1
Изобретение относится к переработке полимерных материалов литьем под давлением и предназначено для использования в литьевом оборудовании, на- пример в вертикальных литьевых машинах.
Цель изобретения - упрощение кон- струкции и повышение надежности работы устройства.
На фиг. 1 изображен предлагаемый термокоаксиальный пластикатор для пластмасс, закрепленный на средней плите вертикальной литьевой машины; на фиг. 2 - то же, между впрысками; на фиг. 3 - то же, в момент впрыска.
Термокоаксиальный пластикатор для пластмасс содержит материальный цилиндр 1 с нагревательными элементами 2, мундштук 3, установленный на конце материального цилиндра 1, торпеду 4 с наружной поверхностью в виде многоходовой нарезки, причем торпеда 4 смонтирована концентрично материальному цилиндру 1 с возможностью вращения и касания вершин многоходовой нарезки внутренней поверхности материального цилиндра t. Торпеда 4 и мундштук 3 установлены с возможностью продольного перемещения отно- сительно оси материального цилиндра 1, конец мундштука 3 выполнен в виде конуса 5 для взаимодействия с торцом 6 торпеды 4 при ее перемещении.
Термокоаксиальный пластикатор за- креплен на средней плите 7 вертикальной литьевой машины, содержащей также верхний гидроцилиндр 8 со штоком 9
для продавливания пластмассы через материальный цилиндр 1, нижний гидроцилиндр 10, на штоке 11 которого закреплен стол 12 с пресс-формой 13, а также верхнюю 14 и нижнюю 15 плиты, на которых закреплены соответственно верхний 8 и нижний 10 гидроцилиндры, колонны 16, соединяющие плиты 7, 14 и 15 вертикальной литьевой машины, и стойки 17, соединенные с нижней плитой 15. В верхней части пластика- тора установлена воронка 18 для подачи пластмассы.
Термокоаксиальный пластикатор для пластмасс работает следующим образом.
Доза пластмассы питателем или рабочим-оператором (не показаны) насыпается в воронку 18 и оттуда поступает в материальный цилиндр 1 пластика- тора. После этого включается нижний гидроцилиндр 10 вертикальной литьевой машины и поднимает стол 12 с установ,- ленной на нем пресс-формой 13. Пресс- форма 13, поднимаясь вместе со столом 12, подходит к мундштуку 3, происходит совмещение литникового канала пресс-формы 13 с отверстием в мундшту ,ке 3 и подъем мундштука 3 до упора в материальный цилиндр 1.
При подъеме мундштука 3 открываются каналы для прохода пластмассы. Одновременно с этим конус 5 мундштука 3 упирается в торец 6 торпеды 4 и приподнимает ее. Подъем торпеды 4 мундштуком 3 непосредственно перед впрыском снижает трение покоя между сопри10
15
31479307
касающимися поверхностями торпеды 4 , и материального цилиндра 1, а конус 5 мундштука 3 при упоре в торец 6 торпеды 4 образует осевой подшипник. Сдвиг торпеды 4 с места и установка ее на конусе 5 мундштука 3 создают условия для легкого вращения торпеды 4 Под действием нагнетаемого при впрыске потока пластмассы.
После подъема стола 12 шток 9 верхнего гидроцилиндра 8, опускаясь, продавливает пластмассу через материальный цилиндр 1 и впрыскивает ее в пресс-форму 13. При этом торпеда 4, поверхность которой выполнена в виде многоходовой нарезки, под действием проходящего потока расплавленного полимерного материала приходит во вращение , опираясь на конус 5 мундштука 3. Вращение торпеды 4 приводит к закручиванию потока полимерного материала и его перемешиванию. В результате происходит перемешивание пластмассы, улучшение условий теплообмена между полимером-и внутреннней поверхностью материального цилиндра 1.
По завершении впрыска происходит подъем штока 9 и опускание стола 12. Пресс-форма 13 опускается и вместе с ней под действием своего веса опускаются мундштук 3 и торпеда 4. Пресс- форма 13 освобождается, и из нее мо- .жет быть извлечено изделие.
20
25
30
цилиндрическое отверстие, простое изготовлении и удобное при очистк в процессе техобслуживания. Торпе проста в монтаже и не требует уст новки шариков. При этом, вследств того, что каждый раз непосредстве перед впрыском происходит сдвиг т педы 4 с места под действием мунд ка 3, приподнимаемого пресс-формо исключается прикипание вершин м ходовой нарезки торпеды 4 к стенк материального цилиндра 1 (возника при температурной деструкции пере батываемого материала) и обеспечи ся легкое вращение торпеды 4, гара руется надежное перемешивание мат ла и очистка стенок материального линдра 1 .0
Фор. мула изобретени
Термокоаксиальный пластикатор д пластмасс, содержащий материальный цилиндр с нагревательными элемента мундштук-, установленный на конце м териального цилиндра, торпеду с на ружной поверхностью в виде многохо вой нарезки, причем торпеда смонти рована концентрично материальному линдру с возможностью вращения и к сания вершин многоходовой нарезки внутренней поверхности материально цилиндра, отличающийся тем, что, с целью упрощения констр
После установки на стол 12 подго- 35 ции и повышения надежности работы
10
15
0
цилиндрическое отверстие, простое в изготовлении и удобное при очистке в процессе техобслуживания. Торпеда 4 проста в монтаже и не требует установки шариков. При этом, вследствие того, что каждый раз непосредственно перед впрыском происходит сдвиг торпеды 4 с места под действием мундштука 3, приподнимаемого пресс-формой 13, исключается прикипание вершин многоходовой нарезки торпеды 4 к стенкам материального цилиндра 1 (возникающее при температурной деструкции перерабатываемого материала) и обеспечивается легкое вращение торпеды 4, гарантируется надежное перемешивание материала и очистка стенок материального цилиндра 1 .0
Фор. мула изобретения
Термокоаксиальный пластикатор для пластмасс, содержащий материальный цилиндр с нагревательными элементами, мундштук-, установленный на конце материального цилиндра, торпеду с наружной поверхностью в виде многоходовой нарезки, причем торпеда смонтирована концентрично материальному цилиндру с возможностью вращения и касания вершин многоходовой нарезки внутренней поверхности материального цилиндра, отличающийся тем, что, с целью упрощения конструкции и повышения надежности работы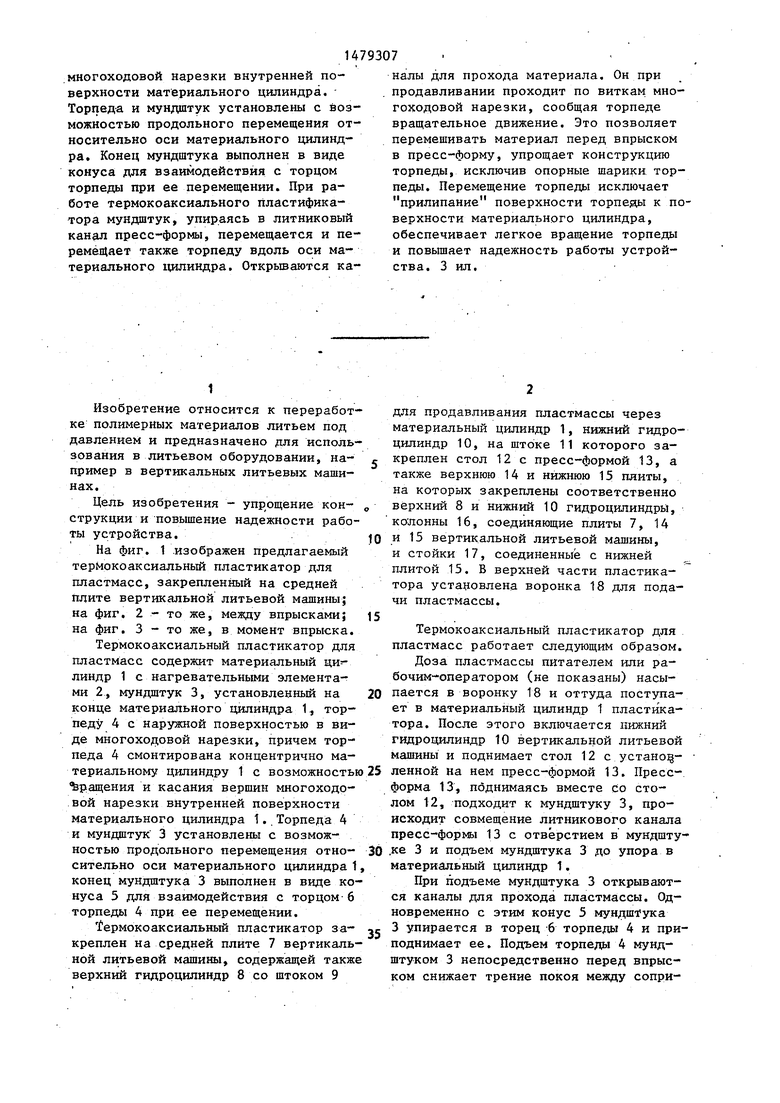

| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| Механизм пластикации и впрыска литьевой машины | 1978 |
|
SU712256A1 |
| ЛИТЬЕВОЙ ТЕРМОПЛАСТАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС | 1991 |
|
RU2010715C1 |
| Литьевая машина для пластмасс | 1990 |
|
SU1713822A1 |
| ЗАПОРНОЕ УСТРОЙСТВО ЛИТЬЕВОЙ МАШИНЫ | 1973 |
|
SU362700A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1987 |
|
SU1512787A1 |
| ЛИТЬЕВОЙ ИНЖЕКЦИОННЫЙ РОТОР | 1992 |
|
RU2097188C1 |
| Шнековый пластикатор литьевой машины для пластмасс | 1976 |
|
SU574344A1 |
| Шнековый пластификатор для переработки термореактивных материалов с волокнистым наполнителем | 1990 |
|
SU1754470A2 |
| Установка для изготовления изделий из пластмасс | 1980 |
|
SU939221A1 |

Изобретение относится к переработке полимерных материалов литьем под давлением. Цель изобретения - упрощение конструкции и повышение надежности работы устройства. Для этого в материальном цилиндре с мундштуком на конце установлена торпеда с наружной поверхностью в виде многоходовой нарезки. Торпеда установлена концентрично материальному цилиндру с возможностью вращения и касания вершин многоходовой нарезки внутренней поверхности материального цилиндра. Торпеда и мундштук устновлены с возможностью продольного перемещения относительно оси материального цилиндра. Конец мундштука выполнен в виде конуса для взаимодействия с торцом торпеды при ее перемещении. При работе термокоаксиального пластикатора мундштук,упираясь в литниковый канал пресс-формы, перемещается и перемещает также торпеду вдоль оси материального цилиндра. Открываются каналы для прохода материала. Он при продавливании проходит по виткам многоходовой нарезки, сообщая торпеде вращательное движение. Это позволяет перемешивать материал перед впрыском в пресс-форму, упрощает конструкцию торпеды, исключив опорные шарики торпеды. Перемещение торпеды исключает "прикипание" поверхности торпеды к поверхности материального цилиндра, обеспечивает легкое вращение торпеды и повышает надежность работы устройства. 3 ил.
товленной пресс-формы 13 и подачи в воронку 18 дозы пластмассы цикл работы вертикальной литьевой машины и термокоаксиального пластикатора повторяется.
Внутренняя часть материального цилиндра 1 представляет собой гладкое
пластикатора, торпеда и мундштук установлены с возможностью продольного перемещения относительно оси материального цилиндра, причем конец мундштука выполнен в виде конуса для взаимодействия с торцом торпеды при ее перемещении.
Фиг. 2
Редактор Т.Парфенова
Фхг.З
Составитель И.Скопинцев
Техред Л.Олийнык Корректор В.Гирняк
Заказ 2487/15
Тираж 536
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
13
Подписное
| Завгородний В.Н | |||
| Механизация и автоматизация переработки пластических масс | |||
| М.: Машиностроение, 1970, с | |||
| Эксцентричный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию и т.п. работ | 1924 |
|
SU203A1 |
| Торнер Р,В., Акутин М.С | |||
| Оборудование заводов по переработке пластмасс | |||
| М.: Химия, 1986, с | |||
| Машина для удаления камней из почвы | 1922 |
|
SU231A1 |
