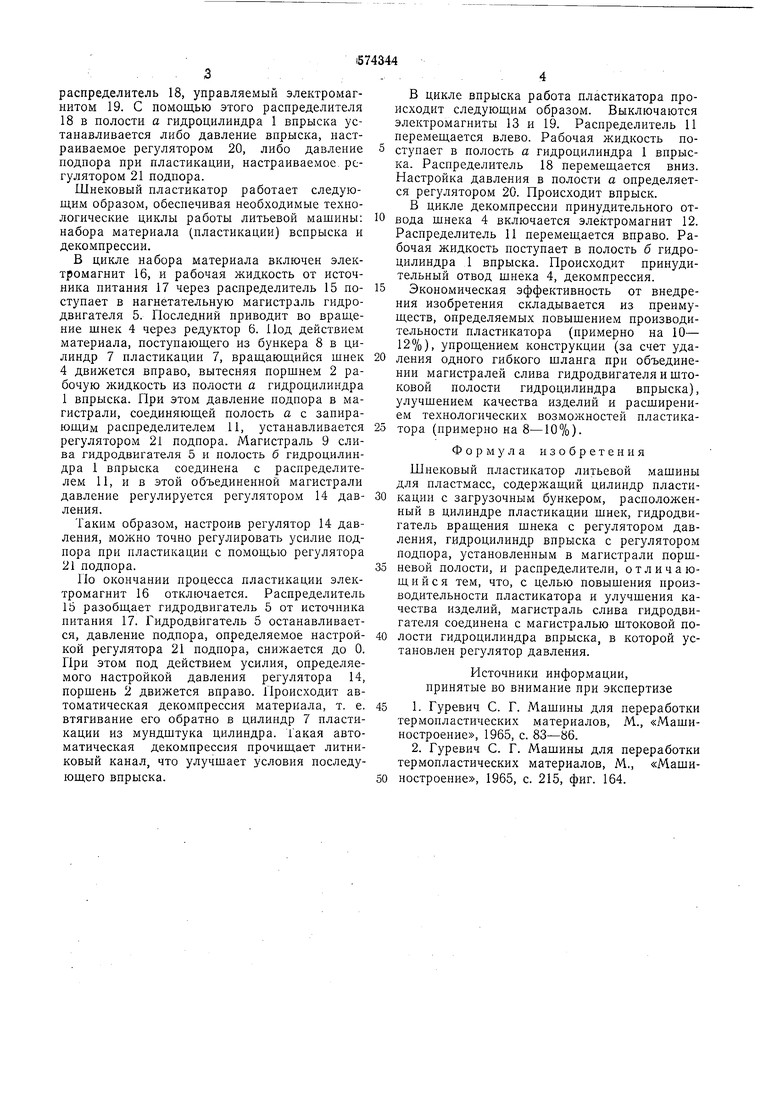
распределитель 18, управляемый электромагыитом 19. С помоо1ью этого распределителя 18 в полости а гидроцилиндра 1 впрыска устапавливается либо давление впрыска, пастраиваемое регулятором 20, либо давление 5 подпора при пластикации, настраиваемое регулятором 21 подпора. Шнековый пластикатор работает следующим образом, обеспечивая необходимые технологические циклы работы литьевой машины; Ю набора материала (пластикации) вспрыска и декомпрессии. В цикле набора материала включен электромагнит 16, и рабочая жидкость от источника питания 17 через распределитель 15 по- 15 ступает в нагнетательную магистраль гидродвигателя 5. Последний приводит во вращение шнек 4 через редуктор 6. Под действием материала, поступающего из бункера 8 в цилиндр 7 пластикации 7, вращающийся шнек 20 4 движется вправо, вытесняя поршнем 2 рабочую жидкость из полости а гидроцилиндра 1 впрыска. При этом давление подпора в магистрали, соединяющей полость а с запирающим распределителем 11, устанавливается 25 регулятором 21 подпора. Магистраль 9 елива гидродвигателя 5 и полость б гидроцилиндра 1 впрыска соединена с распределителем И, и в этой объединенной магистрали давление регулируется регулятором 14 дав- 30 ления. Таким образом, настроив регулятор 14 давления, можно точно регулировать усилие поднора при пластикации с помощью регулятора 21 подпора. По окончании процесса пластикации электромагнит 16 отключается. Распределитель 15 разобщает гидродвигатель 5 от источника питания 17. Гидродвйгатель 5 останавливается, давление подпора, определяемое настрой- 40 кой регулятора 21 подпора, снижается до 0. При этом под действием усилия, определяемого настройкой давления регулятора 14, поршень 2 движется вправо. Происходит автоматическая декомпрессия материала, т. е. 45 втягивание его обратно в цилиндр 7 пластикации из мундштука цилиндра. Гакая автоматическая декомпрессия прочищает литниковый канал, что улучшает условия последующего впрыска 35 50 В цикле впрыска работа пластикатора происходит следующим образом. Выключаются электромагниты 13 и 19. Распределитель 11 перемещается влево. Рабочая жидкость поступает в полость а гндроцилиндра 1 впрыска. Распределитель 18 перемещается вниз, Настройка давления в полости а определяется регулятором 20. Происходит впрыск. В цикле декомпрессии принудительного отвода шнека 4 включается электромагнит 12. Распределитель 11 перемещается вправо. Рабочая жидкость поступает в полость б гидроцилиндра 1 впрыска. Происходит принудительный отвод шнека 4, декомпрессия. Экономическая эффективность от внедрения изобретения складывается из преимуществ, определяемых повышением производительности пластикатора (примерно на 10- 12%), упрощением конструкции (за счет удаления одного гибкого шланга при объединенип магистралей слива гидродвигателя и штоковой полости гидроцилиндра впрыска), улучшением качества изделий и расширением технологических возможностей пластикатора (примерно на 8-10%). . Формула изобретения Шнековый пластикатор литьевой машины для пластмасс, содержащий цилиндр пластикации с загрузочным бункером, расположенный в цилиндре пластикации шнек, гидродвигатель вращения шнека с регулятором давления, гидроцилиндр впрыска с регулятором подпора, установленным в магистрали поршневой полости, и распределители, отличающийся тем, что, с целью повышения производительности пластикатора п улучшения качества изделий, магистраль слива гидродвигателя соединена с магистралью штоковой полости гидроцилиндра впрыска, в которой установлен регулятор давления. Источники информации, принятые во внимание при экспертизе 1.Гуревич С. Г. Машины для переработки термопластических материалов, М., «Машиностроение, 1965, с. 83-86. 2.Гуревич С. Г. Машины для переработки термопластических материалов, М., «Машиностроение, 1965, с. 215, фиг. 164.
20
а
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидросистема литьевой машины для полимерных материалов | 1980 |
|
SU887233A1 |
| Система управления механизмом впрыска литьевой машины | 1985 |
|
SU1281433A1 |
| Система управления литьевой машины | 1974 |
|
SU563301A1 |
| Система управления механизмом впрыска литьевой машины | 1974 |
|
SU542654A1 |
| Механизм пластикации литьевой машины | 1974 |
|
SU503730A1 |
| Литьевая машина | 1976 |
|
SU648426A1 |
| ГИДРОСИСТЕМА УЗЛА ВПРЫСКА И НАБОРА ДОЗЫ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА (ВАРИАНТЫ) | 2008 |
|
RU2382700C1 |
| Блокирующее устройство литьевых машин для пластмасс | 1978 |
|
SU763126A1 |
| Устройство для пластификации и впрыска расплава реакто- и термопластов в форму литьевой машины | 1973 |
|
SU488723A2 |
| Устройство для пластикации и впрыска полимерных материалов | 1978 |
|
SU763127A1 |

