1
ИзоЬретение относится к текстильной промышленности, в частности к изготовлению нетканых лент, используемых в различных отраслях промышленности и техники.
Цель изобретения - улучшение качества нетканой ленты путем обеспечения непосредственной взаимной связности нитей продольной ориентации,
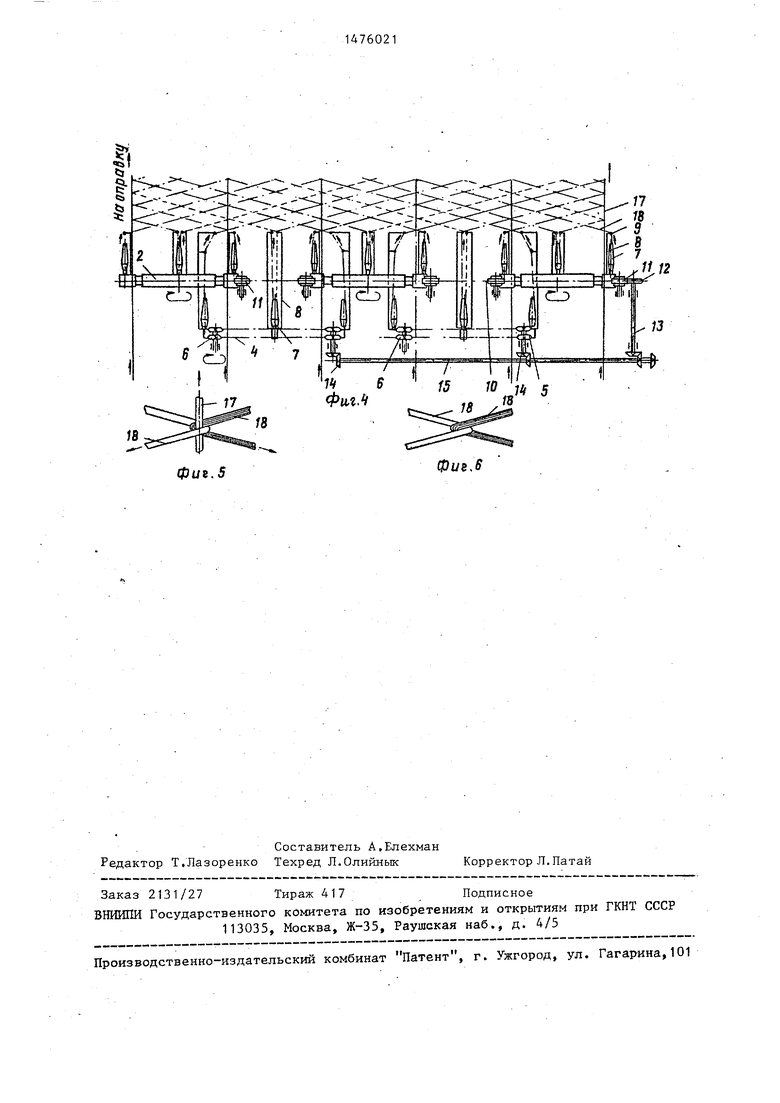
На фиг.1 изображено устройство, вид спереди; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - устройство, вид сверху; на фиг.5 - узел переплетения нитей продольной ориентации с поперечной нитью; на фиг.6 - узел переплетения нитей продольной ориентации при отсутствии поперенной нити.
Устройство содержит корпус 1 со смонтированными на нем формирующими головками. В подшипниковых опорах
(/
с
корпуса установлены диски, выполненные составными из секторов 2. На наружной поверхности секторов 2 нарезаны зубья 3 для цепной передачи, а сами сектора установлены по окружности вращения равномерно с зазорами между ними, Установленные с учетом зазоров, кратных шагу цепной передачи, все сектора в каждой из соответствующих формирующих головок представляют собой единую звездочку, как бы имеющую периодические пропуски (зазоры),
Внутренние центральные полости формирующих головок с дисками, выполненными из секторов 2, соединены между собой сквозными горизонтальными прорезями в общем корпусе 1.
На некотором расстоянии от корпуса 1 между формирующими головками с дисками из секторов (фиг.1) консольно установлены промежуточные формирую4Ь
1
ОЭ
о
щие головки, имеющие гибкие исполнительные элементы 4, выполненные в виде замкнутых цепных передач, замкнутый контур которых охватывает приводную 5 и натяжную 6 звездочки. Как на секторах 2, так и на гибких исполнительных элементах 4.закреплены на равном (соответственно) расстоянии друг от друга шпули 7 и нитеводящие штанги 8 с нитепроводниками 9 на концах. Гибкость исполнительных элементов 4 позволяет задавать траекторию движения их шпуль в любом месте и в любой требуемой конфигурации, а также достигать (за счет увеличения - уменьшения длины пути) требуемого в конкретных случаях времени выстоя в зоне траектории движения секторов 2. Траектории движений шпуль 7 или нитеводящих штанг 8 (в дальнейшем штанг), установленных на секторах 2, пересекаются с траекториями движений аналогичных штанг 8, установленных на гибких исполнительных элементах 4 Вращение секторов 2 осуществляется посредством единого замкнутого цепного контура 10 с направляющими роликами 11, приводной звездочкой 12 и вала 13, а привод исполнительных элементов 4 - посредством конических передач 14, вала 15, от общего электропривода 16, Формирующие головки с секторами 2 и исполнительные элементы 4 кинематически взаимосвязаны, но направления вращения их подбираются таким образом, чтобы движения их шпуль было асинфазно друг другу, т.е. обеспечивался бы ввод штанг 8 исполнительных органов 4 через один зазор между секторами 2, а вывод через последующий по ходу зазор. Величина зазора выбирается достаточная для пересечения его штангой 8 под некоторым острым углом к радиальной оси зазора. Для обеспечения синхронности работы количество шпуль 7 на формирующих головках с секторами 2 и их линейные скорости должны быть обратно пропорциональны количеству шпуль 7 на исполнительных элементах 4 и их линейным скоростям (при равенстве развернутых длин траекторий движений).
Развернутые траектории движения секторов 2 и исполнительных элементов 4 должны быть прямо пропорциональны их линейным скоростям (при равном количестве шпуль 7). Время нахождения штанг 8 гибких исполни0
5
0
5
0
5
0
5
0
5
тельных элементов 4 в зоне траекторий движения секторов 2 рассчитывается в зависимости от конкретных конструктивных параметров устройства: развернутых длин путей движения секторов и исполнительных элементов их линейных скоростей и количества размещенных на них шпуль.
Как вариант режима эксплуатации предусмотрено равенство количества шпуль, линейных скоростей и длин развернутых траекторий движения как у формирующих головок с секторами 2, так и у гибких исполнительных органов 4.
Устройство работает следующим образом.
Поперечные нити 17 пропускаются в зону взаимных пересечений траекторий движения формирующих головок с секторами 2 и исполнительных элементов 4, а крайние поперечные нити охватываются только траекториями движения секторов 2. Нити 17 с соответствующим натяжением наматываются на оправку (не показана) или другое накопительное приспособление. Нити 18 продольной ориентации предварительно могут быть закреплены к нитям
17или примотаны на оправку.
При включении общего привода 16 одновременно сектора 2 с зубьями 3 посредством вала 13, приводной звезг дочки 12 и цепного контура 10,.а исполнительные элементы 4 посредством вала 15, конических передач 14 и приводной звездочки 5 приводятся в движение, при котором каждая штанга 8 исполнительных элементов 4 пройдет сквозь один из зазоров между секторами 2 соответствующих формирующих головок и выйдет через последующий по ходу зазор. Затем следующая штанга 8 войдет в зазор, с которого перед этим вышла предшествующая штанга, и выйдет также через последующий по ходу зазор и так далее. При этом все продольные нити 18, сматывающиеся со шпуль 7, размещенных на секторах 2, переплетаются с аналогичными продольными нитями, сматывающимися со шпуль 7, размещенных на исполнительных элементах 4, Поперечные же нити 17 оказываются охваченными с обеих сторон этим переплетением продольных нитей {
18(фиг.5). В случае отсутствия нитей 17 (выработка, обрыв или технологическая необходимость) нити 18
10
5147602
ереплетаются между собой непосредственно (фиг.6).
При работе гибких органов 4 во взаимодействии с секторами 2 наиболее оптимальная и одновременно отвечаю- 5 ая выдвинутым требованиям траектория вижения их шпуль - это замкнутая кривая, огибающая отрезок прямой с максимальным приближением, что легко реализуется с помощью цепного контура в виде транспортера.
Устройство позволяет получить нетканую ленту, которая приобретает значительно большую непосредственную связность нитей продольной ориента ции, что повышает качество ленты и обеспечивает более надежную работу всего устройства в случае обрыва продольных нитей или их выработке. Получение нетканой ленты становится возможным благодаря применению гибких исполнительных элементов, которые позволяют задавать требуемую траекторию движения установленных на них шпуль и достигать непосредственного переплетения нитей продольной ориентации.
15
20
25
0
02
5
0
5
16
Формула изобретения
1.Устройство для изготовления нетканой ленты, содержащее смонтированные на корпусе и несущие шпули формирующие головки,имеющие диски из секторов и расположенные между ними промежуточные формирующие головки,
и привод формирующих головок, отличающееся тем, что, с целью улучшения качества ленты путем обеспечения непосредственной взаимной связи нитей продольной ориентации, промежуточные формирующие головки имеют гибкие исполнительные элементы, кинематически связанные с формирующими головками, имеющими диски из секторов, при этом шпули установлены на гибких исполнительных элементах.
2.Устройство по п.1, отличающееся тем, что гибкие исполнительные элементы выполнены в виде замкнутых цепных передач, а их кинематическая связь с формирующими головками, имеющими диски из секторов, выполнена в виде конических передач.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления нетканой ленты | 1986 |
|
SU1353853A2 |
| Устройство для изготовления тканой ленты | 1987 |
|
SU1432108A1 |
| Устройство для изготовления нетканой ленты | 1990 |
|
SU1756420A1 |
| Способ изготовления нетканой ленты | 1989 |
|
SU1675444A1 |
| Машина для изготовления безузловой рукавной сети | 1938 |
|
SU57071A1 |
| Способ получения нетканой ленты и устройство для его осуществления | 1989 |
|
SU1737051A1 |
| Устройство для изготовления нетканой ленты | 1985 |
|
SU1260422A1 |
| Устройство для изготовления нетканой ленты | 1986 |
|
SU1350203A1 |
| Способ изготовления нетканой ленты для изделий из армированных пластиков | 1988 |
|
SU1663071A1 |
| Устройство для изготовления арматурного каркаса | 1989 |
|
SU1654499A2 |
Изобретение относится к текстильной промышленности и позволяет обеспечить улучшение качества ленты путем обеспечения непосредственной взаимной связности нитей продольной ориентации. Формирующие головки с дисками из секторов расположены на корпусе, а в промежутке между ними смонтированы промежуточные головки, имеющие исполнительные элементы в виде замкнутых цепных контуров, на которых находятся шпули. Штанги исполнительных элементов с их шпулями заходят в один из зазоров между секторами дисков формирующих головок и выходят через последующий по ходу зазор, чем обеспечивают переплетение нитей продольной ориентации. 1 з.п. ф-лы, 6 ил.
6 17 Ц 7
фиъ.1
А-А
Фщ.2
ю
12
IS
6-5
Фиг. J
фиг.5
15 Ю tt 5 IB
Фиг.6
| Устройство для изготовления нетканой ленты | 1986 |
|
SU1353853A2 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
