1
Изобретение касается обработки металлов давлением и относится к способам изготовления полых ступенчатых деталей
Цель изобретения - увеличение высоты изготавливаемых деталей
На чертеже изображена последовательность изготовления деталей
Способ осуществляют следующим образом
Из листового металла вырубают заготовку в форме диска, из которой формуют конический полуфабрикат с фланцем На следующей формообразующей операции вытягивают большую ступень со стороны открытого торца полуфабриката На заключительной технологической операции коническую часть полуфабриката прижимают и осуществляют вытяжк меньшей ступени со стороны дна полуфабриката с одновременной осадкой большей степени, причем скорость осадки определяют из выражения
4
СО
О
К У-
1Х-В | 1
dJ-43
d-t-cL
-У,У; К„-Ф-ДЛ
осадки большей - скорость
пени, Vi - скорость вытяжки меньшей
ступени,
di и d2 - соответственно внутренний и наружный диаметры большей ступени;
da и J4 - соответственно внутренний и наружный диаметры меньшей ступени; К« - коэффициент, определяемый из
условия допустимого утолще- ния большей ступени (Кц 1,0-1,3);
Кв - коэффициент, определяемый из условий отрыва донной части полуфабриката (К 0,75-1,0) Осадка большей ступени детали одновременно с вытяжкой меньшей ступени уменьшает силу трения на участке перехода от цилиндрической к конической части. Благодаря этому уменьшается величина усилия вытяжки меньшей ступени и, следовательно, предотвращается возможность отрыва донной части изготавливаемой детали. Приведенное выражение определяет оптимальный с/оростей осадки и вытяжки. В этом диапазоне обеспечиваются наиболее П. jar . : и:ггпые условия для пластического течения металла, что позволяет получать детали большей высоты за меньшее количество технологических переходов.
Таким образом, предлагаемый способ по сравнению с известным обеспечивает увеличение высоты изготавливаемых деталей.
Формула изобретения
1. Способ изготовления полых ступенчатых деталей из листовой заготовки за
5
g
5
5
0
несколько формообразующих операций, отличающийся тем, что, с целью увеличения высоты изготавливаемых деталей, вначале формуют конический полуфабрикат с фланцем, затем вытягивают большую ступень со стороны открытого торца полуфабриката, после чего вытягивают меньшую ступень со стороны дна полуфабриката с одновременной осадкой большей ступени и прижимом конического участка полуфабриката.
2. Способ по п. 1, отличающийся тем, что скорость осадки большей ступени детали определяют из выражения
1/2 - скорость осадки большей ступени;
V,
где
0
d и di
скорость вытяжки меньшей ступени;
соответственно внутренний и наружный диаметры большей ступени;
и di, - соответственно внутренний и наружный диаметры меньшей ступени;
/(„ - коэффициент, определяемый из условия допустимого утолщения большей ступени (/(„ 1,0-1,3);
Kt, - коэффициент, определяемый из условий отрыва донной части полуфабриката (,75-1,Q).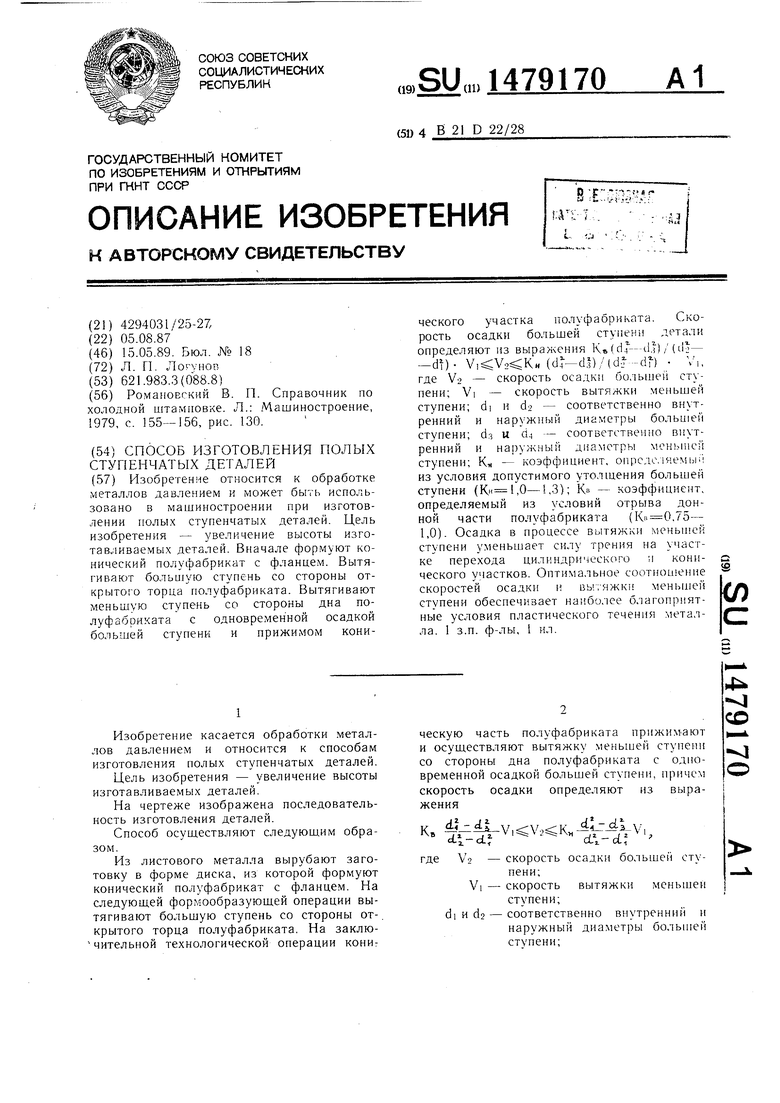
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ФЛАНЦЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2102173C1 |
| Способ изготовления полых изделий с фланцем | 1990 |
|
SU1750799A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССАХ ПРОСТОГО ДЕЙСТВИЯ ИЛИ МНОГОПОЗИЦИОННОМ ПРЕССЕ-АВТОМАТЕ | 2013 |
|
RU2557042C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Способ изготовления полых деталей остроконечной формы с криволинейной образующей | 1981 |
|
SU984571A1 |
| Способ изготовления капсюльных латунных оболочек с фланцем | 1991 |
|
SU1784403A1 |
| Способ изготовления полых ступенчатых изделий | 1990 |
|
SU1748904A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при изготовлении полых ступенчатых деталей. Цель изобретения - увеличение высоты изготавливаемых деталей. Вначале формуют конический полуфабрикат с фланцем. Вытягивают большую ступень со стороны открытого торца полуфабриката. Вытягивают меньшую ступень со стороны дна полуфабриката с одновременной осадкой большей ступени и прижимом конического участка полуфабриката. Скорость осадки большей ступени детали определяют из выражения KB(D42 - D32)/(D22 - D12) X V1≤V2≤KH(D42- D32)/(D22 - D12) X V1, где V2 - скорость осадки большей ступени
V1 - скорость вытяжки меньшей ступени
D1 и D2 - соответственно внутренний и наружный диаметры большей ступени
D3 и D4 - соответственно внутренний и наружный диаметры меньшей ступени
KH - коэффициент, определяемый из условия допустимого утолщения большей ступени (KH = 1,0-1,3)
KB - коэффициент, определяемый из условий отрыва донной части полуфабриката (KB = 0,75-1,0). Осадка в процессе вытяжки меньшей ступени уменьшает силу трения на участке перехода цилиндрического и конического участков. Оптимальное соотношение скоростей осадки и вытяжки меньшей ступени обеспечивает наиболее благоприятные условия пластического течения металла. 1 з.п. ф-лы, 1 ил.
| Романовский В П | |||
| Справочник по холодной штамповке | |||
| Л.: Машиностроение, 1979, с 155-156, рис 130 |
