Изобретение относится к переработке пластмасс и может быть использовано при изготовл ении объемных ориентированных изделий.
Цель изобретения - интенсификация процесса, снижение энергозатрат на деформацию заготовки и повышение прочности ориентированных изделий.
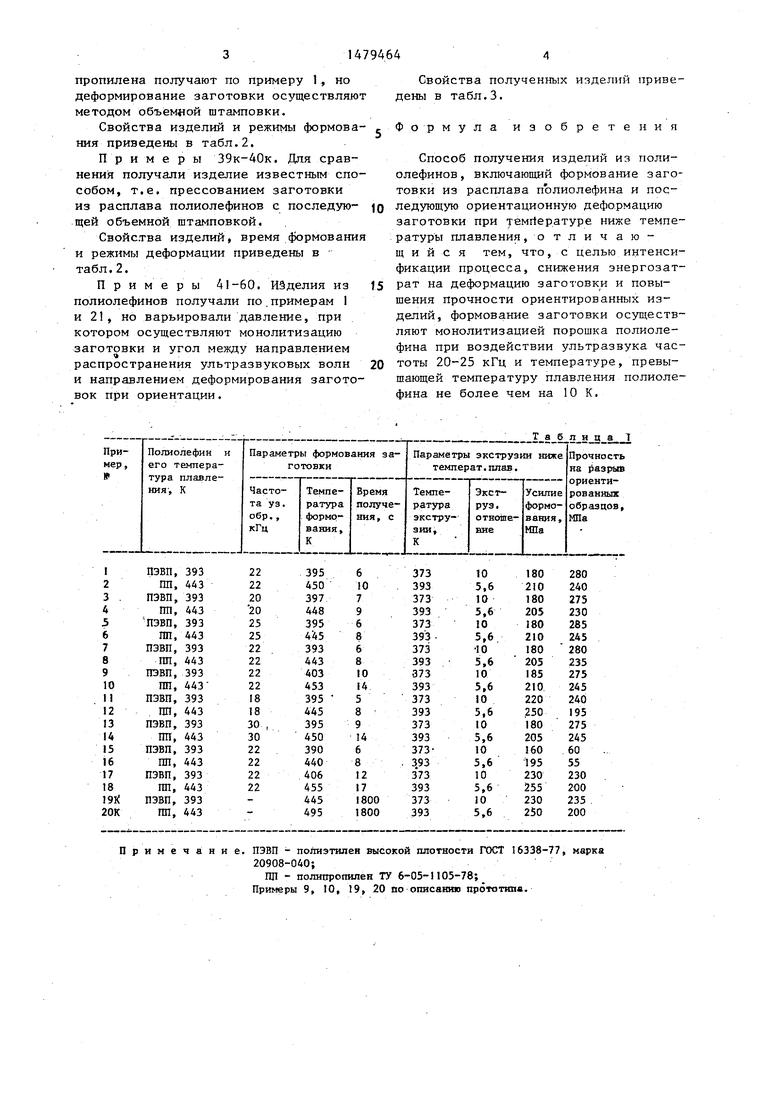
Примеры 1-18. Получали из- делие в форме прутка круглого сечения из порошкообразного полиэтилена высокой плотности (ПЭВП) и полипропилена (ПП) .
Навеску в 10 г порошкообразного к полиолефина помещают в цилиндрическую форму диаметром 10 мм и под удельным давлением 0,8 МПа подвергают ультразвуковой обработке при помощи установки УЗДН-1 с магнитострикционным преобразователем и титановым волноводом до достижения определенной темпе- ратуры в центре заготовки. При этом фиксируют время ультразвуковой обработки. Полученную заготовку подвергают экструзии (деформации) при температуре ниже температурь плавления соответствующего полиолефина на капиллярном реометре Полимер К-1 че-1- рез фильеру круглого сечения с коническим входом с углом 45 при скорости движения формующего плунжера 10 мм/мин. Фиксируют усилие формования.
Прочность на разрыв ориентированных прутков приведена в табл.1.
Примеры 19к-20к. Для сравнения получали изделие из тех же по- лиолифинов по известному способу. Прессованием расплава полиолефина формовали заготовку и деформировали ее в капиллярном реометре по примеру 1, Свойства ориентированных прутков , усилие и время формования приведены в табл.1.
Примеры 21-38. Изделия из полиэтилена высокой плотности и поли$
(Л
с
Јь
1
со ль
о
4
пропилена получают по примеру 1, но деформирование заготовки осуществляют методом объемной штамповки.
Свойства изделий и режимы формова- ния приведены в табл.2.
Примеры 39к-40к. Для сравнения получали изделие известным способом, т.е. прессованием заготовки из расплава полиолефинов с последую- щей объемной штамповкой.
Свойства изделий, время формования и режимы деформации приведены в табл.2.
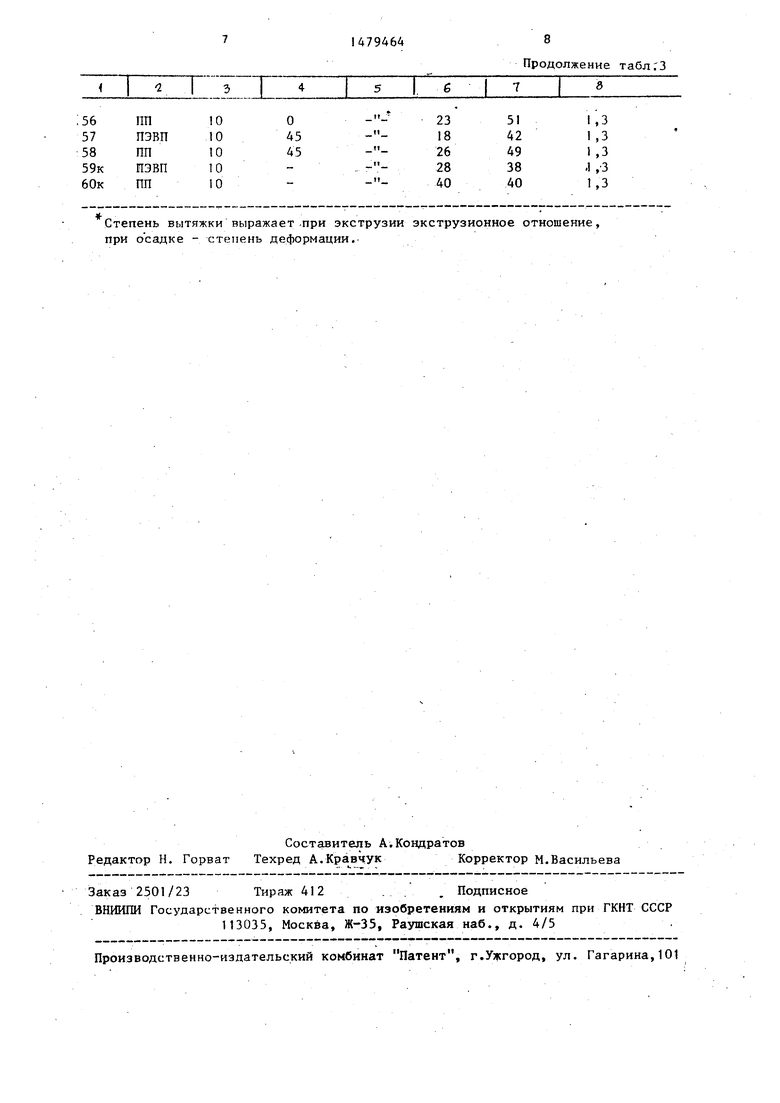
Примеры 41-60. Изделия из полиолефинов получали по примерам 1 и 21, но варьировали давление, при котором осуществляют мополитизацию заготовки и угол между направлением распространения ультразвуковых волн и направлением деформирования заготовок при ориентации.
Свойства полученных изделий приведены в табл.3.
Формула изобретения
Способ получения изделий из полиолефинов, включающий формование заготовки из расплава полиолефина и последующую ориентационную деформацию заготовки при температуре ниже температуры плавления, отличающийся тем, что, с целью интенсификации процесса, снижения энергозатрат на деформацию заготовки и повышения прочности ориентированных изделий, формование заготовки осуществляют монолитизацией порошка полиолефина при воздействии ультразвука частоты 20-25 кГц и температуре, превышающей температуру плавления полиолефина не более чем на 10 К.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий | 1990 |
|
SU1745733A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ПЛЕНОЧНОГО МАТЕРИАЛА ИЗ НАСЦЕНТНОГО РЕАКТОРНОГО ПОРОШКА СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА | 2001 |
|
RU2205845C2 |
| СПОСОБ ДВУХСТАДИЙНОЙ ОБРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ МЕТОДОМ ТВЕРДОФАЗНОЙ ЭКСТРУЗИИ И УЛЬТРАЗВУКОВЫМ ВОЗДЕЙСТВИЕМ | 2014 |
|
RU2574267C1 |
| Способ изготовления изделий из полиолефинов | 1984 |
|
SU1323407A1 |
| Способ изготовления изделий из термопластов литьем под давлением | 1981 |
|
SU1043953A1 |
| Способ получения пленочного композиционного материала | 1990 |
|
SU1729784A1 |
| Способ соединения пленки из полиолефина с металлическим изделием | 1985 |
|
SU1234408A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАСТМАССОВЫХ ЕМКОСТЕЙ ДЛЯ НЕФТЕПРОДУКТОВ | 2004 |
|
RU2278787C2 |
| Способ соединения пленки из полиолефина с изделием из алюминия или никеля | 1987 |
|
SU1502400A1 |
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ С РАЗДУВОМ | 2011 |
|
RU2578234C2 |
Изобретение касается технологии переработки полиолефинов и может быть применено при изготовлении изделий высокой прочности. Предлагаемый способ позволяет интенсифицировать процесс, снизить энергозатраты на деформацию заготовки и повысить прочность изделий за счет монолитизации порошка полиолефина ультразвуком частотой 20-25 кГц при температуре выше температуры плавления на 10 К. 3 табл.
tf
К
ПЭВП,393
т,443
ПЭВП,393
ПП,443
ПЭВП,393
ПП,443
ПЭВП,393
ПП,443
ПЭВП,393
ПП,443
ПЭВП,393
ПП,443
ПЭВП,393
ПП,443
ПЭВП,393
ПП,443
ПЭВП,393
ПП,443
ПЭВП,393
ПП,443
22
22
20
20
25
25
22
22
22
22
18
18
30 ,
30
22
22
22
22
395
450
397
448
395
445
393
443
403
453
395
445
395
450
390
440
406
455
445
495
Примечание. ПЭВП - полиэтилен высокой плотности ГОСТ 16338-77, марка 20908-040;
ПП - полипропилен ТУ 6-05-1105-78; Примеры 9, 10, 19, 20 по описанию прототипе.
0
0
373
393
373
393
373
393
373
393
373
393
373
393
373
393
373
393
373
393
Примечани
i: ПЭВП - полиэтилен высокой-плотности ГОСТ 16338-77, марка
20908-040; ПП - полипропилен ТУ 6-05- 105-78,
Таблица 3
Степень вытяжки выражает .при экструзии экструзионное отношение, при осадке - степень деформации.
1479464
8 Продолжение таблГЗ
| Басов Н.И | |||
| Виброформование полимеров | |||
| М.: Химия, 1979, с.35 | |||
| Патент США № 3714320, кл.264-323, опублик | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
