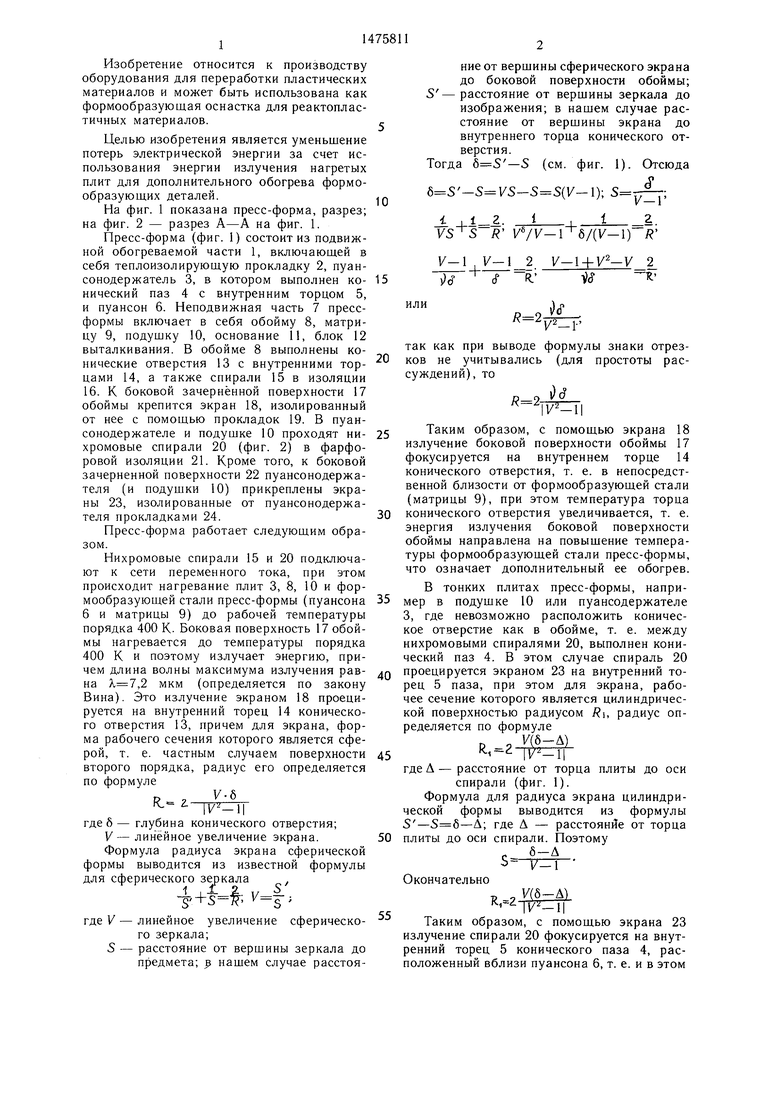
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Устройство для сферодвижной штамповки | 1990 |
|
SU1771853A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Конденсационный гигрометр | 1989 |
|
SU1681218A1 |
| Гигрометр точки росы | 1990 |
|
SU1807367A1 |
| Пресс-форма для изготовления полимерных изделий с резьбами | 1987 |
|
SU1523389A1 |
| Штамп для формовки плоских участков в цилиндрических полых деталях с наклонным фланцем | 1990 |
|
SU1792771A1 |
| Устройство для торцовой прокатки | 1989 |
|
SU1636091A1 |
| Узел направления деформирующего пуансона штампа | 1989 |
|
SU1816529A1 |
| ЭЛЕКТРОМАГНИТНАЯ АНТЕННА | 2006 |
|
RU2336612C2 |
Изобретение относится к производству оборудования для переработки пластических материалов и может быть использовано как формообразующая оснастка. Цель - уменьшение потерь электрической энергии. Для этого в обогреваемых плитах большей толщины 6 выполнены конические отверстия 13, закрытые отражательными экранами 18. Обогреваемые плиты малой толщины 3 выполнены с пазами 4 конической формы, закрытыми также отражательными экранами. 2 ил.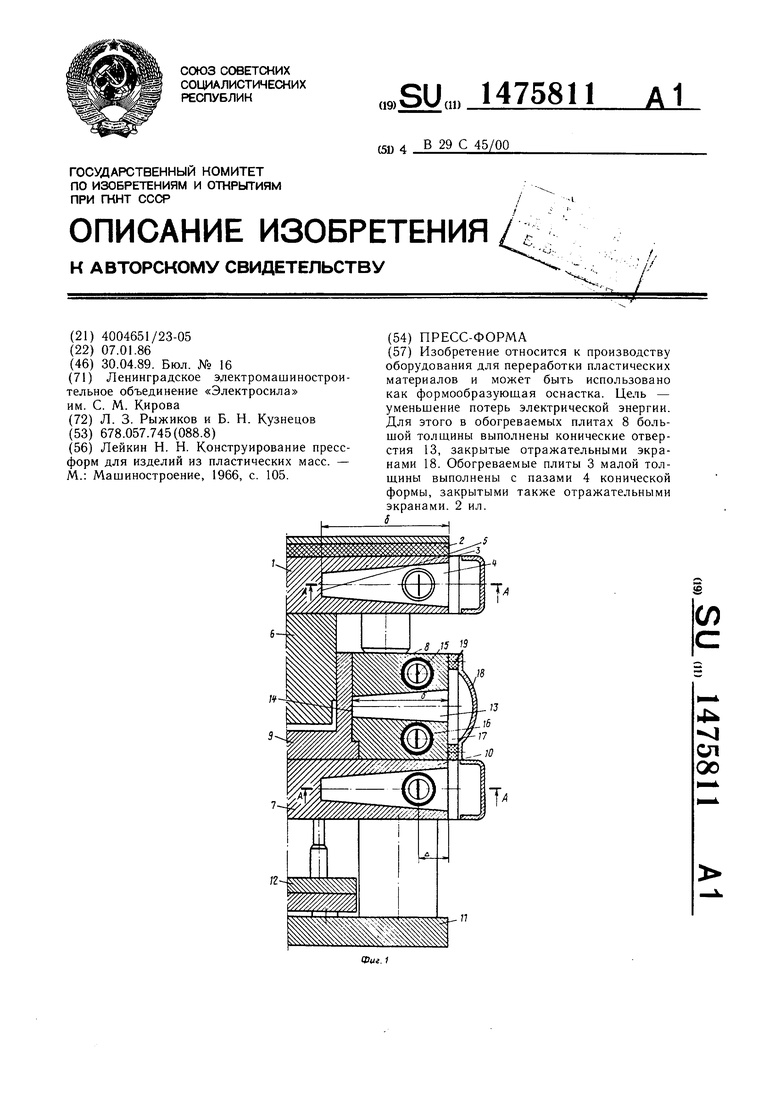
А-А
20
24
21
22
| Лейкин Н | |||
| Н | |||
| Конструирование пресс- форм для изделий из пластических масс | |||
| - М.: Машиностроение, 1966, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| /г | |||
