1
Изобретение относится к обработке металлов давлением, в частности к способам получения деталей из проката методом изгиба.
Цель изобретения - повышение точности размеров при гибке проката прямоугольного сечения.
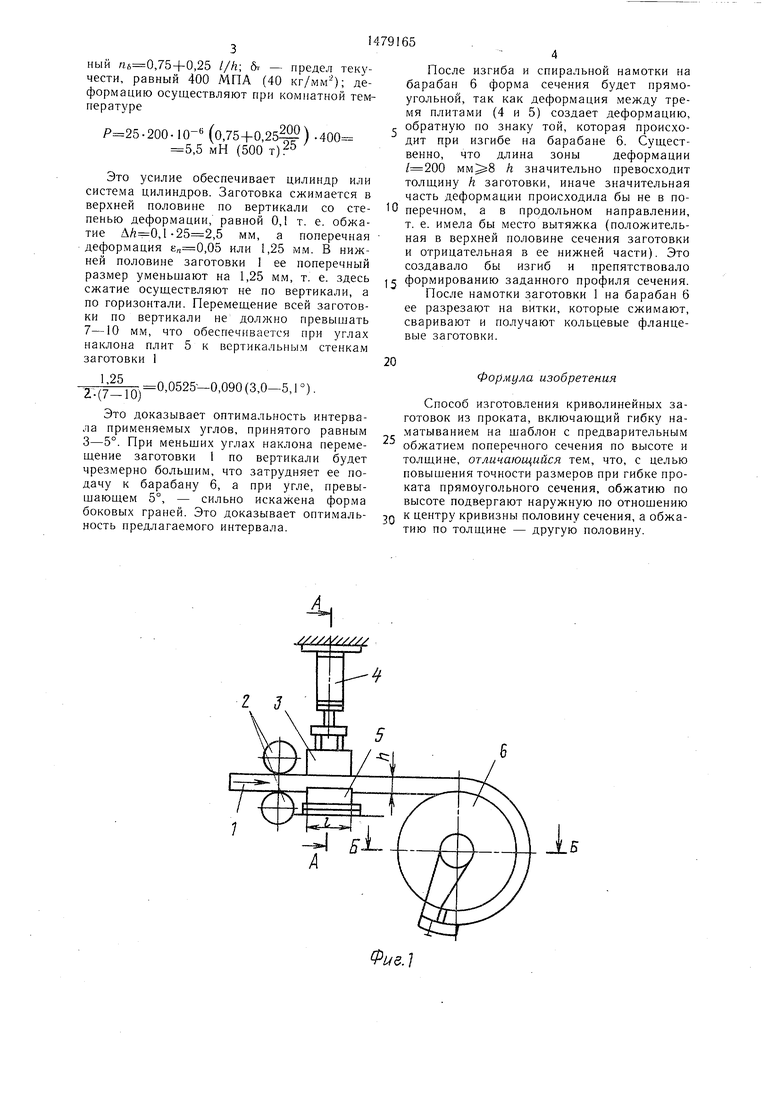
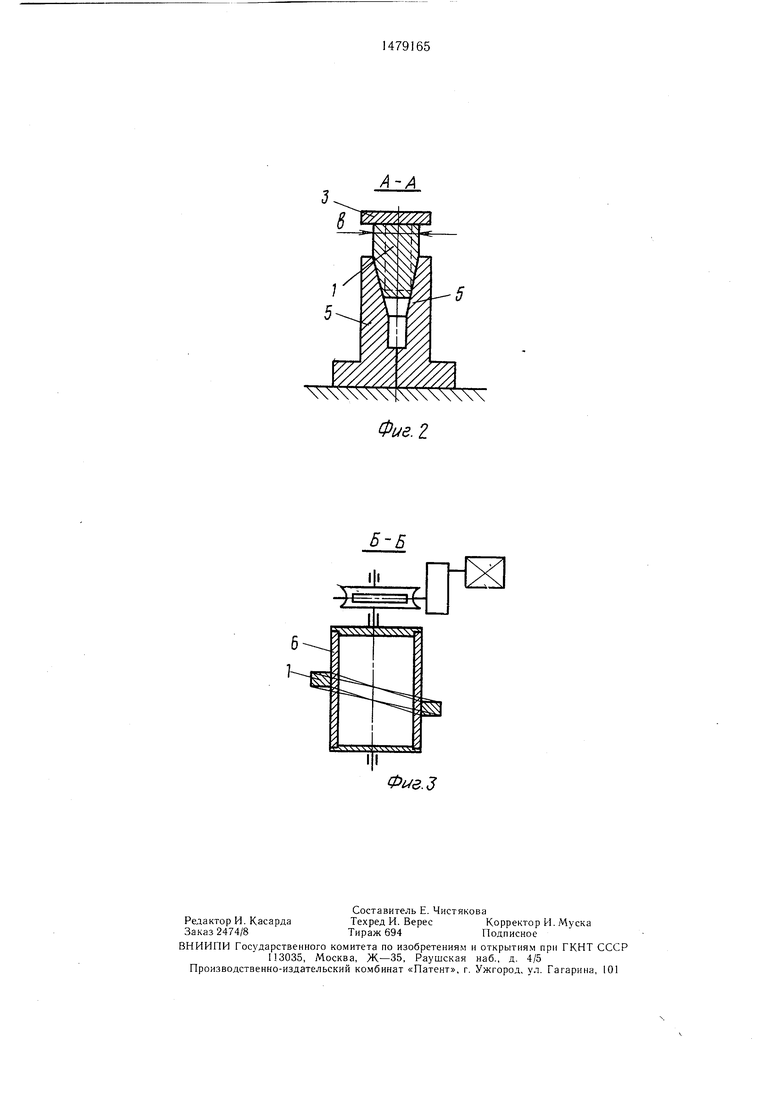
На фиг. 1 показана схема устройства для осуществления способа; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Устройство содержит деформируемую заготовку 1, подающие валки 2, плиту 3, сжимающую заготовку по вертикали под действием силового цилиндра 4, наклонные плиты 5, сжимающие заготовку по горизонтали. На барабане 6 происходят изгиб и спиральная намотка заготовки 1.
Конец заготовки 1 при комнатной температуре с помощью валков 2 периодически подают в пространство между плитами 3 и 5 на длину плиты /. Шток цилиндра 4 опускает плиту 3, которая осаживает заключенный между ними участок заготовки. После этого плита 3 поднимается, освобождая заготовку. Подающие ролики протягивают ее на длину /. Конец заготовки 1 закреплен на барабане 6, который, проворачиваясь одновременно с валками 2, изгибает очередной часток заготовки. Для того, чтобы превратить процесс в непрерывный необходимо выполнить плит 3 в виде валков, которые непрерывно формировать необходимый контчр заготовки
Пример. Необходимо изготовить заготовки для фланцев диаметром 250 мм из стали 45 сечением 25X25 мм. При намотке на барабан диаметром 250 мм степень деформации по верхней и нижней граням
заготовки 1 равна ,1. Коэффициент Пуансона в области пластических деформаций принимают равным 0,5 и поперечная деформация F,,ve ±0.05, что означает уменьшение размера на 0,05-25 1,25 мм на растянутой грани заготовки 1 и увеличение этого размера на 1,25 мм на ее сжатой грани, прилегающей к барабану 6. Перед подачей к барабану заготовку 1 сжимают плитой 3. равной 200 мм. Сила сжатия равна Х«б-от, где мм; мм; n,s - коэффициент напряженного состояния; рав(Л
4 1
со as
С71
ный ,75-1-0,25 //«; 6V - предел текучести, равный 400 МПА (40 кг/мм2); деформацию осуществляют при комнатной температуре
Р 25-200- 10-ь (0,75+0,25) -400 5,5 мН (500 т)2Ь
Это усилие обеспечивает цилиндр или система цилиндров. Заготовка сжимается в верхней половине по вертикали со степенью деформации, равной 0,1 т. е. обжатие ,1 ,5 мм, а поперечная деформация ,05 или 1,25 мм. В нижней половине заготовки 1 ее поперечный размер уменьшают на 1,25 мм, т. е. здесь сжатие осуществляют не по вертикали, а по горизонтали. Перемещение всей заготовки по вертикали не должно превышать 7-10 мм, что обеспечивается при углах наклона плит 5 к вертикальным стенкам заготовки 1
После изгиба и спиральной намотки на барабан 6 форма сечения будет прямоугольной, так как деформация между тремя плитами (4 и 5) создает деформацию, обратную по знаку той, которая происходит при изгибе на барабане 6. Существенно, что длина зоны деформации h значительно превосходит толщину h заготовки, иначе значительная часть деформации происходила бы не в по
перечном, а в продольном направлении,
т. е. имела бы место вытяжка (положительная в верхней половине сечения заготовки и отрицательная в ее нижней части). Это создавало бы изгиб и препятствовало формированию заданного профиля сечения. После намотки заготовки 1 на барабан б ее разрезают на витки, которые сжимают, сваривают и получают кольцевые фланцевые заготовки.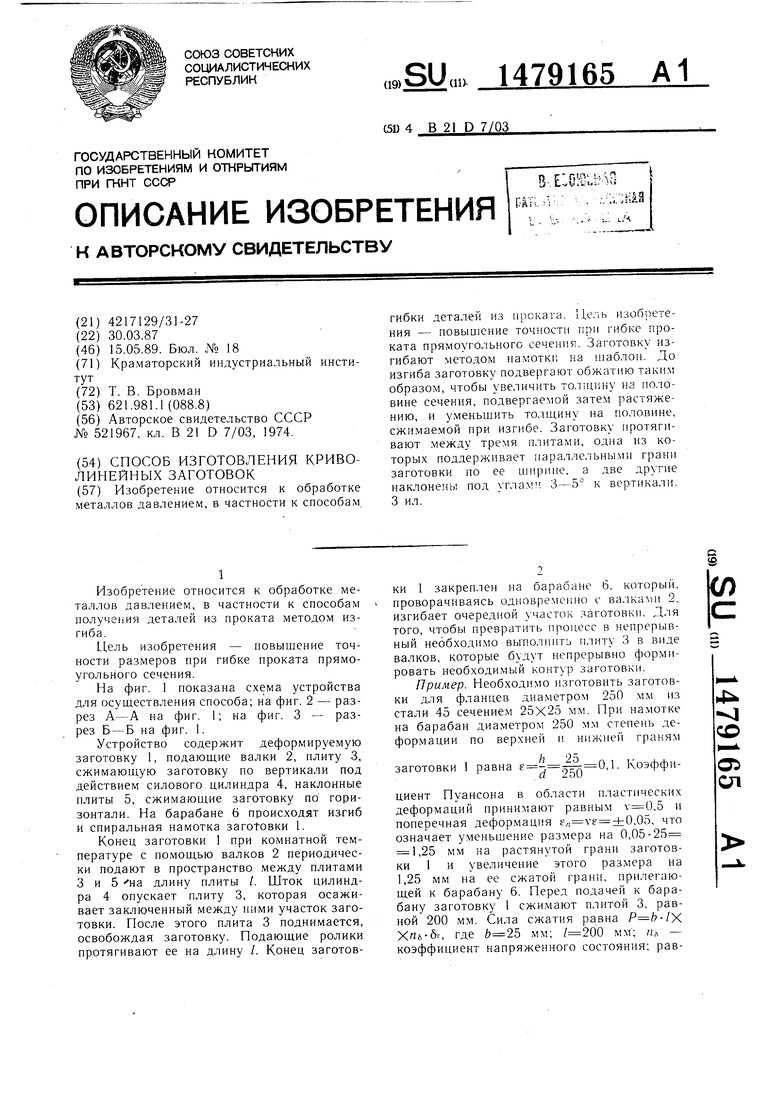
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПРОФИЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2090274C1 |
| Способ изготовления двутавровых балок | 1979 |
|
SU904813A1 |
| СПОСОБ ПРОКАТКИ С СОЗДАНИЕМ ЗАДАННОГО НАПРЯЖЕННОГО СОСТОЯНИЯ ПО СЕЧЕНИЮ ЗАГОТОВКИ И ЗАГОТОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2311974C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| Способ изготовления многогранных сварных труб | 1986 |
|
SU1382527A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОТОЧНЫХ КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2090273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 1999 |
|
RU2162758C2 |
| Способ продольного разделения проката | 1976 |
|
SU725726A1 |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
Изобретение относится к обработке металлов давлением, в частности к способам гибки деталей из проката. Цель изобретения- повышение точности при гибке проката прямоугольного сечения. Заготовку изгибают методом намотки на шаблон. До изгиба заготовку подвергают обжатию таким образом, чтобы увеличить толшину на половине сечения, подвергаемой затем растяжению, и уменьшить толщину на половине, сжимаемой при изгибе. Заготовку протягивают между тремя плитами, одна из которых поддерживает параллельными грани заготовки по ее ширине, и две другие наклонены под углами 3-5 ° к вертикали. 3 ил.
1,25
0,0525-0,090 (3,0-5,1 °).
1-(7-Ю)
Это доказывает оптимальность интервала применяемых углов, принятого равным 3-5°. При меньших углах наклона переме- щение заготовки 1 по вертикали будет чрезмерно большим, что затрудняет ее подачу к барабану 6, а при угле, превышающем 5°, - сильно искажена форма
Формула изобретения
Способ изготовления криволинейных заготовок из проката, включающий гибку наматыванием на шаблон с предварительным обжатием поперечного сечения по высоте и толщине, отличающийся тем, что, с целью повышения точности размеров при гибке проката прямоугольного сечения, обжатию по
высоте подвергают наружную по отношению
боковых граней. Это доказывает оптималь- п к центру кривизны половину сечения, а обжа- ность предлагаемого интервала.тию по толщине - другую половину.
Формула изобретения
Способ изготовления криволинейных заготовок из проката, включающий гибку наматыванием на шаблон с предварительным обжатием поперечного сечения по высоте и толщине, отличающийся тем, что, с целью повышения точности размеров при гибке проката прямоугольного сечения, обжатию по
Фие.1
А-А
Фиг. 2
53
| Устройство для гибки профилей наматыванием | 1974 |
|
SU521967A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
