N9 ГС
Изобретение относится к порошковой металлургии, в частности к устройствам для изготовления изделий из металлического порошка.
Известна автоматическая линия изготовления изделий из металлического порошка, включающая пресс холодного формования заготовок, транспортирующее устройство и электропечь предварительного нагрева и спекания 11.
К недостаткам данной линии относится отсутствие возможности получения беспористых изделий.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является автоматическая линия изготовления изделий из металлического порошка, включающая установку приготовления смеси, пресс холодного формования заготовок, электропечь предварительного нагрева и спекания, пресс горячей штамповки и транспортирующие устройства С2.
К недостаткам известной линии относится ограниченность ее технологи.-ческих возможностей при изготовлени изделий сложной формы, в частности изделий с.фасонной формой отдельных элементов, требующих двухстадийного процесса штамповки.
Целью изобретения является расширение технологических возможностей линии.
Указанная цель достигается тем, что автоматическая линия изготовления изделий из металлического порошка, содержащая установку приготовления смеси, пресс холодного формования заготовок, электропечи предварительного нагрева и спекания , пресс горячей штамповки и транспортирующие устройства, снабжена нагревательным устройством и дополнительным прессом горячей штамповки, установленными после основного пресса горячей штамповки и снабженными транспортирующими грейферными механизмами, причем дополнительный прес горячей штамповки снабжен закрытым гибочным штампом.
Кроме того, нагревательное устройство выполнено в виде электромагнитного индуктора.
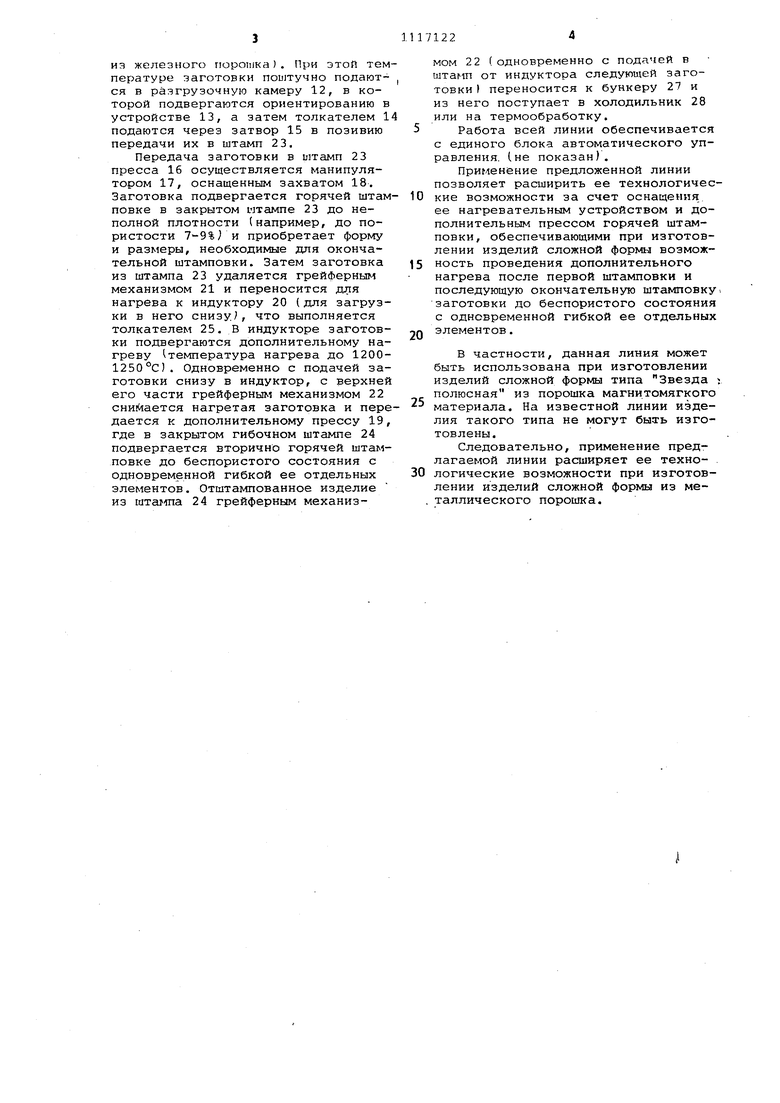
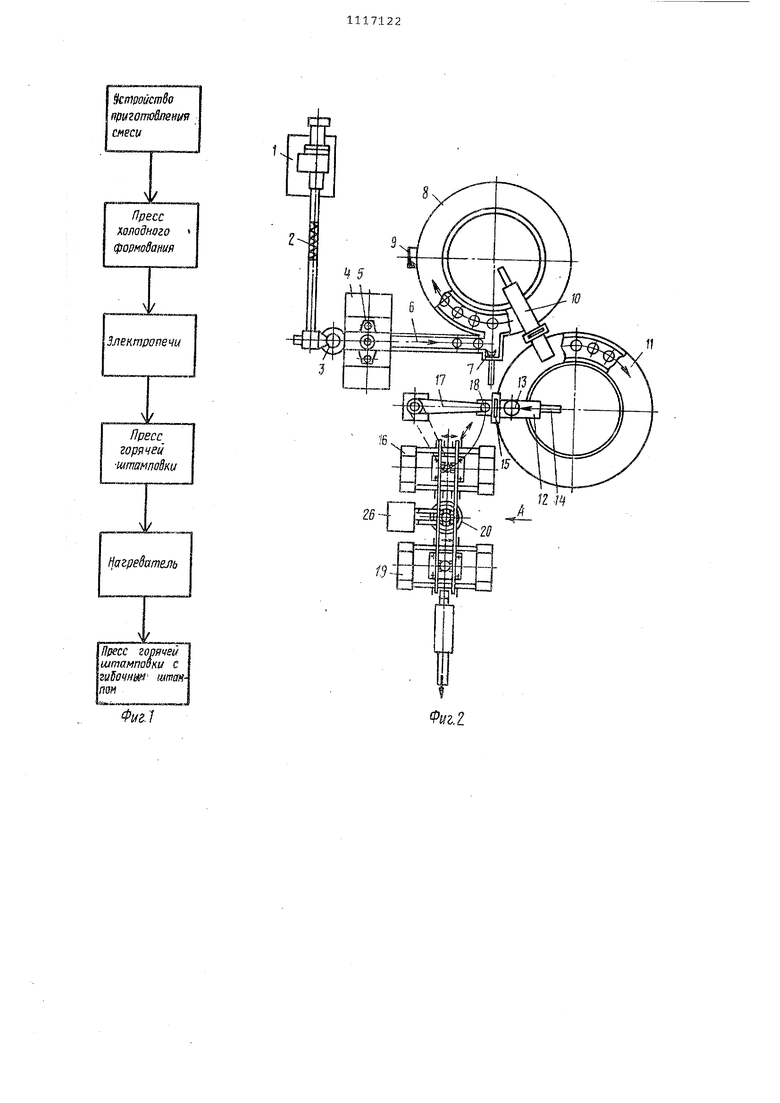
На фиг.1 показана технологическая последовательность расположения оборудования в линииf на фиг.2 схема автоматической линии, вид в плане; на Фиг.З - вид А на фиг.2 (повернуто ).
Автоматическая линия имеет установку 1 для приготовления порошковой смеси, гибкий шнек 2 для подачи порошка в бункер 3 пресса 4 холодного формования, на котором установлен блок автоматической пресс-формы 5. Пресс снабжен склизом б, состыкованным с загрузомным устройством 7, которое через шлюз или затвор (не показаны) соединены с электропечью 8 предварительного нагрева и возгонки пластификатора из заготовок, имеющей патрубок 9 для удаления паров присадок. Электропечь 8 соединена с помощью передаточной камеры 10 с электропечью 11 для спекания и нагрева пористых заготовок перед горячей штамповкой. Электропечь 11 на выходе заготовок из нее имеет разгрузочную камеру 12 которая снабжена устройстовм 13 ориентирования заготовки, толкателем 14 и затвором 15. Для передачи заготовки со столика ( не показан) разгрузочной камеры 12 в пресс 16 имеется передающее устройство, например .. автоматический манипулятор 17 с захватом 18. Для второй горячей штамповки линия снабжена дополнительным прессом 19 и встроенным между прессами 16 и 19 нагревательным устройством 20, выполненным в виде электромагнитного индуктора и расположенным между грейферными механизмами 21 и 22, осуществляющими транспортирование заготовок межд прессами и индуктором. Прессы оснащены штампами 23 и 24, Индуктор имеет снизу толкатель 25 для подачи заготовок через индуктор и снабжен блоком 26 питания.
Для выгрузки отштампованных изделий линия снабжена приемным бункером 27, соединенным с холодильником 2В.
Автоматическая линия работает следующим образом.
Компоненты порошковой смеси подаются в смеситель 1, смешиваются, а затем гибким шнеком 2 подаются в бункер 3 пресса 4. Из бункера порошок подается на холодное формование заготовок, которое осуществляется в автоматической пресс-форме 5. Отпрессованная заготовка по склизу 6 передается в загрузочное устройство 7, из которого толкателем через затвор подается на вращающийся под (не показан электропечи 8. В этой печи заготовки, уложенные на под, имеющий непрерывное или пульсирующее движение, подвергаются нагреву, достаточному для возгонки пластификатора (до для заготовок из железного порошка с присадкой стеарата цинка. Газообразные продукты разложения пластификатора. удаляются через патрубок 9 в конденсатор (.не показан 1 или другое устройство. Из печи 8 нагретые заготовки подаются через камеру 10 в электропечь 11, в которой они подвергаются дальнейшему нагреву до температуры, необходимой для горячей штамповки (до ,цля заготовок
из железного порошка). При этой температуре заготовки пои тучно подаются в разгрузочную камеру 12, в которой подвергаются ориентированию в устройстве 13, а затем толкателем 1 подаются через затвор 15 в позивию передачи их в штамп 23.
Передача заготовки в штамп 23 пресса 16 осуществляется манипулятором 17, оснащенным захватом 18. Заготовка подвергается горячей штамповке в закрытом штампе 23 до неполной плотности (например, до пористости 7-9% и приобретает форму и размеры, необходимые для окончательной штамповки. Затем заготовка из штампа 23 удаляется грейферным механизмом 21 и переносится для нагрева к индуктору 20 (для загрузки в него снизу, что выполняется толкателем 25. В индукторе заготовки подвергаются дополнительному нагреву температура нагрева до 12001250°С). Одновременно с подачей заготовки снизу в индуктор, с верхней его части грейферным механизмом 22 сни С1ается нагретая заготовка и передается к дополнительному прессу 19, где в закрытом гибочном штампе 24 подвергается вторично горячей штамповке до беспористого состояния с одновременной гибкой ее отдельных элементов. Отштампованное изделие из штагта 24 грейферным механизмом 22 ( одновременно с подачей в штамп от индуктора следующей заготовки I переносится к бункеру 27 и из него поступает в холодильник 28 или на термообработку.
Работа всей линии обеспечивается с единого блока автоматического управления, (не показан).
Применение предложенной линии позволяет расширить ее технологичес0кие возможности за счет оснащения ее нагревательным устройством и дополнительным прессом горячей штамповки, обеспечивающими при изготовлении изделий сложной формы возмож5ность проведения дополнительного нагрева после первой штамповки и последующую окончательную штамповкуi заготовки до беспористого состояния с одновременной гибкой ее отдельных элементов.
0
в частности, данная линия может быть использована при изготовлении изделий сложной формы типа Звезда ; полюсная из порошка магиитомягкого материала. На известной линии изделия такого типа не могут быть изготовлены.
Следовательно, применение предлагаемой линии расширяет ее технологические возможности при изготовлении изделий сложной формы из металлического порошка.
Пресс
горячей
мтампоВки
Пресс горячей штамповки с zufowim шшанInoH
Фи&.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовленияиздЕлий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU818750A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Установка для динамического горячего прессования деталей из металлического порошка | 1980 |
|
SU969461A1 |
| Автоматическая линия для изготовления изделий из металлических порошков | 1987 |
|
SU1424971A1 |
| УСТАНОВКА ГОРЯЧЕЙ ШТАМПОВКИ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2015 |
|
RU2606823C2 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1252051A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1987 |
|
SU1447576A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1242307A1 |
| Автоматическая линия изготовления изделий из металлических порошков | 1985 |
|
SU1258622A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
1.АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОГО ПОРОШКА, содержащая установку приготовления смесиf пресс холодного формования заготовок, электропечи предварительного нагрева и спекания, пресс горячей штамповки и транспортирующие устройства, отличающаяся тем, что,.с целью расширения технологических возможностей, она снабжена нагревательным устройством и дополнительным прессом горячей штамповки, установленными после основного пресса горячей штамповки и снабженными транспортирующими грейферными механизмами, причем дополнительный пресс горячей штамповки снабжен закрытым гибочным штампом. 2. Автоматическая линия по п. 1, с отличающаяся тем, что, нагревательное устройство выполне(Л но в.виде электромагнитного индуктора,
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
