Изобретение относится к переработке пластмасс методом литья под давлением, в частности к литьевым машинам.
Цель изобретения - повышение надежности машины в работе за счет снижения утечек расплава и измененияскорости впрыска в процессе заполнения формы.
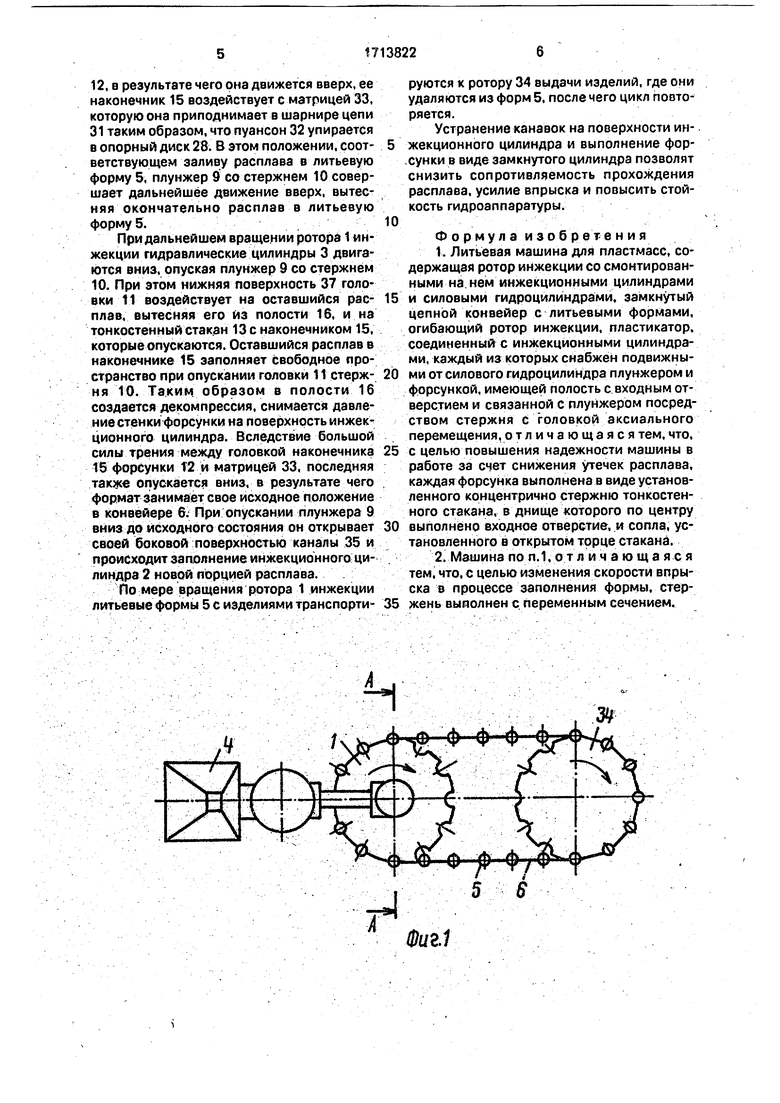
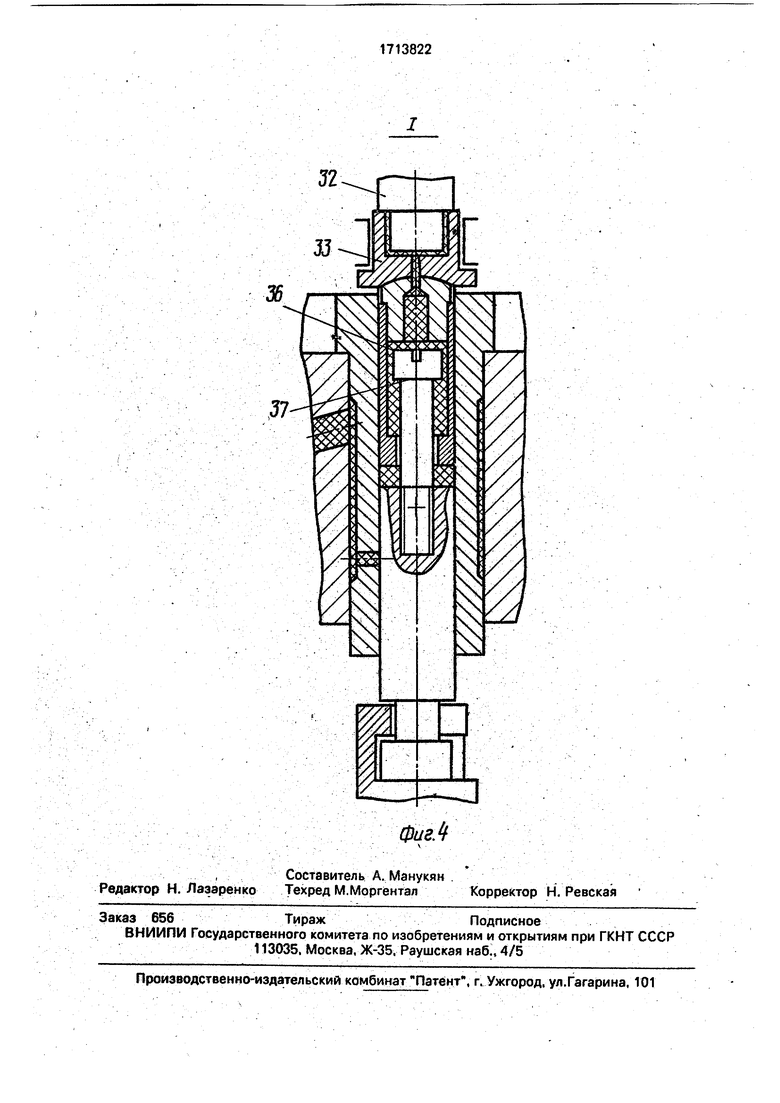
На фиг.1 показана принципиальная схема литьевой машины для пластмасс; на фиг.2 - разрез А-А на фиг.1; на фиг.З рабочая позиция ротора инжекции в начале заполнения инжекционного цилиндра расплавом; на фиг.4-узел I на фиг.2.
Литьевая машина для пластмасс содержит ротор 1 инжекции со смонтированными в нем инжекционными цилиндрами 2 и силовыми гидроцилиндрами 3, пластикатор 4, соединенный с инжекционными цилиндрами 2, и литьевые формы 5, размещенные в шарнирах замкнутого цепного конвейера 6, огибающего ротор 1 инжркции.
Ротор 1 инжекции содержит барабан 7 с нагревательными элементами 8. По периферии барабана 7 расположены сквозные отверстия, в которых жестко смонтированы инжекционные цилиндры. Каждый инжекционный цилиндр 2 снабжен подвижным от Силового гидроцилиндра 3 плунжером 9 с жестко закрепленным стержнем 10 с переменным сечением, который содержит головку 11 и форсунку 12, состоящуйэ из тонкостенного стакана 13 с отверстием 14 и соплом 15. Стержень 10 установлен в полости 16 и в отверстии 14 с зазорами для свободного перемещения, ПлунжерЭ и форсунка 12 соединены друг с другом и установлены с возможностью взаимного перемещения относительно друг друга и относительно инжекционного цилиндра 2. Форсунка 12 установлена в инжекционном цилиндре 2 с зазором Л
Барабан 7 соединен с полым валом 17. Вал 17 соединен материалопроводом 18 с пластикатором 4, а посредством каналов 19 полость вала соединена с кольцевыми проточками 20 инжекционных цилиндров 2.
Барабан 7 соединен С помощью стакана
21с цилиндрическим корпусом 22, по периферии которого расположень силовые гидравлические цилиндры 3, каждый из которых соединен с соответствующим плунжером Эинжекционного цилиндра. Корпус
22жестко соединен с внешним зубчатым колесом 23, посредством которого ротор 1 инжекции во время работы машины получает непрерывные вращения от ее привода (не показан).
Корпус 22 посажен с возможностью вращения на подшипниковую опору 24, а своим концом контактирует с распределительным диском 25, который обеспечивает подачу жидкости к гидроцилиндрам 3 о зависимости от циклограммы работы машины.
Барабан 7 в вертикальной своей части
снабжен звездочкой 26 и посредством тяг 27 жестко соединен с опорным диском 28, в нижней части которого также выполнена звездочка 29.
Замкнутый цепной конвейер 6 выполнен в виде двух цепей ЗО и 31. в шарнирах которых расположены литьевые формы 5, причем в цепи 30 свободно помеще пуансон 32. а в цепи 31 - матрица 33. Цепи 30 и
31 сцеплены звездочками 24 и 29 ротора 1 инжекции.
Для выдачи готовых изделий предназначен ротор 34,
Литьевая машина для пластмасс работает следующим образом.
При включении машины в работу посредством кинематической системы прихо-. дят в непрерывное синхронное вращение, ротор 1 инжекции и конвейер 6. Пластикатор 4, непрерывно подает расплав к инжекционНым цилиндрам 2, и те из них, у которых канал 35 не перекрыт плунжером 9 заполняются расплавом (фиг.З). Верхняя 36 и нижняя 37 поверхности головки 11 стержня 10 периодически перекрывают доступ расплава. Из каналов 35 расплав поступает в инжекЦионный цилиндр 2, затем по кольцевому зазору между стержнем 10 и отверстием 14 в дне цилиндра расплав заполняет
полость 16. При дальнейшем поступлении расплава в инжекционный цилиндр 2 тонкостенный стакан 13 совместно с соплом 15 (форсунка 12) перемещается вверх, пока ник.няя поверхность 37 головки 11 перекрре; отверстие 14 стакана 13. Доступ расплава прекращен, инжекционный цилиндр 2 с форсункой 12 заполнен расплавом, позиция подготовлена для заливки расплава а литьевую форму 5. .:
При вращении ротора 1 Инжекции в зоне, обогнутой конвейером 6, силовые гидравлические цилиндры 3 перемещаются вверх От ейздействия цилиндра 3 соответствующий плунжер 9 движется вверх и отсекает своей бокрвой поверхностью каналы 35, сжг1мая при этом расплав, находящийся между плунжером 9, стаканами 13 и 15 и в полости 16, При дальнейшем движении плунжера 9 со стержнем 10 происходит
сдавливание расплава, тем самым стенка форсунки 12 соприкасается с внутренней стенкой инжекционного цилиндра 2, обеспечивая полное перекрытие внутренней полости за счет выбора зазора А .Головка 11 воздействует на наконечник 15 форсунки 12. в результате чего она движется вверх, ее наконечник 15 воздействует с матрицей 33, которую она приподнимает в шарнире цепи 31 таким образом, что пуансон 32 упирается в опорный диск 28. В этом положении, соот- 5 ветствующем заливу расплава а литьевую форму 5, плунжер 9 со стержнем 10 совершает дальнейшее движение вверх, вытесняя окончательно расплав в литьевую форму 5.10 При дальнейшем враще.нии ротора 1 инжекции гидравлические цилиндры 3 двигаются вниз, опуская плунжер 9 со стержнем 10. При этом нижняя поверхность 37 головки 11 воздействует на оставшийся рас- 15 плав, вытесняя его из полости 16, и на тонкостенный Стакан 13с наконечником 15, которые опускаются. Оставшийся расплав в наконечнике 15 заполняет свободное пространство при опускании головки 11 стерж- 20 ня 10. Таким образом в полости 16 создается декомпрессия, снимаете: давлениестемки форсунки на поверхность инжекционного цилиндра. Вследствие большой силы трения между головкой наконечника 25 15 форсунки Т2 и матрицей 33, последняя также опускается вниз, в результате чего формат занимает свое исходное положение в конвейере 6; При опускании плунжера 9 вниз д,р Исходного состояния он открывает 30 своей боковой поверхностью каналы 35 и происходит заполнение инжекционного цилиндра 2 новой порцией расплава. По мере вращения ротора 1 инжекции литьевые формы 5 с изделиями транспорти- 35 руются к ротору 34 выдачи изделий, где они удаляются из форм 5, после чего цикл повторяется. Устранение канавок на поверхности инжекционного цилиндра и выполнение форхунки в виде замкнутого цилиндра позволят снизить сопротивляемость прохождения расплава, усилие впрыска и повысить стойкость гидроаппаратуры. Формул а изобретени я 1.Литьевая машина для пластмасс, содержащая ротор инжекции со смонтированными на. нем инжекционными цилиндрами и силовыми гидроцилиндрами, замкнутый цепной конвейер с литьевыми формами, огибающий ротор инжекции, пластикатор. соединенный с инжекционными цилиндрами, каждый из которых снабжен подвижными от силового гидроцилиндра плунжером и форсункой, имеющей полость с входным отверстием и связанной с плунжером посредством стержня с головкой аксиального перемещения, о т л ича ющая с я тем, что, с целью повышения надежности машины в работе за счет снижения утечек расплава, каждая форсунка выполнена в виде установленного концентрично стержню тонкостенного стакана, в днище которого по центру аыполн1ено входное отверстие, и сопла установленного в открытом торце стакана. 2.Машина по п.1, от л ич а юща я с я тем, что, с целью изменения скорости впрыска в процессе заполнения формы, стержень выполнен с Переменным сечением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина для пластмасс | 1976 |
|
SU695834A1 |
| Литьевая машина для пластмасс | 1987 |
|
SU1694406A1 |
| Роторно-конвейерная линия для литья деталей из термопластичных материалов | 1989 |
|
SU1680540A1 |
| Литьевая машина для пластмасс | 1988 |
|
SU1563994A1 |
| Устройство для пластикации и впрыска литьевой машины | 1990 |
|
SU1729776A1 |
| Установка для литья деталей из термопластичных материалов | 1983 |
|
SU1130490A1 |
| Роторная литьевая машина для термопластов | 1990 |
|
SU1722854A1 |
| Ротор инжекции роторно-конвейерной литьевой машины | 1989 |
|
SU1703474A1 |
| ЛИТЬЕВОЙ ИНЖЕКЦИОННЫЙ РОТОР | 1992 |
|
RU2097188C1 |
| Ротор инжекции роторной линии для литья изделий из термопластов | 1986 |
|
SU1353625A1 |
Изобретение относится к переработке методом литья под давлением, в частности к литьевым машинам. Цель изобретения - повышение надежности машины в работе за счет снижения утечек расплава и изменение скорости впрыска в процесс заполнения формы. Для этого каждая форсунка 12 выполнена в виде установленного концентриЧ- но стержню 10 тонкостенного стакана 13» в днище которого по центру выполнено входное отверстие 14. и сопло 15. свободно установленного в открытом торце стакана 13. а стержень 10 выполнен с переменным сечением. 1 з.п. ф-лы. 4 ил.»«Сл) 00 Ю ГО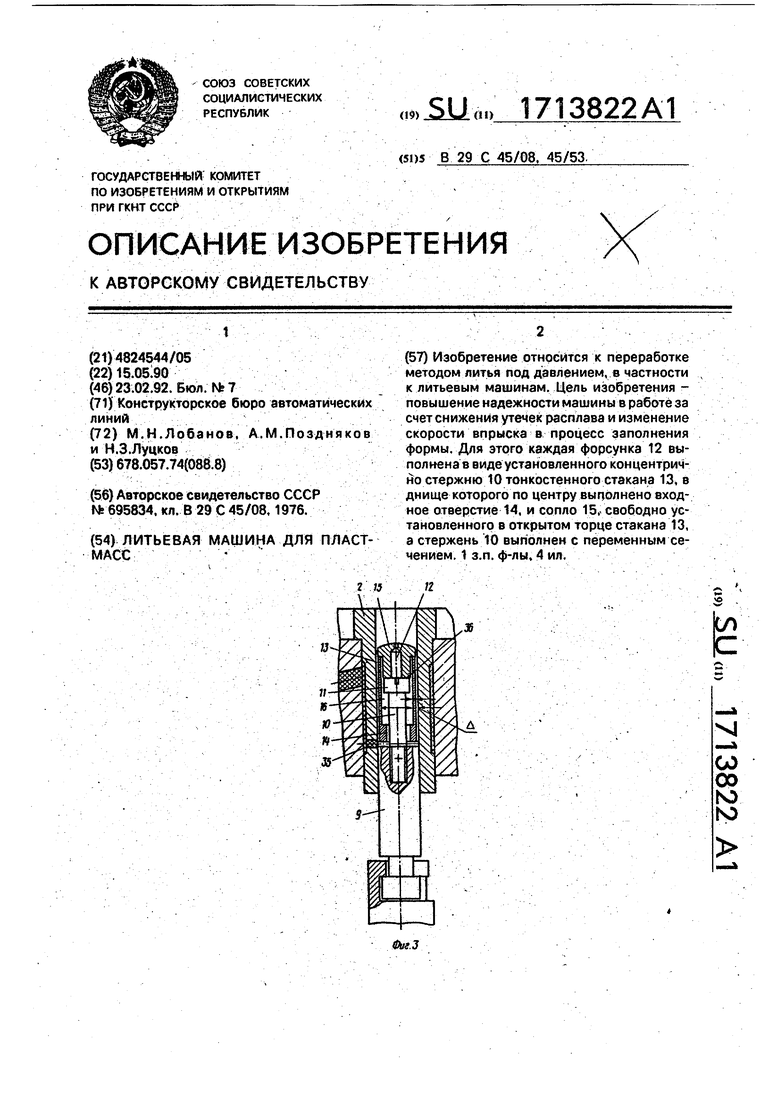
5 Фиг1 8
(SulZ
| Литьевая машина для пластмасс | 1976 |
|
SU695834A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
